-
Paper Information
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Textile Science
p-ISSN: 2325-0119 e-ISSN: 2325-0100
2016; 5(1): 8-18
doi:10.5923/j.textile.20160501.02

A Smart Multifunctional Water-Oil Repellent Finishing and Dyeing of Cotton / Polyamide 6 Blended Fabrics
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLE. R. El-Zairy, W. R. El-Zairy
Faculty of Applied Arts, Printing, Dyeing and Finishing Dept. Helwan Univ., Cairo, Egypt
Correspondence to: W. R. El-Zairy, Faculty of Applied Arts, Printing, Dyeing and Finishing Dept. Helwan Univ., Cairo, Egypt.
| Email: |  |
Copyright © 2016 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Polyamide/cellulosic blends offer valuable possibilities for combination desirable performance properties, i.e. self-cleaning, water-oil repellent, crease recovery angle, handle, etc. The main aim of this study is to search for a novel practical method of carrying out water-oil repellent finishing/reactive dyeing of cotton/polyamide-6 (50-50) in one stage using knittex ® FEL crosslinking agent , OLEPHOBOL®CP-U , water/oil repellent agent, trichloroacetic acid as a catalyst as well as reactive dyes of Remazol type. The treated fabrics were padded and then squeezed to a wet pick-up of 70%. After being dried, the fabrics were thermofixed at different temperatures (100-180°C) for various durations (1-5). Good results of the overall fastness properties were obtained ranging between 4 to 4-5.
Keywords: Polyamide/cotton, Dyeing, Finishing
Cite this paper: E. R. El-Zairy, W. R. El-Zairy, A Smart Multifunctional Water-Oil Repellent Finishing and Dyeing of Cotton / Polyamide 6 Blended Fabrics, International Journal of Textile Science, Vol. 5 No. 1, 2016, pp. 8-18. doi: 10.5923/j.textile.20160501.02.
Article Outline
1. Introduction
- Demands for comfort and healthy lifestyles make it desirable to have textile products with multifuncitonality. Incorporated function properties to textiles such as durable press, self-cleaning, antimicrobial and thermochromic characteristics, water and oil-repellent, all have potential industrial applications. [1-6]Blends of polyamide man-made fibres, with Cellulosic fibres offer valuable possibilities for combining desirable performance properties, developing attractive appearance, and novel design. Recently functional textiles have attracted much attention in recent years, e.g. UV-protection, antimicrobial, anti-radiation, water-and oil repellent, self-cleaning, etc. [7-12] Although the importance of these blends is understood, they have not maintained their reasonable market share. This can be attributed in part to difficulties in wet processing including dyeing to union shades the prevailing problem assiated with the union dyeing of polyamide-6 and cellulose blends from the same dyebath is the preferential uptake dye by polyamide-6. Cellulose/polyamide blends are usually dyed by the two-bath method: for example in a first step by the pad-steam process to dye the cotton component and then by the exhaust process to dye the polyamide component, or vice versa. However, this process is time-consuming and laborious when dyeing large yardages. Single bath method are available whereby two diffferent reactive dyes (one substantative to the polyamide and the other substantative to the cellulose-) can be used to dye this blended fabrics but the result is that the cellulosic component is dyed perfectly satisfactorily but the polyamide component is only superficially dyed, in fact merely stained, i.e. the dye has not diffused into the fibres under this method. [13, 14] Trichloroacetic acid decomposes at about 100°C to give a free radical, in the following manner:
