Mohammad Abul Hasan Shibly, Mohammad Mohsinul Hoque, Solayman Miah
Department of Textile Engineering, National Institute of Textile Engineering and Research, Dhaka, Bangladesh
Correspondence to: Mohammad Abul Hasan Shibly, Department of Textile Engineering, National Institute of Textile Engineering and Research, Dhaka, Bangladesh.
| Email: |  |
Copyright © 2021 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Abstract
Denim washing is the vibrant part concerning comfortability, performance and stylish cool feeling day-to-day runway. This investigation was carried out to observe the wash effects of natural reagents such as lemon, pomelo, guava, ginger, and spondias mombin on 100% cotton indigo dyed denim fabric constructed by 3/1 left-handed twill weave. Fading effect developed by Guava largely affected on fabric GSM but least with ginger. The consequence of fabric performance properties and comforts like tensile strength, air permeability, and surface morphology evaluation were investigated and compared with each other before and after washing process. The surface analysis of the different washed fabric was examined by scanning electron microscopy (SEM). Using natural reagents to establish a pollution free washing system can be a sustainable replacement of traditional chemical washing. This study focuses on the less polluting natural washing process, considering their impact on environment regarding ecological issues.
Keywords:
Denim washing, Natural agents, Tensile strength, Comfortability, CMC, SEM, Sustainability
Cite this paper: Mohammad Abul Hasan Shibly, Mohammad Mohsinul Hoque, Solayman Miah, Development of Eco-friendly Denim Fabric Washing by Natural Resources, International Journal of Textile Science, Vol. 10 No. 1, 2021, pp. 1-6. doi: 10.5923/j.textile.20211001.01.
1. Introduction
Denim, a twill fabric is widely used fabric in the modern world as a style symbol. The term denim originated from the French evolution “serge de Nimes” and finally shortened to denim (Frings, 2009). Denim is a kind of 100% cotton woven fabric intermeshed by two sets of yarn in which warp goes over two or three weft strings (Paul, 2015). Denim a glorious fabric used to tailor jeans, casual and official wear. Indigo denim was the first impression of denim had distinct procedure involves in center of twist strings (Roshan P, 2009). For fashion demand it has already broken the past idea to wear denim in weekend only. Along with sky high demand it changed from its orthodox procedural characteristics with classical denim image to modern trendy denim in terms of hues, shades, fabric thickness, comfortability, and procedure of fabric weave as well as construction ("Global Premium Denim Jeans Market ", 2015). Wool denim’ with natural odor resistant properties and advanced moisture management characteristics introduces as world’s most popular high performance denim. ‘Hemp Jeans’ is a magical garment come alive when it woven for denim fabric with inherent breathable, absorbent and anti-microbial properties. Fashion brand came with a new thought to engineer ‘green jeans’ which is termed as ‘cutting-edge denim’ by researchers able to decrease 92% water consumption and saves 30% of energy spending (Gokarneshan, 2018).Softness, comfort and fading illusion plays a vital role in denim finishing activity as buyer satisfaction level changes with time. Mechanical and chemical washing uses pumice stone, soda ash, bleaching powder, silica, sodium hypochlorite or potassium permanganate. Huge amount of water and environmental pollution rocks the denim washing process. To reduce the washing steps, the researchers experimented more than one action at a time, for example; stone and cellulose enzyme wash. A systematic study of stone enzymatic treatment, the ratio of pumic stone and cellulose enzyme is 30% and 2% respectively indicate the optimum result (Md. Ibrahim H. Mondal, 2016).Sustainable procedure engaged in denim production facilitates innovative steps in denim washing named waterless washing initiated by Levi by reducing 96% of water in the finishing process. Enzymes itself comes from renewable energy and using a replacement of corrosive chemicals for chemical washing in one-bath enzymatic fading. However, the advantages of enzyme treatment, It degrades cellulose chains of cellulosic denim fabric and finally reduces the mechanical strength (Heikinheimo L., 2000). Researchers are working to replace pumice stone by synthetic stones as a part of it remains in the liquor, as well as sticks to the garment. Stone wash involves with the pumice stone needs huge water to remove the deposited pumice from the denim. Thus, environmental pollution takes place for the combination of effluent and pumice dust (Amutha, 2017). A metallic patina effect is achieved by using orange pigment. Surface Activation is an eco-friendly alternative