-
Paper Information
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Textile Science
p-ISSN: 2325-0119 e-ISSN: 2325-0100
2017; 6(5): 135-142
doi:10.5923/j.textile.20170605.03

A Comparative Study on the Application of Optical Brightening Agent on Cotton Knitted Fabric in One Bath and Two Bath Exhaust Method
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLLuthfar Rahman Liman1, Tarikul Islam2, Bappi Sarker1, Rafiul Islam1, Israt Parveen1
1Department of Textile Engineering, Mawlana Bhashani Science and Technology University, Tangail, Bangladesh
2Department of Textile Engineering, Port City International University, Chittagong, Bangladesh
Correspondence to: Luthfar Rahman Liman, Department of Textile Engineering, Mawlana Bhashani Science and Technology University, Tangail, Bangladesh.
| Email: |  |
Copyright © 2017 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

The aim of this project work is to study on the application method of OBA on 100% cotton knitted fabric. Single jersey cotton knitted fabric (160 GSM) was treated with OBA in one bath exhaust method varying the concentration of OBA from 0.5 to 5%. The samples were then tested for determination of absorbency, whiteness index and reflectance value. From the results, it was found that the sample treated with 1.5% OBA showed better absorbency, Whiteness index and reflectance value. So, 1.5% OBA was selected as optimum OBA concentration and a number of samples were treated in two bath process in this concentration. Finally a comparison was made between the sample treated in one bath and two bath process. From the comparison, it was observed that the samples treated in two bath process showed better performances in terms of absorbency, whiteness index and reflectance value than the sample treated in one bath process.
Keywords: CIE Whiteness Index, Direct Red, H2O2, OBA (Uvitex BLH), Scouring
Cite this paper: Luthfar Rahman Liman, Tarikul Islam, Bappi Sarker, Rafiul Islam, Israt Parveen, A Comparative Study on the Application of Optical Brightening Agent on Cotton Knitted Fabric in One Bath and Two Bath Exhaust Method, International Journal of Textile Science, Vol. 6 No. 5, 2017, pp. 135-142. doi: 10.5923/j.textile.20170605.03.
Article Outline
1. Introduction
- Cotton has achieved a place of pride amongst the cash crops all over the world. The unmatched beauty and comfort of cotton fabric has mainly been responsible for the spread of its cultivation in the areas of our sub-continent. It is the most pure cellulosic fabric, which contains 95-98% cellulose and lower content of lignin. Textiles, both natural and synthetics are not completely white and efforts have been made since ancient times to free them from their yellowish tinges. This yellowish tinge from fabric is generally decolorized by different bleaching methods. Whiteness in these substrates can be improved by the treatment with optical brightening agents (OBA) which intensifies the whiteness level. OBA increases the apparent reflectance of the article in the blue-violet region of the spectrum [1].White coloring or the application of Optical Brightening Agent (OBA) is an important wet process applied to textile materials. When an optical brightening agent is applied to a textile material it absorbs the short wavelength electromagnetic radiation (300-400 nm) which is invisible to the human eye, and converts it into visible light of longer wavelength between 400 and 500 nm, which is emitted either as violet, pure blue or greenish blue. When chemically bleached cotton fabric treated with bluing agent like ultramarine blue subjected to sunlight, the bluing agent absorbs the yellowing rays of light. Consequently, when this radiation is combined with more yellowish self- color of a textile material, a brilliant white is produced [2]. Moreover waxy materials, pectin and other natural impurities of cotton cause hydrophobic properties of the raw cotton [3]. The yellowish or brown cast in cotton and other natural fibers occurs due to presence of impurities which absorbs more light in blue region of visible spectrum [4]. In general, the bleaching process removes natural colorants, water-borne stains, and oil-borne soils [5]. In colored textiles, the presence of an optical brightener or fluorescent whitening agent will intensify the colors in most of cases [6]. These brightening agents function by absorbing UV radiation and re-emitting visible light. If a UV absorber is also present in the fiber, the brightening effect from the OBA can be greatly diminished. Proper choice of an appropriate OBA can minimize this problem [7]. Though it has been found that in most cases, the presence of an optical brightener causes a decrease in the light fastness of dyed fibers [8]. Most of the bleaching agents create some adverse impact on fiber, thus the process should be accomplished with minimum of damage to the fibers being bleached. Strong and uncontrolled bleaching action can degrade the cotton fiber, thus process must be regulated carefully [9]. But the bleaching method cannot completely remove a small quantity of yellowness process [10]. When chemically bleached cotton fabric treated with bluing agent like ultramarine blue subjected to sunlight, the bluing agent absorbs the yellowing rays of light and the yellow residue of cotton fibers absorb some blue rays of light to almost same extend of bluing agent as well as making a balance of colors to produce a resultant lightening effect by subtractive [11, 14]. The manufactures usually apply OBA on the basis of their experience, it has not been found a compete reference of applying OBA describing all these factors while doing research by the authors.