 Since the chloroform and carbon dioxide produced are volatile, they are rapidly removed from the dye bath. The striking influence of the chlorine atom(s) on the dissociation of the proton is simply due to its inductive effect, since the chlorine atom in C-Cl attracts electrons in comparison with hydrogen atom in C-H, the effect is relyed in the following manner:
Since the chloroform and carbon dioxide produced are volatile, they are rapidly removed from the dye bath. The striking influence of the chlorine atom(s) on the dissociation of the proton is simply due to its inductive effect, since the chlorine atom in C-Cl attracts electrons in comparison with hydrogen atom in C-H, the effect is relyed in the following manner: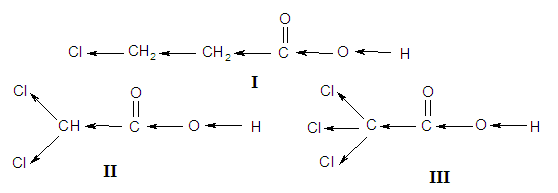 The decomposition of trichloroacetic acid, in either boiling dyebaths or during steaming and thermofixation giving a change in pH conditions from acidic to alkaline has been mentioned by Fabwerke Hoechst. [20-21]In this work, we put forward a new method of carrying out water/oil repellent finishing and reactive dyeing of polyamide-6/cotton blend (Ny/Co) (50/50) in one step to evaluate the impact of the combined treatments on the functional and dyeing properties of the blended fabrics using the ability of trichloroacetic acid (TCAA) to change of the pH of the medium as the temperature changed, as well as to provide a process for dyeing cellulose/polyamide blends, which process makes it possible to dye both types of fibre continuously in a single bath and in one operation of dyeing and finishing.
The decomposition of trichloroacetic acid, in either boiling dyebaths or during steaming and thermofixation giving a change in pH conditions from acidic to alkaline has been mentioned by Fabwerke Hoechst. [20-21]In this work, we put forward a new method of carrying out water/oil repellent finishing and reactive dyeing of polyamide-6/cotton blend (Ny/Co) (50/50) in one step to evaluate the impact of the combined treatments on the functional and dyeing properties of the blended fabrics using the ability of trichloroacetic acid (TCAA) to change of the pH of the medium as the temperature changed, as well as to provide a process for dyeing cellulose/polyamide blends, which process makes it possible to dye both types of fibre continuously in a single bath and in one operation of dyeing and finishing.2. Experimental
2.1. Materials
- Mill-scoured, and semi-bleached cotton/polyamide-6 blended fabric (50/50 in yarn, 120 gm2) was used.Knittex® FEL cross linking agent (reactant crosslinking agent based on a modified dimethylol dihydroxyethylene urea, Huntsman), and oil, water and stain repellent agent, based on dispersion of a polmeric perfluorinated compound, nonionic/cationic, Huntoman, were of technical grade.Commercial reactive dyes namely: Remazol Red X3BS, Remazol Blue RC, Remazol Golden Yellow RC as well as Remazol Blue RC, Dystar, were used. Trichloroacetic acid (TCAA) and Na-carbonate were of laboratory reagent grade. Hostapal® CV-ET (nonionic wetting agent based on alkylarylpolyglycolether, clariant) was of commercial grade.
2.2. Methods
2.2.1. Concurrent Functional of Ny/Co Fabrics
- Bifunctional finishing and dyeing of polyamide-6/cotton (Ny/Co) blends were carried out as follows: the blended fabrics samples were padded twice through solution containing Remazol X3BS (20g/l), knittex® FEL crosslinking agent (0-80 g/l). OLEOPHOBOL® CP-U, oil, water and stain repellent agent (0-40 g/l) and trichloroacetic acid (TCAA) (0-4 g/l), the fabrics were then squeezed to a wet pick up of 70%. After being dried at 100°/3min., the fabrics (Ny/Co) were thermofixed at varying temperatures (100-180°C) and for different durations (1-5 min.). Finally, the fabric was washed with cold, hot water then soaped with a solution containing nonionic wetting agent (Hostapal CV-ET) and 2g/l Sodium Carbonate followed by washing with hot, cold water and finally dried.
2.2.2. Testing and Analysis
2.2.2.1. Colour Strength
- The colour strength K/S, of the dyed/ finished fabric samples were measured at the wave length of maximum absorbance using an automatic filter spectrophotometer and calculated by the Kubelka – Munk equation [24]:
 Where K is the absorption coefficient, S is the scattering coefficient, and R is reflectance of dyed/finished fabric samples at wavelength of maximum absorption, the highest the K/S value, the greater the dye receptivity of the fabric.
Where K is the absorption coefficient, S is the scattering coefficient, and R is reflectance of dyed/finished fabric samples at wavelength of maximum absorption, the highest the K/S value, the greater the dye receptivity of the fabric. 2.2.2.2. Fastness Properties
- Evaluation of washing, rubbing, perspiration and light fastness properties were performed according to AATCC test methods: (61-1972), (8-1972), (15-1973) and (16A-1972) respectively.
2.2.2.3. Crease Recovery Angle
- Crease recovery tester, type: FF.07. metrimpex, Budapest was used for the determination of the crease recovery angle.
2.2.2.4. Tensile Strength and Elongation
- Tensile strength and elongation (warp and weft) was measured on the tensile strength testing machine type FMGW 500 (Veb. Thuringer industriewerk Raunstein) at 25°C and 66% relative humidity.
2.2.2.5. Repellency Rating
- Water/oil repellency was evaluated according to AATCC test method 22-1989.
3. Results and Discussion
- Since the primary objective of this work was to investigate the technical feasibility of carrying out dyeing and multi-functional finishing of polyamide-6/cotton fabric blend in a single-step process. The variable studied include trichloroacetic acid (TCAA) as a catalyst, finishing agent, repellent agent as well as thermo fixation time and temperature to discover the optimal condition for currying out bifunctional finishing and dyeing simultaneously of polyamide-6/cotton blended fabric using different coloures of remazol dyes, results obtained along with their appropriate discussions are given below.
3.1. Trichloroacetic Acid Concentration (TCAA)
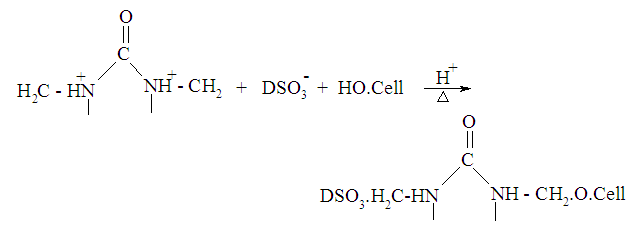
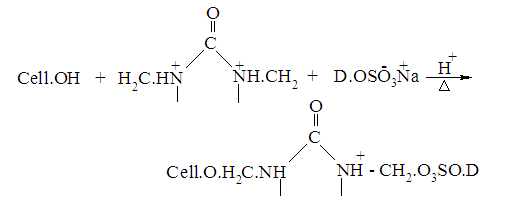
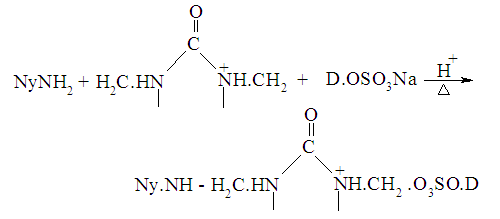
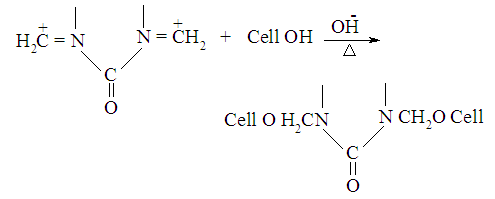
- It is established that reaction of finishing agents with polyamide-6/cotton blended fabrics as well as the reactive dye must be catalysed [25]. Thus the efficiency of simultaneous dyeing and finishing would be expected to rely on the nature and amount of the catalyst used. Table 1 shows the effect of trichloroacetic acid (TCAA) concentration on the extent of simulataneously functionalization and dyeing of polyamide-6/cotton blended fabrics. Obviously, within the range examined, it is clear that, increasing trichloroacetic acid (TCAA) concentration up to 2g/l brings about an improvement in K/S values, crease recovery angle (CRA), handle, water oil repellency rating and overall fastness properties. In addition, increasing the trichloroacetic acid concentration beyond 2g/l results in a slight dcreament in the aforementioned properties, which be discussed in terms of highest penetration of the dye onto polyamide-6/cotton blend along degree of temperature during drying and curing (100° - 160°C) is reached, the acid disappears from the system by free radical decomposition reaction. Further increase in trichloroacetic acid (TCAA), i.e. beyond 2g/l has practically a marginal decreasing effect on the K/S values, and other performance properties, which may attributed to the hydrolysis of reactive dye. Therefore 2g/l TCAA was chosen as the optimal concentration of TCAA in bifunctional finishing and dyeing of Ny/Co blends. Since attachment of the reactive dye to cotton component in the blend occurs through reaction of the dye either with N-methylol finishing agent, which is already chemically bonded to cotton in acidic medium or the ractive dye attachment to polyamide-6/cotton blends in alkaline medium (Equi.1, 2, 6, 7, 8). During the heat treatment of curing, decomposition via demethylolation of N-methylol compound occurs, depending on the catalyst concentration. As a result, amide groups are formed [26]. That is enhancement in colour strength (K/S) by increasing the catalyst concentration could be associated with (a) reactive of the reactive dye with the methylol groups of the N-methylol finishing agent which required high catalyst concentration and (b) decomposition of N-methylol compound at high catalyst concentration which leads to amide groups with high reactivity of the reactive dye (Eq. 3,4,5,6,9).
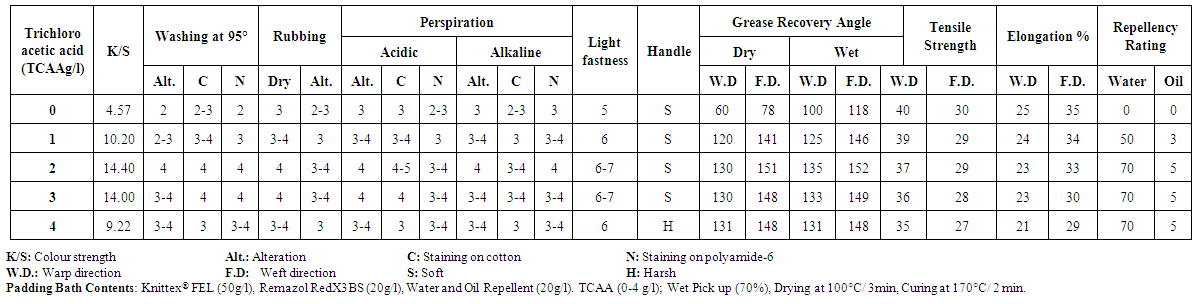 | Table 1. Effect of Trichloroacetic acid (TCAA) concentration on the functional dyeings of polyamide 6/ cotton blended fabrics |
 | (1) |
 | (2) |
 | (3) |
 | (4) |
 | (5) |
 | (6) |
 | (7) |
 | (8) |
 | (9) |
 | (10) |
 | (11) |
 | (12) |
 | (13) |
 | (14) |
3.2. Finishing Agent Concentration
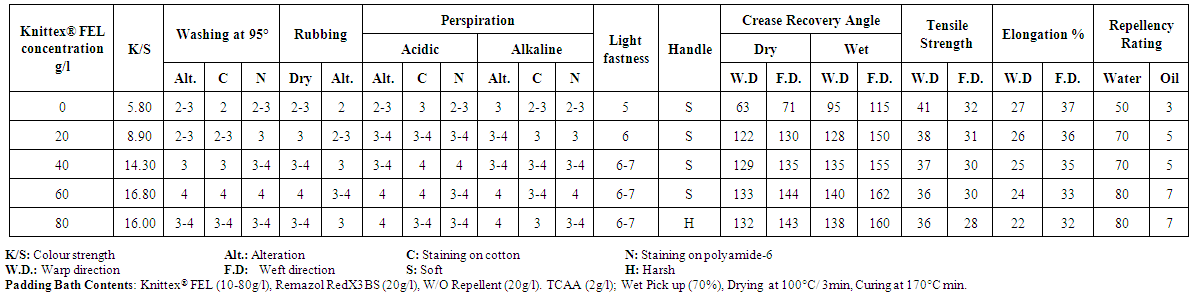
- Table 2 shows the effect of increasing Knittex® FEL (0-80 g/l) as a finishing agent on the extent of crosslinking. It is clear that: (I) increasing Knittex® FEL concentration up to (60g/l) in the presence of water and oil repellent agent (20g/l), Remazol Red X3BS (20g/l), and trichloroacetic acid (2g/l) as a catalyst is accompanied by an improvement in both the crease recovery angle (CRA) and repellency rating as well as the extent of the multifunctional finishing and dyeing regardless of the used blend. (II) the extent of crosslinking as well as bifunctional properties are determined by the nature and reactivity of the substrate, it is clear from table 2 that, the Knittex ® FEL concentration increases up to 60g/l K/S values of the obtained blended fabric samples tend to increase gradually, which can be attributed to the introduction of new reactions, i.e. reaction of N-methylol finishing agent and reactive dye with polyamide 6/cotton components either in acidic or in alkaline medium due to decomposition of trichloro acetic acid (TCAA) during heat treatment, thereby improving and enhancing the extent of union reactive dye of both the polyamide 6 and Cellulosic components. A further increase in finishing agent concentration i.e., beyond 60g/l has a negative effect that can be discussed in terms of higher extent of side interaction and hydrolysis of reactive dye, thereby minimizing the availability of reactions onto finishing and dyeing/fabric matrix, irrespective of substrate used. It is also clear from (Table 2) that increasing the finishing agent concentration up to 60g/l results an increase in the extent of crosslinking expressed the crease recovery angle values, followed by a slight decrease in the aforementioned properties at higher concentration, i.e., beyond 60g/l, which could be attributed to (1) insufficient diffusion and penetration of the reactant resin into the fabric structure, (2) formation of single ended reactions rather than inter crosslinking due to variation of pH values during heat treatment.The obtained data also demonstrate that: (1) incorporation of the used reactive dyes in the finishing formulation is accompanied by a significant improvement in the colour yield K/S, overall fastness of the obtained dyeings along with a subsequent enhancement in their functional properties namely water and oil repellenty as well as easy care properties, regardless of the used dye (II) overall fastness properties are at the range of 3-4 to 4 using Knittex®FEL concentration up to 60g/l, (III) the enhancement in the functional finishing properties and overall fastness properties of the obtained dyeings most probably due to the increase in the carbonium immonium ion concentration in the proximity of the immobile active sides e.g. OH, NH2, NH etc., in the polyamide 6/cotton structure thereby giving rise to higher extent of crosslinking [27, 28].
 | Table 2. Effect of Knittex® FEL on bifunctional finishing and dyeing of polyamide 6/cotton (Ny/Co) blended fabrics using remazol red X3BS as a single dye |
3.3. Water and Oil Repellent Concentration
- From table 3 it is clear that: within the range examined, increasing the concentration of repellent agent from zero up 30g/l is accompanied by a significant enhancement in colour strength, overall fastness properties handle, wrinkle recovery and repellent rating, beyond 30g/l concentration no improvement in the aforementioned properties, this is due to I) a direct consequence of the increased the extent of the formation of a hydrophobic/olephobic polymer film on the dyed fabric surface thereby lowering the fabric surface energy and hence repellent properties [29, 30], II) incorporation of the nominated W/O repellent in the padding bath has a positive impact on the depth of obtained dyeings along with a significant enhancement in the fastness properties ratings as a direct consequence of increasing the extent of entrapment and entanglement of the dye molecules within the crosslinked polymer film onto the fabric surface, III) W/O repellency ratings remain unaltered upon increasing the concentration from 30 to 40 g/l, V) TS and elongation decrease upon increasing the concentration of repellent agent from zero up 40g/l, due to increasing the extent of fabric cross-linking and embitterment. Further increase in the W/O repellent up to 30g/l gave soft handle, and harsh handle obtained beyond 30g/l as well as decreasing in T.S. and elongation. This is certainly attributed to the deposition and formation of a repellent film on the fibre surface thereby reducing the energy at fiber surfaces, and reducing surface inter-fibers and inter-yarn frictions.
 | Table 3. Effect of water/oil repellent concentration on bath dyeing and functional properties of polyamide 6/cotton blends |
3.4. Curing Temperature
- The curing temperature is regarded as one of the most important factors in simultaneous multi-functional finishing and dyeing. Bearing this in mind, it was felt that the curing of the multi-finishing and dyeing samples must becarried out over a range of temperature to discover the optimal temperature, viz, 100°, 120°, 140°, 160° and 180°C for 2 minutes.
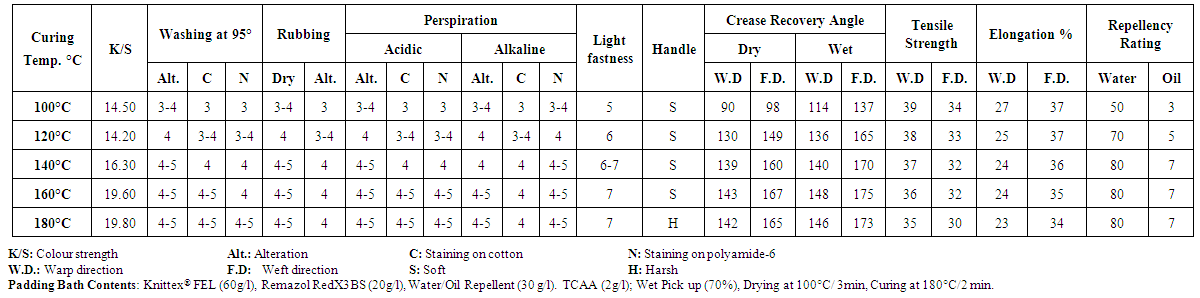 | Table 4. Effect of curing temperature on dyeing and functional properties of polyamide 6/cotton blended fabrics |
 Further raising in curing temperature, i.e. beyond 160°C, has practically no or marginal effect on the aforementioned properties, which may attributed to the enhancement of side interaction and/or partial hydrolysis of substrate/ finishing agent bonds [32].
Further raising in curing temperature, i.e. beyond 160°C, has practically no or marginal effect on the aforementioned properties, which may attributed to the enhancement of side interaction and/or partial hydrolysis of substrate/ finishing agent bonds [32].3.5. Curing Time
- To avoid under-cure and over-cure, it becomes inevitable to investigate the effect of curing time on multifunctional finishing and performance properties. Curing the treated specimens were conducted at 160°C for different periods of time ranging from 1 to 5min for achieving a solid shade on polyamide-6/cotton blended samples (Table 5). An enhancement in functional finishing properties, colour strength (K/S) as well as performance properties by increasing duration of curing is somewhat expected. Reasons for this are the following a) cellulose hydroxyls of the cotton component in the blend is immobile. Their reaction with N-methylol finishing agent/ dye system would depend upon the time allowed for the molecules of this system to diffuse inside the fabrics, b) W/O repellent ratings, CRA, K/S, and performance properties attain maximum values within the time used i.e., (3 min), and prolonging it up to 5 min has no effect on these values, which suggests that most of the W/O repellent agent is located at the fabric surface with little penetration inside the fabric structure [33], c) CRA increases upon increasing time to 3 min then remain nearly constant or slightly decreases by raising the time up to 5 min., d) TS and elongation decrease by raising the time from 1 to 5 minutes, due to increasing the extent of fabric cross-linking and embitterment, e) curing at 160°C for 4 and 5 min have practically slight or no effect on the aforementioned parameteries. Obviously curing for 3 min at 160°C appears appropriate for attaining better performance properties.
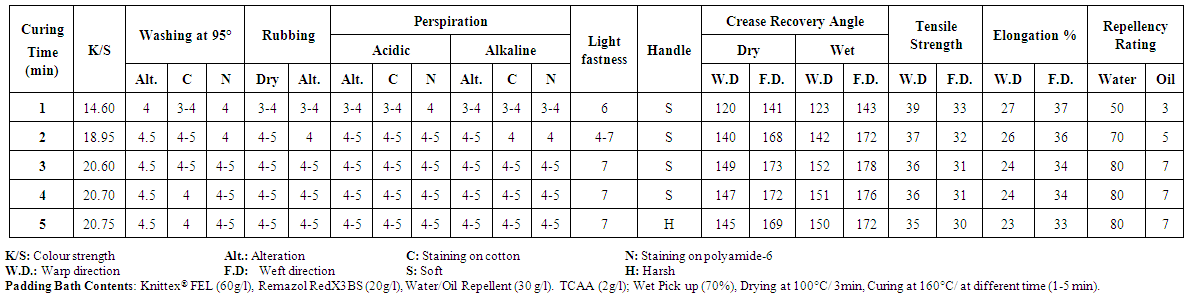 | Table 5. Effect of curing time on dyeing and finishing properties of polyamide 6/cotton blended fabrics |
3.6. Bifunctional Finishing and Dyeing Properties
- W/O repellent and easy-care function as well as the dyeing properties of the simultaneously dyed / finished fabric samples and k/s as well as overall fastness properties are given in Table 6. On the other hand, the impact of the type of reactive dye on the extent of functional finishing and dyeing of fabric samples is also shown in this Table. For a given finishing and dyeing conditions, it is seen that; I) type of reactive dye has practically effect on the extent of inter-crosslinking of polyamide-6/cotton chains, expressed as CRA as well as the W/O repellent rating, II) the enhancement in the CRA, W/O repellent as well as overall fastness properties of the used substrate reflects the positive impact of the decomposition of trichloroacetic acid during curing via acidic, neutral and alkaline medium, III) fastness to washing, rubbing and perspiration of the obtained reactive dyeings are in the range of 4 to 4-5.
 | Table 6. Technological evaluation of bifunctional finishing and dyeing properties of polyamide 6/cotton blends using different remazol dyestuffs |
4. Conclusions
- Multi-functional finishing/reactive dyeing of polyamide-6 /cotton blends (50/50) in one stage via trichloroacetic acid (TCAA) as a catalyst has been established for imparting a specific functional properties to the above substrate.Best results of k/s values, crease recovery angle (CRA), handle, water-oil repellency and overall fastness properties were obtained with 2 g/l of trichlroacetic acid.The extent of bifunctional finishing/dyeing and performance properties of polyamide-6 / cotton were achieved via 60 g/l of knittex® FEL as a finishing agent. The best multifunctional finishing/dyeing properties i.e., handle and k/s values as well as over-all fastness properties were achieved via W/O repellent agent at the concentration of 30 g/l.The optimal curing temperature that brings about a significant improvement in the present maltifunctional finishing/dyeing properties was 160°C. W/O repellent ratings, CRA, K/S and other functional properties attained maximum values at the optimum curing time used i.e., 3 minutes, and prolonging it up to 5 minutes has no effect.The obtained data revealed that very good results for the over-all fastness properties of the bifunctional/dyeing polyamide-6 /cotton blends with different remazol dyes were determined at the previous optimum conditions, and they are in the range of 4 to 4-5.