to sand-blasting and takes less time for washing (Christian B. Schimper, 2011). Sustainable denim wash and fading effects getting growing interest in the use of environmentally friendly, nontoxic, fully biodegradable materials in modern denim finishing process. Laser fading is environmentally friendly fading process compared to other fading process like as sand-blasting and acid washing. Ozone fading is obtained by ozone gas in a closed chamber or ozone dissolved in water in a washing machine as it is advantageous to removal of color without losing strength. Jeanologia, a world leader in sustainable and efficient finishing technologies for textile, launched water free bleaching process machine which can produce various shades of denim using air technology without any impact on the environment. Water jet fading technology is another sustainable and economical fading process used to enhance the surface, texture and durability of denim. Water pollution is occurred during denim washing by different chemicals for example surfactant, laundry detergent, chlorine, sodium thiosulfate, and fatty acids etc. (A.P. Periyasamy, 2017). Recently, many researchers tried to find out natural resources that can be died out indigo color from the surface of denim fabric. Different types of plants and fruits were used to fade vat dyed fabric such as; tamarind, dubbed sloughs, edible root, sugarcane, pineapple barks, tomatoes, carambola, lemon, emblica, cucumber, lotkon, palm-cabbage sloughs, and grape. Researchers presented the higher Whiteness Index value in case of tamarind, pineapple barks, tomatoes, carambola, lemon, and emblica (Md. kamrul Hasan Munna, 2016). Another researcher characterized the faded denim fabric by using natural reducing agent lemon and tamarind. The Whiteness Index was 40.76 for original sample, 65.3 for lemon, and 70.52 for tamarind, respectively. These properties were measured according to the samples in D65-10 degree illuminant (Md. Saiful Hoque, 2018).Above literature suggests that the natural reducing agent is the key solutions to bring sustainable washing techniques in the denim industry. In this study, environment friendly and economical process has been explored for denim fading effect with natural reducing agents such as lemon, pomelo, guava, ginger, and spondias mombin, etc. that developed an innovative illusion on denim fabric and produced denim garments as a value-added product and as prestigious wear performance to satisfy customer’s needs. In addition, the effects of various process parameters has been investigated and characterized. Assessment of treated sample was done by GSM change, tensile strength, comfortability, CMC, Whiteness Index, and SEM.
2. Experimental
2.1. Materials
De-sized denim fabric with 100% cotton composition in warp-way and weft way (3/1 LHT warp face twill weave) was taken for this research. This fabric was collected from Nice Denim Mills Ltd., Gazipur, Bangladesh. The construction of the denim fabric was (80 x 63/ 9 x 9) x56, GSM 386 and dyed with indigo dyes. Natural reducing agents lemon, pomelo, guava, ginger and spondias mombin were brought from different regions of Bangladesh. Faded denim fabric was washed with eco-friendly nonionic, low foaming detergent named KAPPAWET BOS, Kapp-chemie, Germany.
2.2. Methods
2.2.1. Specimen Preparation
De-sized denim fabric was cut in a measurement of (200×300) mm in the warp and weft direction. In total five samples were taken for five natural reducing agents. The fabric samples were washed at room temperature (30°C) for 10 minutes and dried at 80°C in Electric Oven.
2.2.2. Methods of Washing by Natural Agents
The natural fading effect was developed on specimen by hand rubbing (25 to 35 times) with lemon, pomelo, guava, ginger, and spondias mombin. Faded specimens were washed in a beaker with 5g/l detergent for 10 minutes at 40°C temperature, and then washed with cold water two times. Specimens were dried under the sun ray and faded effect was noticed.  | Figure 1. Image of unwashed denim fabric |
 | Figure 2. Image of lemon treated denim fabric |
 | Figure 3. Image of pomelo treated denim fabric |
 | Figure 4. Image of guava treated denim fabric |
 | Figure 5. Image of ginger treated denim fabric |
 | Figure 6. Image of spondias mombin treated denim fabric |
2.2.3. Characterization
Samples are tested in the air-conditioned room (20 ± 2°C temperature and relative humidity 65 ± 2%) after conditioning 24hrs according to American Society of Testing and Materials (ASTM) D1776 (ASTM-D1776, 2004).
2.2.3.1. Gram Per Square Meter (GSM) Test
Weight change percentage of washed denim fabric was calculated from the difference in fabric Grams per Square Meter (GSM) before and after the treatment. GSM was obtained by GSM cutter from James H. Heal & Co. Ltd. Halifax, England according to ASTM-D-3776 method (ASTM, 2013).
