K. M. Faridul Hasan1, 2, 3
1Department of Textile Engineering, Wuhan Textile University, Wuhan, Hubei, China
2Department of Textile Management & Business Studies, Bangladesh University of Textiles (BUTex), Dhaka, Bangladesh
3Department of Textile Engineering, Southeast University, Banani, Dhaka, Bangladesh
Correspondence to: K. M. Faridul Hasan, Department of Textile Engineering, Wuhan Textile University, Wuhan, Hubei, China.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Abstract
This Project is on, Study on the changes of GSM (Gram per Square meter) of grey knitted fabrics from Pretreatment to finishing. This project helps to a greater extent to know about the whole procedures of knitted fabrics GSM Change from Pretreatment to finishing and compare with the theoretical and calculated values of GSM change & to take necessary initiatives against it. GSM change from Pretreatment to dyeing & finishing depends on the properties of fabric like structure of fabric, wales per inch, courses per inch, stitch length, yarn count, fabric spirality and shrinkage because the Fabric texture , extensibility of fabric depends on these property & also with the types of shade which is needed to be dyed like dark, medium or light shades. The final part of the project was to accumulate the data with sample and put them in table or chart as required as to identify & overcome the GSM related issues in a knit dyeing factory. It is seen that, average 15 to 30% GSM is changed from Grey stage to finishing stage in a knit dyeing factory.
Keywords:
Fabric GSM, Pretreatment, Dyeing, Finishing
Cite this paper: K. M. Faridul Hasan, Study on the Changes of GSM (Gm/m2) of Grey Knitted Fabric from Pretreatment to Finishing, International Journal of Textile Science, Vol. 4 No. 6, 2015, pp. 119-136. doi: 10.5923/j.textile.20150406.01.
1. Literature Review
1.1. Fabric GSM
GSM means Gm per square meter .It’s an essential property for knitted fabric. Due to fabric GSM the knitted fabric may be heavier or lighter. GSM varies from fabric to fabric, especially with the count & stitch length of fabric [1]. GSM is changed in Pretreatment, Dyeing & finishing to a greater extent. During these processes GSM Change depends on the types of chemicals & dyes used & also with the processes used [2, 3].
1.2. Some Terminology of Knitted fabrics
There are different types of related parameters are mentioned below [2-7]:1. Wales per inch2. Courses per inch3. Stitch length 4. Yarn count5. Yarn twist6. Twist liveliness7. Yarn type8. Gram per square meter (GSM)9. Spirality10. Shrinkage11. Area density12. Fabric thickness1. Wales per inch: Wales per inch means how many numbers of wales are present in one inch, it is very important for calculation of knitted fabric GSM and fabric properties. 2. Courses per inch: Courses per inch mean how many numbers of courses are present in one inch. It is also very important for calculation of knitted fabric GSM.3. Stitch length: Stitch length is theoretically is a single length of yarn which include one needle loop and half the length of Yarn (half of a sinker loop) between that needle loop and the adjacent needle loops on either side of it. Loop exists in coarse in course length and it is that which influence fabric dimension and other properties including weight.4. Yarn count:Yarn count is a numerical expression of fineness or coarseness of yarn. Yarn count is calculated in two systems:a. Direct systemb. Indirect system5. Direct system: In this system the count of yarn express the weight per unit’s length of yarn. In this system, “higher the count, coarser the yarn” & “lower the count, finer the yarn”. This system is used for thrown Polyester & other Synthetic yarn.Count = (W X l)/ (w X L)Here, W = the weight of sampleL= the length of samplew = the unit weight in systeml= the unit length in system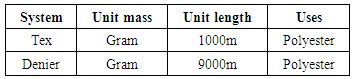 6. Indirect system:In this system the count of yarn express the length per unit wt. In this system, “higher the yarn count, finer the yarn” & “Lower the count coarser the yarn. This system is generally used for cotton, worsted, woolen, linen etc and the yarn count calculation formula is.
6. Indirect system:In this system the count of yarn express the length per unit wt. In this system, “higher the yarn count, finer the yarn” & “Lower the count coarser the yarn. This system is generally used for cotton, worsted, woolen, linen etc and the yarn count calculation formula is.
