-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Textile Science
p-ISSN: 2325-0119 e-ISSN: 2325-0100
2025; 14(1): 15-19
doi:10.5923/j.textile.20251401.03
Received: Feb. 22, 2025; Accepted: Mar. 20, 2025; Published: Mar. 28, 2025

Process Variant Strength of Cotton-Flax Blended Plain Woven Fabric Manufactured in an Industrial Process: An Assessment from Grey to Finished Fabric
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLKhen Maung
NZ Tex Group (NZ Textiles Ltd., and NZ Apparels Ltd.), Bangladesh
Correspondence to: Khen Maung, NZ Tex Group (NZ Textiles Ltd., and NZ Apparels Ltd.), Bangladesh.
| Email: |  |
Copyright © 2025 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Sustainability is a major concern globally for all manufacturing industries. Textile and Readymade garment industry is developing yarns, fabrics, and garments from natural textile fibres to replace synthetic textile fibres to protect against environmental threats. This study aimed to develop a cotton and flax blended plain-woven fabric using an industrial manufacturing process for commercial cotton-linen garment production. 21 Ne ring spun yarn was used in both warp and weft to produce cotton-linen plain woven finished fabric with a ratio of 70:30 cotton and flax fibre respectively. Tensile strength, tearing strength, yarn crimp, shrinkage, and grams per square meter (GSM) were measured for the quality evaluation of the fabric. Process-wise tensile and tearing strength reveals that tensile strength of the finished fabric decreased by 16 percent for warp direction and increased by 29 percent for weft direction. On the contrary, the tearing strength of the finished fabric increased by 33 percent and 22 percent for the warp and weft directions, respectively. GSM of the finished fabric increased by 11 percent. The variation in tensile, tearing strength, and GSM suggests that yarn crimp and shrinkage are vital factors that are affected by the chemical treatment in the bleaching and mercerization process.
Keywords: Flax fibre, Linen fabric, Blended yarn, Sustainable textiles, Tensile strength, Tearing strength
Cite this paper: Khen Maung, Process Variant Strength of Cotton-Flax Blended Plain Woven Fabric Manufactured in an Industrial Process: An Assessment from Grey to Finished Fabric, International Journal of Textile Science, Vol. 14 No. 1, 2025, pp. 15-19. doi: 10.5923/j.textile.20251401.03.
Article Outline
1. Introduction
- Textile industry disposes of the largest amount of synthetic chemicals and fibres into the environment among all other manufacturing sector [1]. Synthetic textile fibre like polyester, nylon and acrylic has several adverse effects on the environment [2]. Among all synthetic textile fibres, polyester fibre takes the highest share in the global textile and fashion industry [3-4]. This extensive use of polyester fibre is now a great concern for the sustainability of the planet because it releases toxic chemicals and has very low degradation in soil [5]. Fossil fuels are also being used for the production of synthetic fibres [6]. Considering all the adverse effects of synthetic fibres to the environment, textile manufacturers are seeking alternative natural fibres to synthetic fibres. Apart from the environmental aspects, health awareness of the garment users is also increasing day by day and also building pressure on the use of sustainable raw materials from natural sources [7-8]. Cotton fibre is the only natural fibre that has the second largest consumption after synthetic fibres but it is not possible for cotton fibre alone to replace a reasonable share of synthetic fibres [9]. Other natural fibres are potential in this connection. Flax is a bast-type natural textile fibre, which is grown as the skin of the flax stem. Flax fibre is collected after the retting process of the flax stem [10-11]. Flax fibre is a lignocellulosic fibre. The amounts of cellulose and lignin are around 70 percent and 2 percent, respectively [12]. Flax fibre is historically used for the production of clothing because of its unique textile properties. The Flax fibre has less shrinkage and is stronger than cotton [13]. Flax fibre produced linen garments provide better comfort to wearers in the summer season [14]. Flax fibre does not require any chemical treatment like other bast fibres; for example, jute for the processing in textile machinery. This fibre is normally used in long form as it grows for the production of flax yarns and fabrics using its own spinning system, which is popularly known as the wet spinning system [15]. To mix with cotton, flax fibre requires cottonization [16]. The main disadvantages of flax fibre are stiffness and coarseness that lead to mixing with other soft and fine fibre like cotton using the blending process in yarn manufacturing. Blending is a process where two or more different fibres are mixed together in order to achieve combined properties when a single fibre cannot meet the required properties of textile fabrics or garment [17]. For blending with cotton or other soft fibre, flax fibre is made to a similar length as cotton fibre [18]. Flax is widely used in blending with cotton and other fibers for the production of ring-spun yarns in the cotton spinning system. However, cottonized flax-cotton blended yarns are mostly used to manufacture knitted fabrics [19]. Very few studies have been conducted to develop woven fabric produced from Flax-cotton yarns and investigate the physical properties of grey and finished fabric, in particular the mechanical properties [20]. Again, most of the studies have been conducted on a laboratory scale, but here in this study, an end-to-end industrial manufacturing process is used to develop and investigate physical properties.