2.2.3.2. Tensile Strength and Air Permeability Test
The tensile strength test of all the specimens in warp and weft ways were performed on an Instron 4411 tester (Instron Inc., U.S.A.) according to TS EN ISO 13934-1 (Kadir Bilisik, 2011). The strength testing speed was 100 mm/min. Air permeability is defined as the rate of airflow through a specific area. It also reflects the comfort of fabric by indicating the breathability of fabric. The air permeability of the denim fabric was ascertained in accordance with ASTM D737-04 (Kan & Yuen, 2009).
2.2.3.3. Color Difference and Whiteness Index
Color differences and Whiteness Index (CIE) were measured by AATCC-173 method and spectrophotometer 968 (X-rite, USA) with setting D65 and TL84 illuminant at 10°C observer (Howlader, Shibly, kumar Prasad, Sajib, & Islam, 2015).
2.2.3.4. Morphological Characterization
The surface morphology of both unwashed and washed fabric sample was studied by using a JEOL-Model JSM-6390, USA, Scanning Electron Microscopy (SEM) (Sathishkumar, Navaneethakrishnan, Shankar, & Rajasekar, 2013). The SEM instrument scanned the fabric surface with high-energy electron beam and produces high-resolution three-dimensional (3D) images.
3. Results and Discussions
3.1. GSM difference, Tensile Strength, and Air Permeability Properties
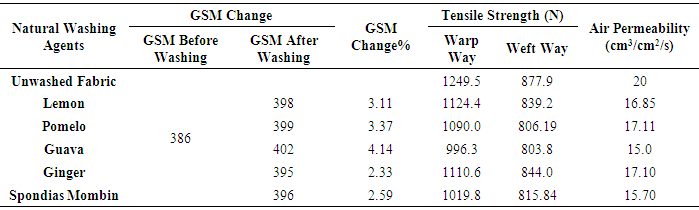
The influence of natural washing agent on GSM of washed sample is presented in Table 1. It has been noticed that there is an increase in GSM value for all natural washing agents because of compactness in yarn of denim fabric after wash (Md. Zayedul Hasan, 2021). Table 1, It is shown that all the samples GSM change percentage took position from 2.33% to 4.14%. Among them, GSM increased more while washing with guava agent which is 4.14%. Table 1. GSM change percentage, tensile strength, and air permeability of unwashed and washed denim fabric
 |
| |
|
The tensile strength of washed and unwashed fabric in the warp and weft way are depicted in table 1. The result disclosed that washing process reduced the tensile strength significantly in the warp direction and moderately in weft direction than unwashed fabric. Among all natural reducing agents, it is observed transparently, the tensile strength of guava treated fabrics decreased higher in warp way and weft way, 996.3N and 803.8N respectively. It is assumed that rubbing action of natural reducing agent on fabric surface damaged more the warp yarn rather than weft yarn as a result tensile strength decreased meaningfully. Different washing action was simulated on denim fabric by the different natural reducing agents, their changes of air permeability are shown in table 1. The air permeability of all the washed denim fabrics reduces than unwashed denim fabric. With reference to increase GSM, it was believed that the compactness increased plainly of the washed fabric after the washing by natural reducing agent and these would directly affect the air permeability. Admittedly, the air permeability of washed denim fabrics acquired position from 15.0 to 17.11 cm3/cm2/s while unwashed denim fabric air permeability 20 cm3/cm2/s. In case of pomelo and ginger almost similar air permeability result has been found.