1.3. GSM at a Glance
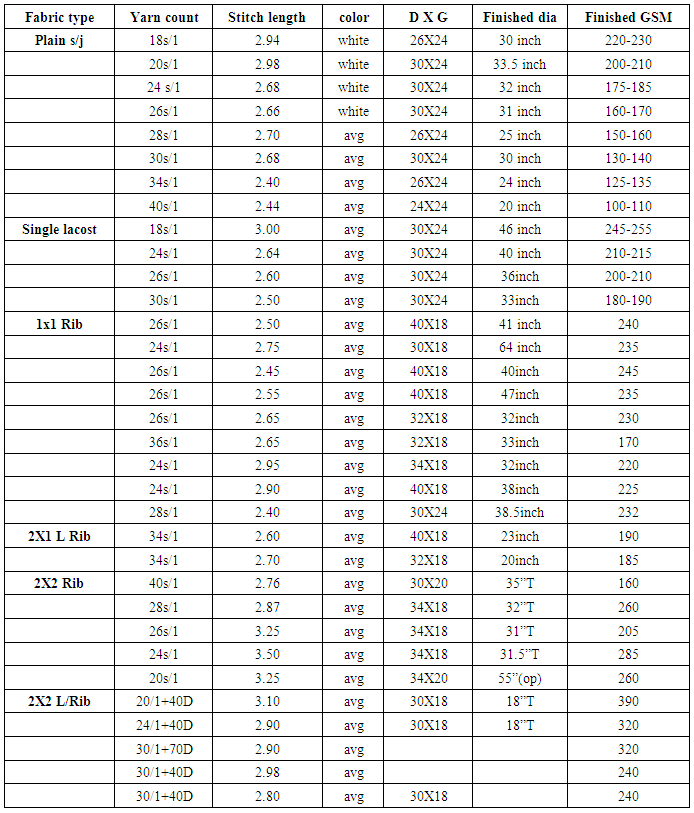
GSM depends on the fabric stitch length, course per unit length, wales per unit length and yarn count. GSM indicates the properties of the fabric such as fabric weight; in define area (one square meter). Fabric GSM calculations depend on the yarn count system. In direct system GSM calculation formula is given below [8-12]:Table 1. Relation between yarn count, fabric type, stitch length and finished GSM
 |
| |
|
IN TEX SYSTEM:GSM = WPI X CPI X Stitch length (mm) X 39.37 X 39.37 X TEX /(1000 X 1000)Or, GSM = WPCm X CPCm x Stitch length (mm) X 100 X 100 X TEX / (1000X1000)IN DENIER SYSTEM:GSM = WPI X CPI X Stitch length X 39.37 X39.37 X Count in denier/(1000 x 9000)Or GSM = WPCm X CPCm x Stitch length (mm) X 100 X 100 X Denier /(1000X9000)In direct system GSM calculation formula is given below:IN ENGLISH (Ne) SYSTEM:GSM = WPI X CPI X Stitch length X 39.37 X39.37 X 453.6/(1000X840Xcount in NeX0.9144)Or GSM = WPCm X CPCm x Stitch length (mm) X 100 X 100 X 453.6/(1000Xcount in NeX0.9144)IN METRIC SYSTEM:GSM = WPI X CPI X Stitch length (mm) X 39.37 X 39.37 X1000/(1000X1000Xcount in Nm)Or GSM = WPCm X CPCm x Stitch length (mm) X 100 X 100 X1000/(1000X1000X yarn count in Nm)Other parameters are:• Stitch length• Fabric structure• Finishing process• Depth of shade• Stitch density• Machine GaugeNB: If the fabric is to be Enzyme washed, the stitch length should be kept (10%) less than the normal range. Because, enzyme wash reduces the total weight of the fabric by removing the floating fiber and hairy fiber [12-15].For light color, the finished GSM varies near about 15-20% from grey GSM.For average color, the finished GSM varies 20-25%.For dark color, grey GSM is kept less (i.e. the stitch-length is large) because take up% of dark color is more and the weight of dyed fabric will be increased.If the GSM varies 25-30%, it is not only necessary to control the VDQ pulley dia but also yarn tension & take up roller.NB: We know that the stitch length increases with the increasing of VDQ pulley dia. For the change of VDQ pulley dia for one point stitch length will be changed approximately 0.04 mm (CAMBER, England, and Model: 95 QUATTRO II).