2. Materials and Methods
2.1. Raw Materials
- Cotton-Flax blended yarns were used and spun in the ring spinning section of NZ Textile Mills Ltd., Bangladesh. The blend ratio of the yarns was 70% cotton and 30% flax. Yarn count was 21 Ne for both warp and weft yarn. Figure 1 shows the microscopic image of the flax-cotton blended yarn. The Image shows the main body and the protruding fibres on the yarn surface.
 | Figure 1. Microscopic image of the 21 Ne flax-cotton blended yarn |
2.2. Production Grey State Cotton-Flax Blended Plain Woven Fabrics
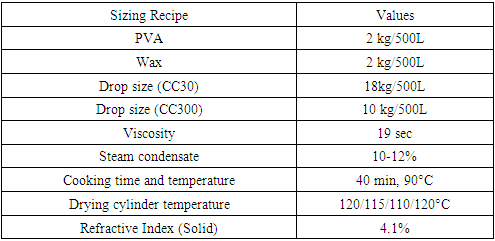
- Industrial process from sectional warping to weaving was used to produce raw (grey) blended fabrics. The number of warp yarns per inch was 60 ends per inch (EPI), and the number of weft yarns per inch was 54 picks per inch (PPI) in the construction of the fabric. The fabric width was set to 57 inches. The warp and weft yarn interlacement structure (weave) was 1 up and 1 down (1/1 plain). The sizing recipe was fixed as per Table 1. The process details are mentioned in Table 2. The relative humidity (RH) and temperature were kept at 75% and 27+/- 2°C, respectively in the weaving section.
|
|

2.3. Fabric Dyeing and Finishing
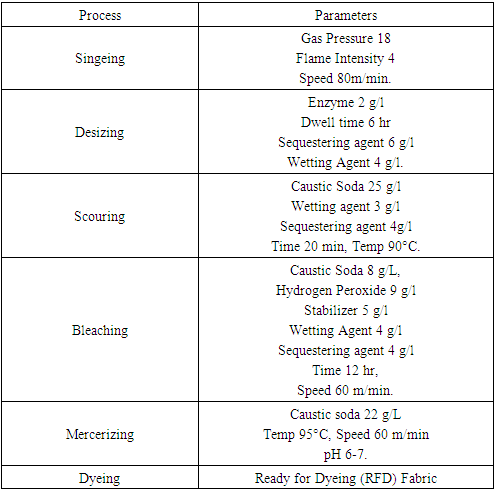
- The pretreatment, such as singeing, desizing, scouring, and bleaching of the grey fabrics, was conducted by the respective industrial process. The pretreated fabrics were then dyed and finally finished in the Stenter process. The detailed process parameters of pretreatment, dyeing, and finishing are given in Table 3.
|
 | Figure 2. Plain woven (1/1 plain weave structure) cotton-flax blended RFD fabric |
2.4. Methods
- Fabric weight measurement was followed by ISO 3801: 1977 according to the determination process of mass per unit length and mass per unit area of woven fabrics. Tearing strength was measured in ISO 13937-1: 2000 standard to determine tear force using the ballistic pendulum method (Elmendorf). ISO 13934-2: 2014 method was used to measure the maximum tensile force using the grab technique. Yarn crimp in fabric measurement was followed by ISO 7211-3: 1984 standard. All measurements were carried out under standard laboratory conditions required for the physical properties of fabrics, and samples were conditioned accordingly before testing.
3. Results and Discussion
3.1. Tensile Strength of the Cotton-Flax Blended Fabrics
- Tensile strength of a fabric indicates durability during using the fabric as a garment. It is the ability of a fabric to resist the force applied on its warp or weft direction for the elongation [21]. The tensile strength of Cotton-Flax fabric was measured both for the warp and weft way direction, and the results are shown in Figure 3.
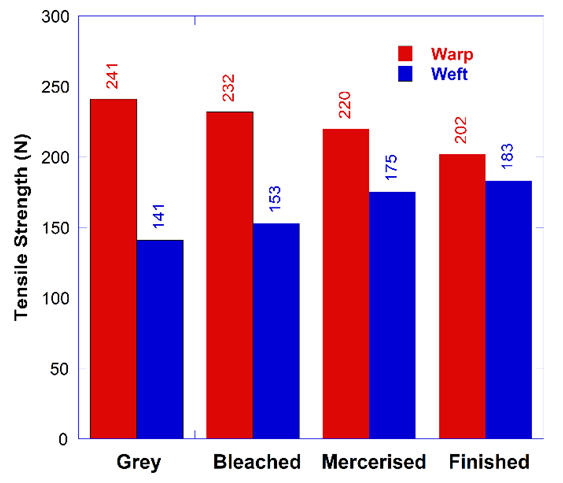 | Figure 3. Tensile strength of cotton-flax blended plain-woven fabric at each stage of chemical treatment from grey to finished fabric for both warp and weft direction |
3.2. Tearing Strength of Cotton-Flax Blended Fabrics
- Figure 4 states the tearing strength of Cotton-Flax blended fabric for both warp and weft way direction.