3.2. Color Difference Values and Whiteness Index of the Samples
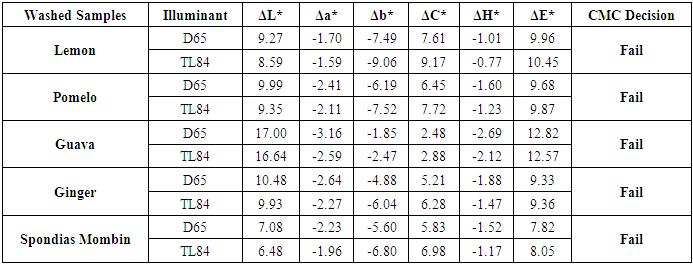
Color difference comparisons were studied between unwashed and washed fabric under the illuminated daylight (D65) and TL84. The difference of lightness/darkness value (ΔL*), red/green axis (Δa*), yellow/blue axis (Δb*), chroma (ΔC*), hue (ΔH*), total color difference value (ΔE*), and Color Measurement Committee (CMC) decision have been defined in the table 2. All the washed fabric observed lighter than unwashed sample due to the positive value of ΔL*. The total color difference values all are higher than 1 and CMC decided the result FAIL. The reason is that the rubbing action on the denim fabric surface by using a natural washing agent. As a result, rubbing action faded indigo dyed denim color and appeared more worn out look.Whiteness index of washed samples in comparison to unwashed sample is given figure 7. In this test, illuminant D65 and observer 10° were used. Whiteness value has increased due to the action of natural washing agents used in the washing of indigo dyed denim fabric. The CIE whiteness index value of unwashed denim fabric was 88.63. The value was increased to 141.33 for lemon, 136.66 for pomelo, 158.69 for guava, 116.78 for ginger, and 148.17 for spondias mombin. Guava treated fabric showed the maximum increase in whiteness index of 70.06 in comparison to other washing agents due to higher fading of denim colour. Table 2. Color difference values and CMC decision of the samples
 |
| |
|
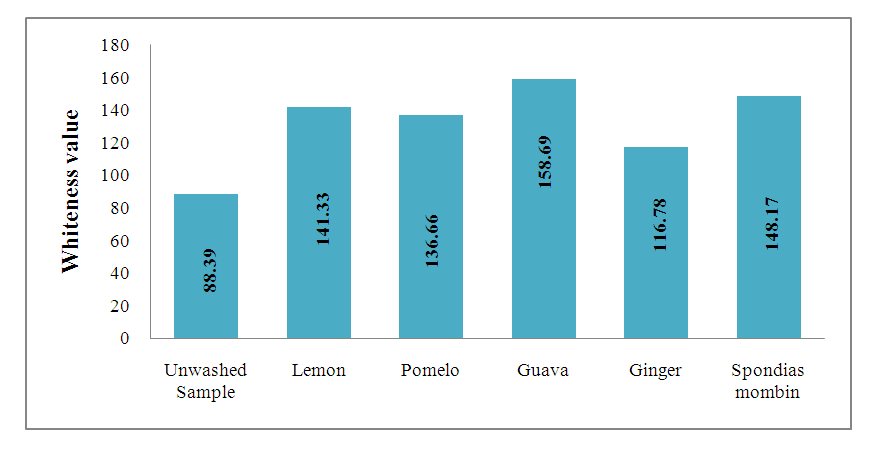 | Figure 7. CIE Whiteness Index of unwashed and washed samples |
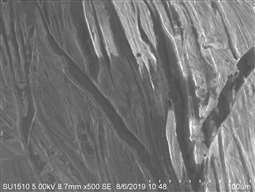
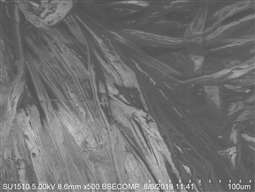
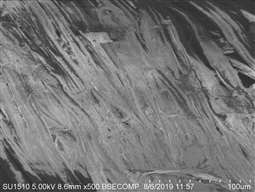
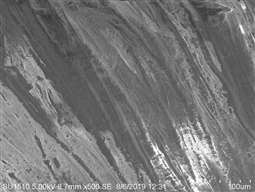
3.3. Surface Morphology of the Fabric
The morphological value of unwashed and washed samples was examined by scanning electron microscopy (SEM). Figure 8 displays SEM images of unwashed denim fabric which shows protruding fiber and smoothened surfaces because of no rubbing action has performed on the fabric surface. SEM image of treated denim fabric shows damaged fabric surface, disoriented protruding fiber into yarn, and tangled of fiber. This is formed with natural washing agent’s rubbing action on fabric surface.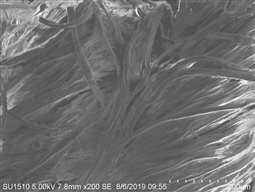 | Figure 8. SEM of unwashed denim fabric |
 | Figure 9. SEM of lemon treated denim fabric |
 | Figure 10. SEM of pomelo treated denim fabric |
 | Figure 11. SEM of guava treated denim fabric |
 | Figure 12. SEM of ginger treated denim fabric |
 | Figure 13. SEM of spondias mombin treated denim fabric |
4. Conclusions
Natural resources were used for the enhancement of the green wash technique. After the fading of denim fabrics with natural reagents, the fabric strength decreased 10% to 23% and 3.87% to 8.44% in warp and weft direction respectively, whereas fabric weight increased. Surface analysis of naturally faded denim fabric by SEM shows disorientation fiber on the fabric surface because of rubbing action. The natural resources engrafted the wash effect by changing the raw color of the denim fabric. Therefore, the abovementioned natural resources could be the natural fading techniques through which various wash effects can be grafted on indigo-dyed denim fabric in an eco-friendly manner.