2. Experimental
2.1. Process Sequence
Normally a knit dyeing factory performs the dyeing of a fabric in following sequence. Here, pretreatment means scouring & bleaching of knit fabrics which is performed combinedly. For Dyeing,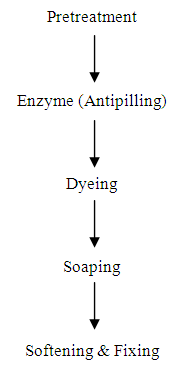
2.2. Chemicals & Dyes Used
Recipe-1 for 30-60°C to dye S/J fabric: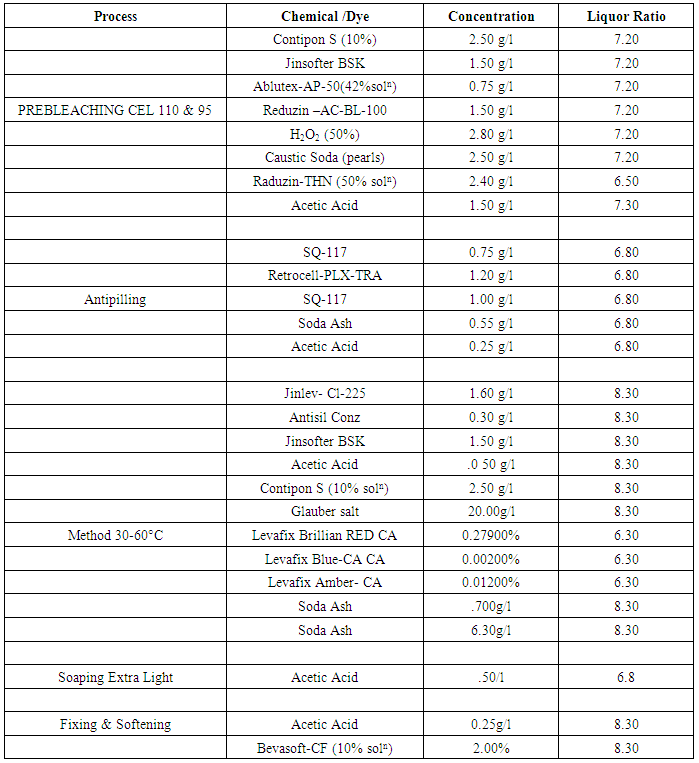
2.3. Recipe-2 for Bio Scouring Dyeing Elite to dye Lacoste Fabric
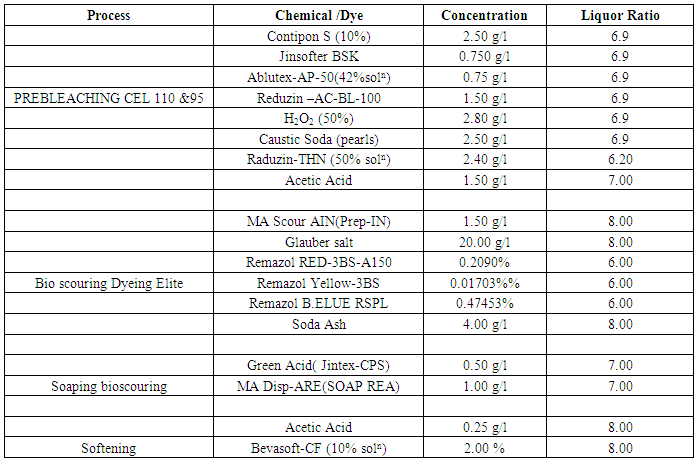
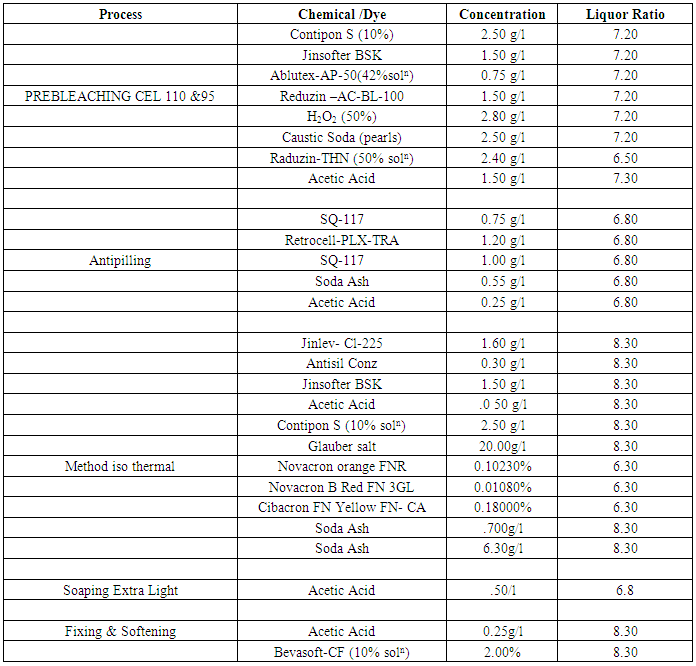
2.4. Recipe-3 for Iso Thermal Process
 Machines & Equipment’s Used:• Dyeing M/C (Athena)• Dewatering & Slitting m/c• Stenter M/c• Compacting M/c• GSM Cutter• Electric Balance
Machines & Equipment’s Used:• Dyeing M/C (Athena)• Dewatering & Slitting m/c• Stenter M/c• Compacting M/c• GSM Cutter• Electric Balance
2.5. GSM Measurement
GSM is measured by using GSM cutter & Electric Balance. GSM means Gram per square meter. The size of the GSM cutter is equal to the area of 1 cm Х1 Cm. The radius of GSM cutter is 6cm Х 6cm.
2.6. Procedure of GSM Measurement
Ø To dry the sample properly.Ø At first, the sample is cut by GSM cutter accurately.Ø Then its weight is taken by the Electric Balance Before it, the balance is made zero.Ø Then the obtained value is multiplied by 100 to get the required GSM.E.g. If any sample weight is 1.80gm then its GSM would be 1.80 Х100 = 180
2.7. Reasons of GSM Change
Pre Bleaching:During this process Caustic Soda is used as scouring Agent to remove natural impurities, oil & wax from the fibre of fabric. Per oxide is used as bleaching agent to remove natural colour of the fibre. So the GSM is reduced to a greater extent from Grey fabric as shown in table-2(b), 3(b), 4(b), 5(b), 6(b), 7(b), 8(b), 9(b), 10(b), 11(b), 12(b), 13(b), 14(b), 15(b).Antipilling:During this process enzyme is used as antipilling agent that removes the protruding fibre from the fabric. So the GSM is changed. It varies from fabric to fabric & the amount of protruding fibre