2. Materials and Methods
2.1. Materials

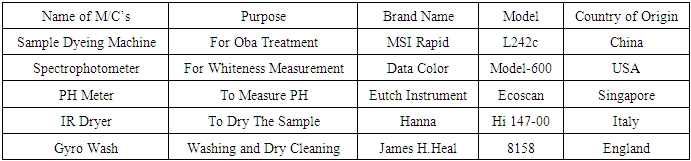
2.2. Methods
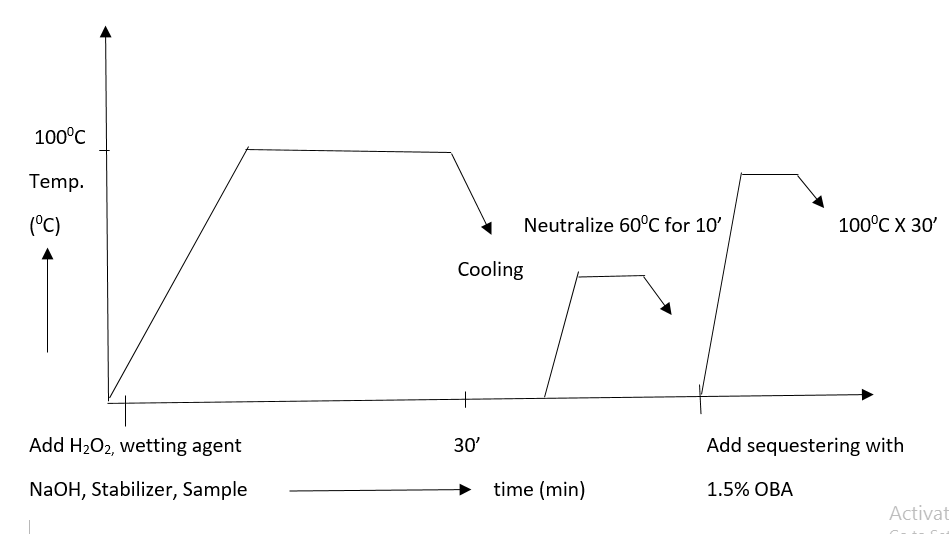
- Selection of process parameter for OBA application (Exhaust method)For this project work we have applied exhaust method in two ways such as:i. One bath, andii. Two bath
|
 | Figure 1. Process Diagram of One Bath Exhaust Method |
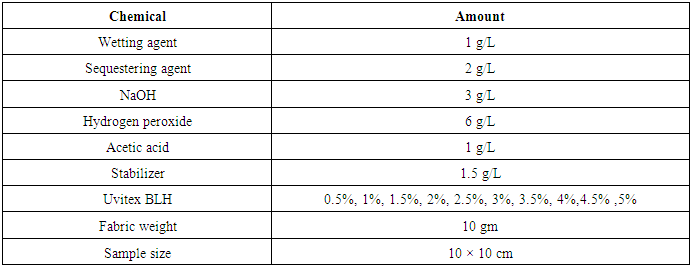
2.2.1. Necessary Calculation
- i. Wetting agent =(1x1000)/100=0.1 ml per sampleii. Sequestering agent =(2x1000)/100=0.2 ml per sampleiii. NaOH =(3x1000)/100=0.3 ml per sampleiv. H2O2 =(6x1000)/100=0.6 ml per samplev. Acetic acid =(1x1000)/100=0.1 ml per samplevi. Stabilizer =(1.5x1000)/100=0.15 ml per samplevii. Uvitex BLHa. For 0.5% the required amount of OBA=(0.5x10)/100= 0.2 ml per sampleb. For 1% the required amount of OBA=(1x10)/100= 0.1 ml per samplec. For 1.5% the required amount of OBA=(1.5x10)/100= 0.15 ml per sampled. For 2% the required amount of OBA=(2x10)/100=0.2 ml per samplee. For 2.5% the required amount of OBA=(2.5x10)/100= 0.25 ml per samplef. For 3% the required amount of OBA=(3x10)/100= 0.3 ml per sampleg. For 3.5% the required amount of OBA=(3.5x10)/100= 0.35 ml per sampleh. For 4% the required amount of OBA=(4x10)/100= 0.4 ml per samplei. For 4.5% the required amount of OBA=(4.5x10)/100= 0.45 ml per samplej. For 5% the required amount of OBA=(5x10)/100= 0.5 ml per sampleAt first cotton fabric treated with different concentration of OBA then it is found the better result of whiteness for 1.5% OBA treatment in one bath process. So, this 1.5% concentration is prepared for two bath process.
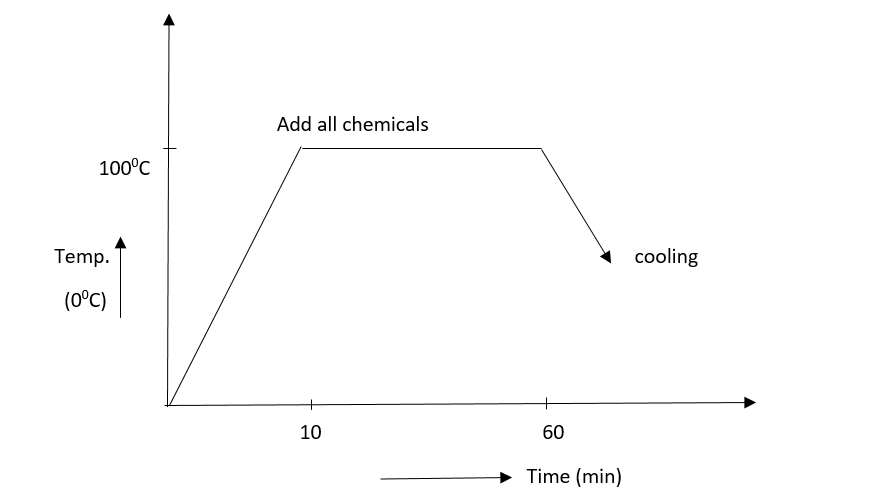
|
 | Figure 2. Process curve for two bath application process |
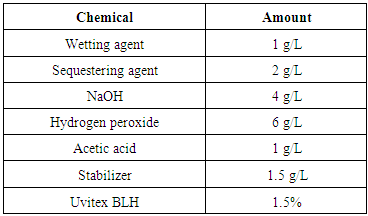
2.2.2. Necessary Calculation of Two Bath Process
- i. Wetting agent =(1x1000)/100=0.1 ml per sampleii. Sequestering agent =(2x1000)/100=0.2 ml per sampleiii. NaOH =(3x1000)/100=0.3 ml per sampleiv. H2O2 =(6x1000)/100=0.6 ml per samplev. Stabilizer =(1.5x1000)/100=0.15 ml per samplevi. Acetic acid =(1x1000)/100=0.1 ml per samplevii. Uvitex BLH: For 1.5% the required amount 0f OBA= (1.5x10)/100= 0.15 ml per sample.
2.3. Absorbency Test
- In order to, determine the actual absorbency of the OBA treated knitted fabrics the following two particular absorbency test can be undertaken.
2.3.1. Wicking Test (JIS 1907 Section 7.1.5-Vertical Wicking Test)
- Cut specimen in each direction, all measuring 200mm in length & 25 mm in width. Fold each specimen end & secure it on a rod or pen using a needle or a clip. Place the rod over the opening of a glass bowl, so the specimen hangs in the bowl without touching bottom. Fill the bowl with water till the specimen is immersed 20 mm in the water. Leave the specimen for 5 minutes. After 5 minutes measure how high the water has moved, starting 20 mm from the edge. For indicating the mark we use direct red solution slightly. If reaching the requirement, then stop the test.Standard: It is measured 20 mm mark point of the samples. If the result is 30- 50mm then absorbency is excellent. If value is 20 mm then absorbency is not so good. Below 20 mm, result is poor.
2.3.2. Immersion Test
- Firstly cut a fabric into pieces of the size 1cm × 1cm and then put it on the water into a beaker. If the fabric is grey then it will float on water for long time but if it is well absorbed it sinks into water within 5 seconds. Higher the time taken to sink, less absorbed the fabric.
3. Results and Discussion
3.1. Whiteness Value Measurement
- OBA treated knitted fabric (samples size 10 x 10 cm) displays numerous whiteness value in relation to different discrete OBA concentration. So, in order to make the fabric whiter than the whites, it is necessary to compare the whiteness value as well as the reflectance for both application process.
|
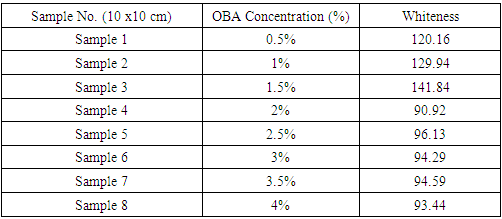
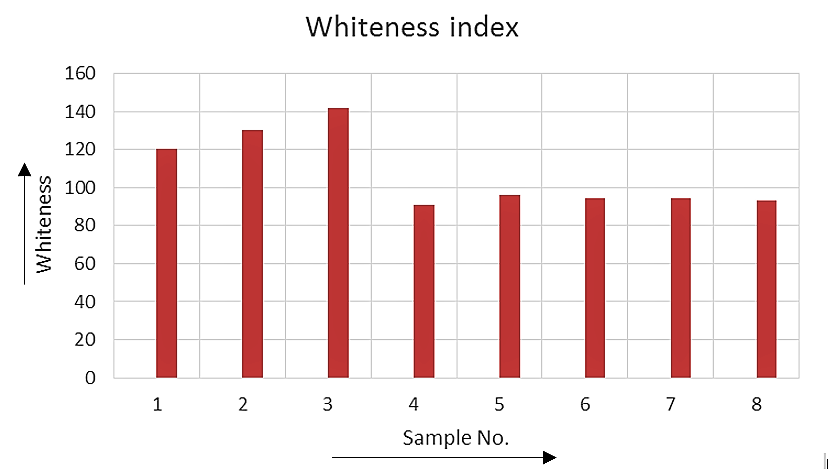 | Figure 3. Whiteness varies with different OBA concentration in one bath application |
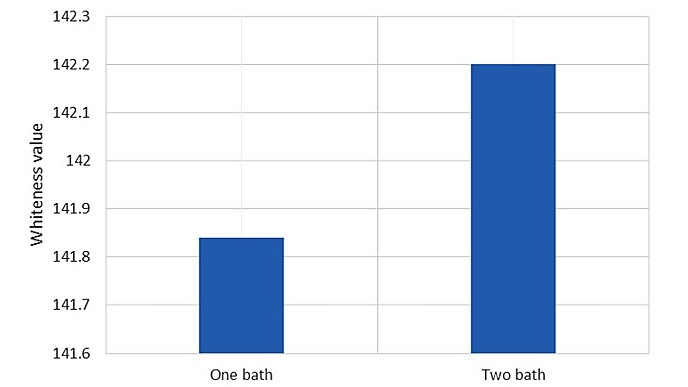 | Figure 4. Comparative study between one bath and two bath process on whiteness index of cotton knitted fabric treated with OBA |
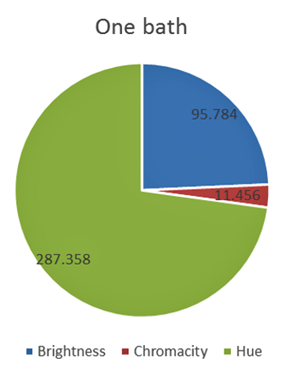 | Figure 5. Color specification value of one bath method of OBA applied on cotton |
3.2. Color Specification Value
- In the Lab space, L represents the lightness (h) hue angle while a and b represents the chromaticity (c) values. The differences between the two samples of the material in the CIE Lab space is assessed as a color difference (delta), noted with ΔL, Δa, Δb [12] [13] [17]. The total difference or distance ΔE, can be computed as single value using the following formula:
 . The whiteness was measured using a Data color Spectra flash SF 600X with an illuminants D-65 setting [18].
. The whiteness was measured using a Data color Spectra flash SF 600X with an illuminants D-65 setting [18].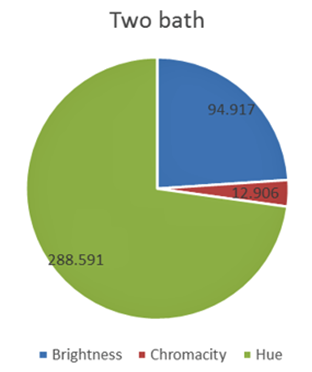 | Figure 6. Color specification value of two bath method of OBA applied on cotton |
|

3.3. Absorbency Measurement
- a) Immersion Test:On the other hand, similarly when we consider different OBA concentration (%) in one Bath process for the immersion absorbency test, we get better performance at 1.5% concentration of OBA.
|
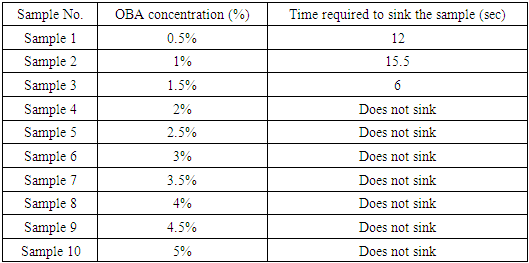
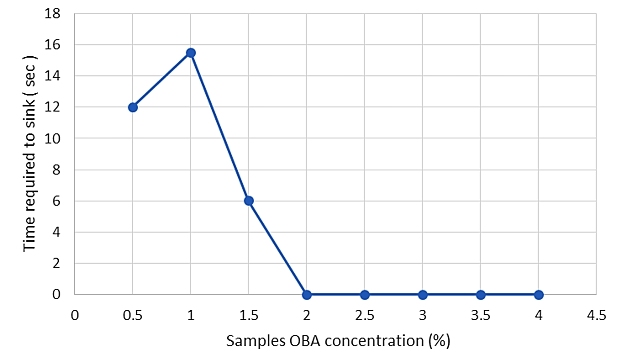 | Figure 7. Immersion test in one bath application |
|

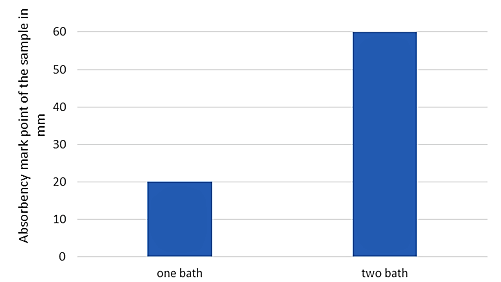 | Figure 8. Determination of absorbency (wicking test) output at 1.5% OBA concentration both in one and two bath process |
4. Conclusions
- The experimental data obtained in this work proved that the samples treated in two bath process showed better performance in terms of absorbency, whiteness index and reflectance value than the sample treated in one bath exhaust process. For Uvitex BLH, the optimum results were found for 1.5% concentration, 100°C temperature and 30 minutes. The yellowish tinge from fabric is generally decolorized by different OBA treatments, among them Uvitex BLH gives the cotton knitted fabric an eminent appearance which is called whiter than the whites.
ACKNOWLEDGEMENTS
- The authors would like to thank to Md. Abdullah Al Mamun, Assistant Professor, Department of Textile Engineering, MBSTU, Bangladesh. Also thanks to all teachers of Textile Engineering Department, MBSTU, Bangladesh for their good support, help and coordination at all points during data collection.