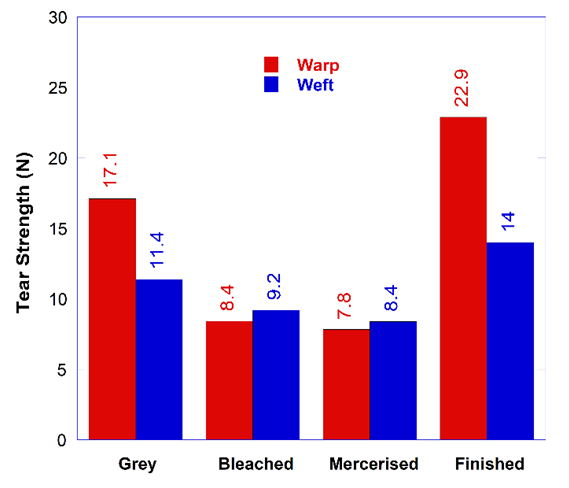 | Figure 4. Tearing strength of cotton-flax blended plain-woven fabric at each stage of chemical treatment from grey to finished fabric for both warp and weft direction |
3.3. Shrinkage of Cotton-Flax Blended Woven Fabric
- The shrinkage of the grey and finished fabric is graphically presented in Figure 5.
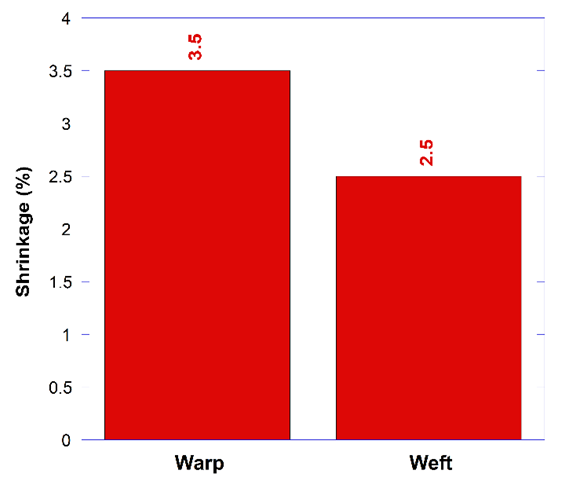 | Figure 5. Shrinkage of cotton-flax blended plain-woven fabric for the warp and weft direction after the mercerization |
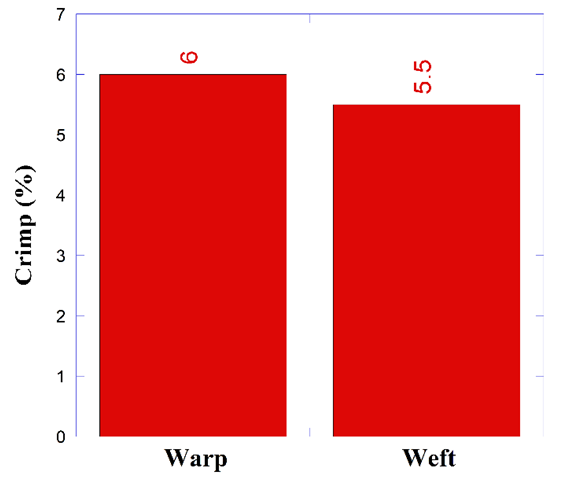 | Figure 6. Yarn crimp of cotton-flax blended plain-woven fabric for the warp and weft direction at the finished state |
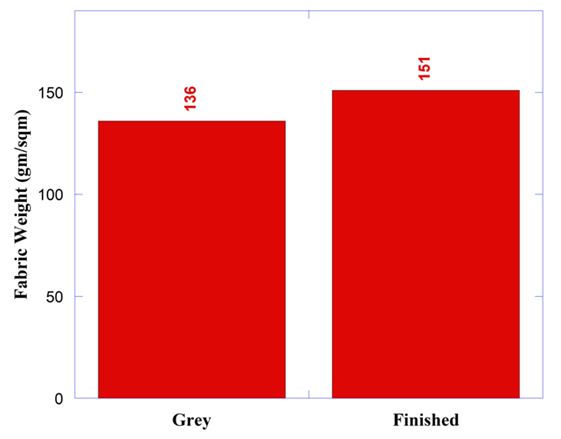 | Figure 7. GSM of cotton-flax blended plain-woven fabric for grey and finished state |
4. Conclusions
- This study was conducted to develop a cotton-flax blended plain-woven fabric using industrial manufacturing machinery and evaluate the physical properties of the fabric. Process-wise tensile and tear strength of the produced fabric for both warp and weft way direction were investigated in detail. The important finding of this study is the decrease in tensile strength in the warp way direction while increasing in the weft way direction of the fabric during the chemical treatment from scouring to finishing. In addition, tearing strength and GSM of the fabric increased in the finished state for both the warp and weft directions. These results are explained by the shrinkage and yarn crimp of the fabric due to the removal of compositional components of both cotton and flax fibre. Another finding is that the weft yarn of cotton-flax blended fabric is less affected by the chemical treatment. It can be recommended that control of the number of threads plays an important role in the physical properties of cotton-flax blended plain-woven fabric.