References
| [1] | A.P. Periyasamy, J. M. (2017). Denim Processing and Health Hazards, Sustainability in Denim. 161-196. |
| [2] | Amutha, K. (2017). Environmental impacts of Denim, Sustainability in Denim 27-48. |
| [3] | ASTM-D1776. (2004). "Standard Practice for Conditioning and Testing Textiles", American Society for Testing and Materials: West Conshohocken, PA. |
| [4] | ASTM. (2013). "Standard test methods for mass per unit area (weight) of fabric", ASTM D3776/D3776m-09a. |
| [5] | Christian B. Schimper, C. I., Thomas Bechtold. (2011). Surface activation of dyed fabric for cellulose treatment. Biotechnology Journal, 6(10). Retrieved from https://doi.org/10.1002/biot.201100002. |
| [6] | Frings, G. S. (2009). Fashion: From concept to consumer (7 ed.): Pearson Education. |
| [7] | Global Premium Denim Jeans Market (2015, September 07, 2015). by Technavio. Retrieved from https://www.reportbuyer.com/product/3176932/. |
| [8] | Gokarneshan, N., Velumani, K., Sandipkumar, R., & Malathi, R. . (2018). Exploring the Versatility of Denim Fabrics - A Review of some Significant Insights on Recent Researches. Current Trends in Fashion Technology & Textile Engineering, 2(4), 62-68. |
| [9] | Heikinheimo L., B. J., Miettinen-Oinonen A. and Suominen P. (2000). Treating Denim Fabrics with Trichoderma Ressi Cellulases. Textile Research Journal, 70(11), 969-973. |
| [10] | Howlader, M. R., Shibly, M. A. H., kumar Prasad, R., Sajib, M. T. H., & Islam, M. R. (2015). Investigation of Reducing Process of Uneven Shade Problem In Case Of Compact Single Jersey Cotton Knit Fabric with Turquoise Color Reactive Dyes. IOSR Journal of Polymer Science and Textile Engineering (IOSR-JPTE), 2(1), 40-46. |
| [11] | Kadir Bilisik, O. D. (2011). Analysis and tensile-tear properties of abraded denim fabrics depending on pattern relations using statistical and artificial neural network models. Fibers and Polymers, 12(3), 422-430. doi:https://doi.org/10.1007/s12221-011-0422-8. |
| [12] | Kan, C. W., & Yuen, C. W. M. (2009). Evaluation of the performance of stretch denim fabric under the effect of repeated home laundering processes. International Journal of Fashion Design, Technology and Education, 2(2-3), 71-79. |
| [13] | Md. Ibrahim H. Mondal, M. M. R. K., and Md. Firoz Ahmed. (2016). Physico-Mechanical Properties of finished Denim Garment by Stone-Enzymatic Treatment. Journal of Textile and Apparel, Technology and Management, 10(1), 1-6. |
| [14] | Md. kamrul Hasan Munna, A. C. C., Md. kamruzzaman, Asaduzzaman, Md. Anwar Hossain, Tareque Mahmud Rumi. (2016). The Effect of Natural Reducing Agents on Denim Fabric for The Amelioration of Natural Fading Effect Via Environmental Friendly Approach. Science Research, 4(6), 146-152. doi:10.11648/j.sr.20160406.11. |
| [15] | Md. Saiful Hoque, M. A. R., Sushmita Chowdhury, Aishila Chakraborty. (2018). Alternative Washing of Cotton Denim fabrics by Natural Agents. American Journal of Environmental Protection, 7(6), 79-83. doi: 10.11648/j.ajep.20180706.12. |
| [16] | Md. Zayedul Hasan, A. K. M. A. H. A., Abdur Razzaque, Md. Rakibul Hasan, Sudip Sur, Md. Omar Faruque. (2021). An Experimental Investigation of Different Washing Processes on Various Properties of Stretch Denim Fabric. Journal of Materials Science and Chemical Engineering, 9(1), 1-15. doi: 10.4236/msce.2021.91001. |
| [17] | Paul, R. (2015). Denim: Manufacture, Finishing and Applications: Woodhead Publishing. |
| [18] | Roshan P, S. N., Jegadeesh T. (2009). Denim: the evergreen favorite: Textile Dyer & Printer. |
| [19] | Sathishkumar, T., Navaneethakrishnan, P., Shankar, S., & Rajasekar, R. (2013). Characterization of new cellulose sansevieria ehrenbergii fibers for polymer composites. Composite Interfaces, 20(8), 575-593. |

 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTML