-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Textile Science
p-ISSN: 2325-0119 e-ISSN: 2325-0100
2016; 5(2): 25-30
doi:10.5923/j.textile.20160502.01

Modification of Silk Fibres with Acetic Anhydride and Phthalic Anhydride-Effects on Dyeability and Physio-Chemical Properties
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLMd. Ibrahim H. Mondal 1, Md. Khademul Islam 1, Md. Mofakkarul Islam 1, Md. Obaidul Hoque 1, Md. Asadul Hoque 2, Md. Nojibor Rahman 1
1Department of Applied Chemistry & Chemical Engineering, Rajshahi University, Rajshahi, Bangladesh
2Department of Materials Science and Engineering, Rajshahi University, Rajshahi, Bangladesh
Correspondence to: Md. Ibrahim H. Mondal , Department of Applied Chemistry & Chemical Engineering, Rajshahi University, Rajshahi, Bangladesh.
| Email: |  |
Copyright © 2016 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Silk fibres were chemically modified with acetic anhydride (AA) and phthalic anhydride (PA) to improve the tenacity, thermal properties, dye-abilities and colourfastness properties. Prior to the modification of silk with anhydrides, optimum modification conditions were established and modification was estimated on the weight gain. Improvements of tenacity were 7.56% for 13.63% acetic anhydride loading and 12.76% for 18.04% phthalic anhydride loading. Thermogravimetric analysis showed the improvement of thermal stability for the acetic anhydride modified silk whereas, phthalic anhydride modified silk showed inferior thermal property compared to that of the unmodified silk. Silk fibres modified with the both anhydrides showed better dye-ability to Direct Red 28 and Direct Orange 31, and improve colour fastness properties to the sunlight.
Keywords: Silk fibre, Anhydride, Dyeability, Tenacity, Thermal properties
Cite this paper: Md. Ibrahim H. Mondal , Md. Khademul Islam , Md. Mofakkarul Islam , Md. Obaidul Hoque , Md. Asadul Hoque , Md. Nojibor Rahman , Modification of Silk Fibres with Acetic Anhydride and Phthalic Anhydride-Effects on Dyeability and Physio-Chemical Properties, International Journal of Textile Science, Vol. 5 No. 2, 2016, pp. 25-30. doi: 10.5923/j.textile.20160502.01.
Article Outline
1. Introduction
- Silk is continuous filament of protein fibre, for its unique characteristics of strength, fineness, length and luxury appeal, is called the “queen of fabrics” [1-4]. Silk fibres are valued for the outstanding characteristics that have exploited for the production of precious textile goods. However, silk possess some inferior textile performance, such as photo yellowing, an yellowing, wash and wear abrasion resistance, crease proofing properties, wrinkle recovery, rub resistance, colour fastness, dimensional stability, oil and water repellency etc [5, 6]. The characteristics of silk can be improved by chemical modification techniques. Among the various methods available for the modification of silk, chemical modification with anhydride appear attractive and are recently used in textile applications [6]. Modification enhance some properties such as crease recovery, tensile strength and elongation, light resistance, dyeing behavior, colour fastness, wash and wear behavior etc [7, 8]. The physico-chemical properties of modified silk fibres largely depend on the chemical structures and functional side groups of the loaded compound. In this study two structurally different anhydrides such as acetic anhydride and phthalic anhydride were used for modification of degummed silk fibres. A comparative study was made on tensile strength, thermal property, dye-ability and colour fastness properties of modified and unmodified silk fibres.
2. Materials
- Silk fibres were collected from Bangladesh Sericulture Research and Training Institute (BSR and TI), Rajshahi, Bangladesh. Reagent grade acetic anhydride (AA, CH3-CO-O-CO-CH3), phthalic anhydride (PA, C8H4O3), sulphuric acid, sodium carbonate, ammonia solution, sodium hydroxide, sodium sulphate and Direct Red 28 were purchased from BDH (England). Glacial acetic acid, tartaric acid, potassium peroxodisulphate were purchased from Merck (Germany). Phthalic anhydride and Direct Orange 31 were received from Qualikems (India) and Sigma (USA) respectively. All the chemicals were used as received.
3. Methods
3.1. Degumming of Silk Fibre
- Soap solution (wheel soap) of strength 3.5 g/L was prepared and its pH was adjusted to 10.0-10.5 by adding 1 g/L of soda ash (pH change was observed directly with Corning Model-7 pH meter). For each gram of silk fibre 30 mL of liquor was taken and degumming was conducted at a temperature of 95-100°C for 1 hour. During the operation, the pH of the bath falls and then silk fibre was transferred into second bath, and heated for 45 min at the same temperature. After degumming, the silk fibre was washed well with hot distilled water for 3 to 4 times.
3.2. Modification of Silk Fibre
- Acid anhydride was dissolved in mixed solvent of water and alcohol, and modifications of silk were performed in that mixed solvent system. The modifying baths were prepared by adding required percentage of an anhydride (90% for acetic anhydride and 80% for phthalic anhydride) and the initiator (10% for acetic anhydride and 8% for phthalic anhydride) on the basis of weight of the fibre. The fibre-liquor ratio was maintained at 1: 30. Modification was started at 30°C and then the temperature was slowly increased almost to the boiling point within about 30 min and continued for 90 min with occasional, then allowed for further 30 min as the bath cools down. During modification, boiling distilled water was added to the modifying baths in order to maintain the fibre-liquor ratio constant. After modification, the fibres were washed with cold distilled water and dried at room temperature [9, 10].Weight gain or anhydride loading and anhydride efficiency were calculated according to the following formula [9, 10]:
 where A, B and C are the weight of degummed silk fibre before modification, weight of the silk fibre after modification, and weight of anhydride used, respectively.
where A, B and C are the weight of degummed silk fibre before modification, weight of the silk fibre after modification, and weight of anhydride used, respectively.3.3. Measurement of Tenacity of Silk Fibres
- Tenacity (Breaking strength) of silk fibres was measured by using the tensile strength tester (Torsees Schopper type-OS-100). For measuring the tenacity of silk fibre, at first the denier of the fibre was determined by the following equation.
 where D, W and L are the Denier of fibre, weight of fibre in grams and length of fibre in metre, respectively.Silk fibres were cut into equal pieces with the length of 30 cm and weighed. From the above equation denier was measured for each test sample (fibre) and placed between two jaws of the tensile tester and maintained a length of l0 cm of each specimen. One twist per 2 cm was given along the length of the fibre between the jaws of the machine. The breaking load was observed at the point of break on the scale of the machine. In each experiment, tenacity for 10 specimens was taken and the mean of 10 readings gave the tenacity of the fibre. If 1000 g was required to break down 200 denier fibre then its tenacity will be
where D, W and L are the Denier of fibre, weight of fibre in grams and length of fibre in metre, respectively.Silk fibres were cut into equal pieces with the length of 30 cm and weighed. From the above equation denier was measured for each test sample (fibre) and placed between two jaws of the tensile tester and maintained a length of l0 cm of each specimen. One twist per 2 cm was given along the length of the fibre between the jaws of the machine. The breaking load was observed at the point of break on the scale of the machine. In each experiment, tenacity for 10 specimens was taken and the mean of 10 readings gave the tenacity of the fibre. If 1000 g was required to break down 200 denier fibre then its tenacity will be Tenacity of raw, degummed, and modified silk fibres were also measured before and after exposure to sunlight in air.
Tenacity of raw, degummed, and modified silk fibres were also measured before and after exposure to sunlight in air.3.4. Measurement of Thermal Properties
- Thermal stabilities of the degummed and modified fibres were determined with the Thermogravimetric Analyser (Seiko-Extar TG/DTA-6300, Seiko, Japan). For the measurement, 4-8 mg of silk fibre was taken in the sample pan and 7.711 mg of alumina was taken in the reference pan. The measurement was conducted upto 600°C with the heating rate of 10°C/min in nitrogen atmosphere.
3.5. Dyeing of Silk Fibres with Direct Dyes
- Direct dyestuffs were dissolved by first pasting with cold water and then by adding boiling water. The dye baths were prepared by adding 2% dye (Direct Orange 31 and Direct Red 28), 5% electrolyte and 3 - 5% Na2CO3 in aqueous solution on the basis of the weight of silk fibre. The fibre-liquor ratio was maintained at 1 : 30. Before immersing the silk fibre in dye bath it was soaked well in distilled water and squeezed for even absorption of dye particles. Dyeing was started at 40°C and the temperature was then slowly increased almost to the boiling point within about 30 min and continued for 90 min with occasional stirring by a glass rod, then allowed for further 30 min as the bath cools down. During dyeing, boiling distilled water was added to the dye baths in order to maintain the fibre-liquor ratio constant. After dyeing, the fibres were squeezed over dye baths so that not a single drop of exhausted dye liquor was lost, rinsed in cold distilled water and dried at room temperature. The rinsed water was added to the exhausted dye bath and spectroscopic method was used to calculate the dye uptake by the fibres.
3.6. Colour Fastness to Sunlight [12]
- Colour fastness test was carried out on raw, degummed, modified and modified dyed silk fibres. Specimens of the fibres were attached separately on a board by a glass rod and placed on the roof of a building for exposure in the open air under the sun without any protection from weathering, but was protected from rain, dews, etc. The specimens were exposed under the sun for seven hours each day continued for 300 h in the month of May to July. After every 50 hours, the fastness was assessed with the Grey Scale by comparing the change in colour of the specimen with that of the standard.
4. Results and Discussion
4.1. Chemical Modification of Silk Fibre with Acetic Anhydride and Phthalic Anhydride
- Degummed silk fibre was chemically modified with acetic anhydride (AA) and phthalic anhydride (PA) and a comparative study was made to see the responses of modified fibres to sunlight in respect of loss of tenacity, colour fastness and thermal properties. As the weight gain of modified fibre considerably dependent on anhydride concentrations, initiator concentrations, temperature and reaction time, modification was conducted at optimized conditions.It was seen that the percent weight gain of the silk fibre increased considerably with increasing anhydride concentration upto 90% for AA and 80% for PA. Beyond this condition, the percent weight gain started to decrease due to the decreased reactive sites of silk fibres at higher anhydride concentration. The optimized conditions for modification for acetic anhydride were 90% AA, 10% K2S2O8, 60 min and 80°C, and those for phthalic anhydride were 80% PA, 8% K2S2O8, 80 min and 70°C respectively and are listed in Table 1. Under optimized conditions, the maximum weight gains of AA and PA onto degummed silk fibre were 13.79% and 18.16%, respectively.
|

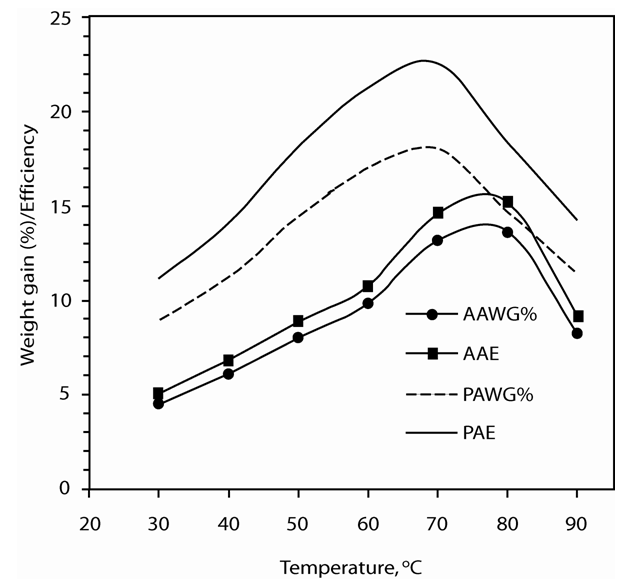 | Figure 1. Modification of degummed silk fibres: Bath condition for acetic anhydride (AA) and phthalic anhydride (PA), 90% and 80%; initiator (K2S2O8), 10% and 8%, reaction time, 60 and 80 min respectively. WG and E means weight gain percentage and anhydride efficiency |
4.2. Tensile Strength
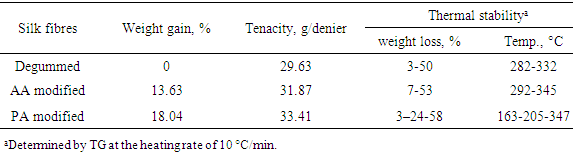
- It is observed from the Table 2 that tenacity of degummed silk fibre is 29.63 g/denier and modified silk fibre are 31.87 and 33.41 g/denier (for acetic anhydride and phthalic anhydride) respectively. On comparison between degummed and modified silk fibres, it is seen that the tenacity of modified silk fibres are higher than that of degummed silk fibre.
|
4.3. Thermal Properties
- The thermal behavior of degummed, AA and PA modified fibres were examined by thermogravimetric analysis which is shown in the Figure 2. It can be observed from Figure 2 that the loss in weight for degummed, AA and PA-modified silk fibres are around 3%, 7% and 3 % at 282°C, 292°C and 163.5°C respectively in nitrogen which implies that only moisture were removed with no degradation in these temperature. Actually for degummed silk, Td 1st occurred with 50% weight loss in the temperature range 282-332 °C for AA modified silk, Td 1st occurred with 53% weight loss in the temperature range 292-345°C, whereas, for PA modified silk, first pyrolysis degradation Td 1st occurred in the early stage with 24% weight loss in the temperature range 163-205°C. Second degradation Td 2nd for PA modified silk with 58% weight loss occurred at the temperature range around 300-347°C. For PA modified silk fibre, weight loss was found twice. The first degradation occurred in linkage between silk fibroin and PA unit and, next degradation occurs in fibroin backbone of silk fibre.
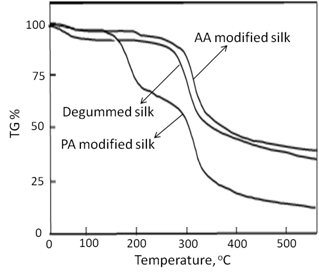 | Figure 2. TG analysis of degummed, acetic anhydride and phthalic anhydride modified silk with the heating rate of 10 °C/min |
4.4. Dyeing of Modified and Unmodified Silk
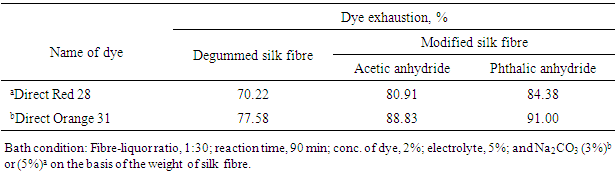
- The degummed and modified (AA and PA modified) fibres were dyed with Direct Red 28 and Direct Orange 31 with the condition given in the footnote of the Table 3. From the Table 3, it can be seen that the dye exhaustion of modified silk fibre is higher than that of unmodified (degummed) silk fibre. The anhydride molecule make the fibre hydrophobic, and due to their hydrophobic properties the dye ability of the silk fibres increases. From the experiment it was observed that the dyed modified silk fibre was more lustrous, soft, pleasant at appearance, attractive in hue and gave more uniform shade than the dyed unmodified (degummed) silk fibres in case of all the dyes used.
|
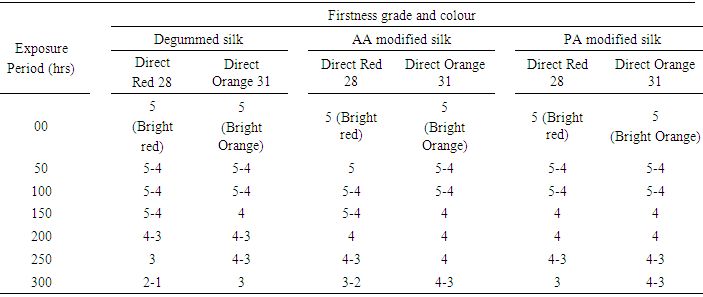
4.5. Colour Fastness to Sunlight
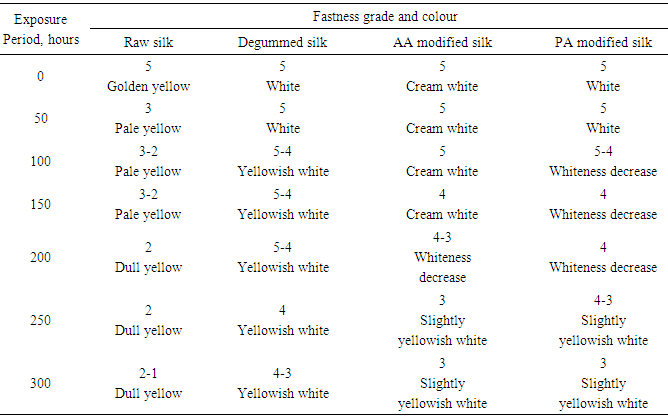
- Raw silk, degummed silk, modified silk and dyed silk fibres were exposed to sunlight for up to 300 h and colour changes were observed in every 50 h exposure. From the Table 4 it is observed that with the progress of exposure time to sunlight in open air, colour of raw silk fibres changes from golden yellow to dull yellow. But in case of degummed silk fibres, colour changes appears to be very slight from white to yellowish white. That means, raw silk fibre undergoes degradation faster than degummed silk fibre. This is possibly, due to the presence of greater amount sericin in raw silk fibre than that in the degummed silk fibre. Xanthophylls is responsible for yellow colour of raw silk. But the effect of UV-light in air exanthoproteic reaction occurs, hence, yellow colour of raw silk turns to dull yellow. A yellowing mechanism is also postulated that by the effect of UV-light, p-hydroxyl- phenylpyruvyl peptide, a chemical component of yellowing of silk is converted to p-hydroxyl phenylpyruvic acid and amino acids such as alanine, glycine, valine, leucine etc [17].
|
|
5. Conclusions
- Degummed silk fibres were chemically modified with acetic anhydride and phthalic anhydrides with optimum anhydride concentration, initiator concentration, time and temperature. Both the acetic anhydride and phthalic anhydride modified fibres showed superior tenacity, dye-abilities and colour fastness properties compared to that of unmodified silk fibres. Among the modified and unmodified silk fibres, acetic anhydride modified silk showed the best thermal stability and phthalic anhydride modified silk showed the worst thermal stability. Dye-ability of the modified fibres with Direct Red 28 and Direct Orange 31 were higher than unmodified fibres. The dyed modified fibres were more lustrous, uniform and pleasant at appearance than degummed silk fibre.