present in the fabric as shown in table-2(b), 3(b), 4(b), 5(b), 6(b), 7(b), 8(b), 9(b), 10(b), 11(b), 12(b), 13(b), 14(b), 15(b).Dyeing:During dyeing significant amount of dyes are used depending on light, medium and dark shade. Here gluaber salt acts as electrolyte to penetrate the dye into fabric. Soda ash is used for fixation of dye into fabric by controlling the pH. So for fixing these dyes to a fabric considerable amount of GSM is increased depending on light, medium and dark shade. During this stage GSM is also increased for using lesser/larger amount of dye as shown in table-2(b), 3(b), 4(b), 5(b), 6(b), 7(b), 8(b), 9(b), 10(b), 11(b), 12(b), 13(b), 14(b), 15(b).Soaping:After dyeing there’s some unfixed dye and also some other chemicals which are removed by soaping that’s why the GSM is decreased as shown in table-2(b), 3(b), 4(b), 5(b), 6(b), 7(b), 8(b), 9(b), 10(b), 11(b), 12(b), 13(b), 14(b), 15(b).Softening and fixing:Here fixing agent and softening chemicals are used but GSM is not considerably changed as shown in table-2(b), 3(b), 4(b), 5(b), 6(b), 7(b), 8(b), 9(b), 10(b), 11(b), 12(b), 13(b), 14(b), 15(b).Dewatering and slitting: During dewatering for coloured fabric Inosoft CF & Jinsofter ME chemicals are used and for white fabric Jinsofter WCS & Microsol MA chemicals are used for why GSM is not considerably changed as shown in table-2(b), 3(b), 4(b), 5(b), 6(b), 7(b), 8(b), 9(b), 10(b), 11(b), 12(b), 13(b), 14(b), 15(b).Stentering:During stentering 10-15% GSM is increased by increasing overfeed % (up) and controlling overfeed % (down).GSM is changed as shown in table-2(b), 3(b), 4(b), 5(b), 6(b), 7(b), 8(b), 9(b), 10(b), 11(b), 12(b), 13(b), 14(b), 15(b) in this stage.Compacting:During compacting 10-15% GSM is increased by increasing overfeed % (up) as shown in table-2(b), 3(b), 4(b), 5(b), 6(b), 7(b), 8(b), 9(b), 10(b), 11(b), 12(b), 13(b), 14(b), 15(b). By absorbing the humidity from the atmosphere 2-3% GSM is increased after compacting and buyer allow ±5%.
2.8. Description of Selected Fabric
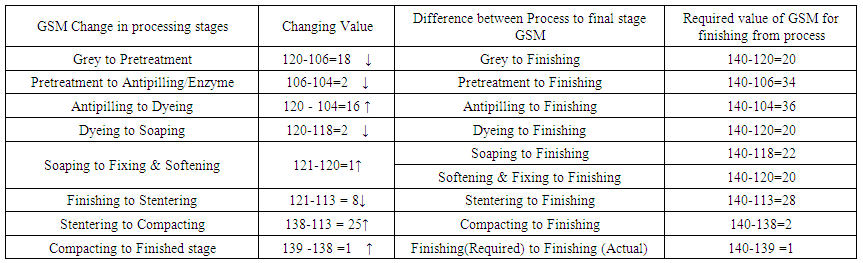
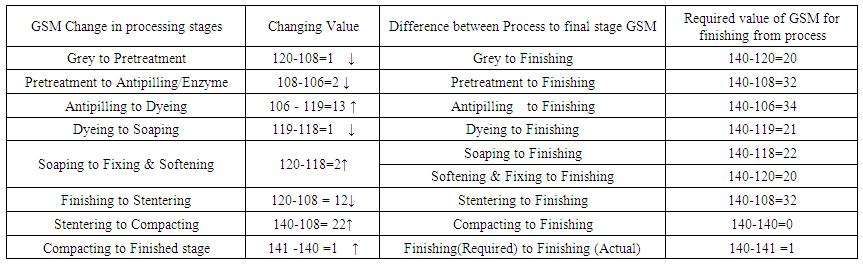
Single Jersey:This is produced by one set of needle only with all the loops intermeshed in the same direction. It’s constructed with knit loop. Its face & back can be easily understood. It’s used for T-shirt, fashionable knit garments, Underwear etc.1×1 Rib:Rib requires two sets of needle operating between each other. So wales of face & back stitches are knitted on each side of fabric. Rib fabric is used for waist bands, collar, Cuffs etc.Double Lacost :It’s a Tuck-Knit single jersey structure. One set of needle is used for this structure.GSM change For Single jersey fabric (First sample): During overall wet processing & finishing process of Single jersey fabric GSM is changed to a greater extent. GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric which is shown in table-2(b). During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).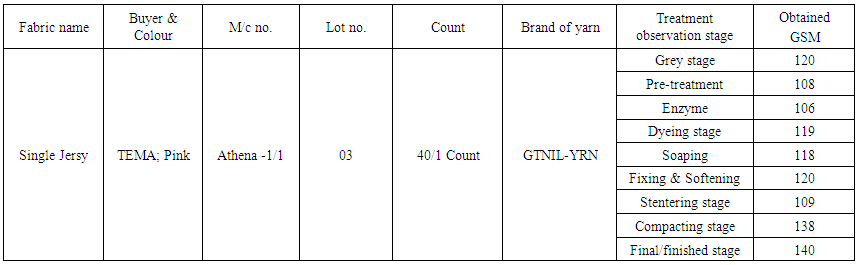 | Table 2(a). GSM change For Single jersey fabric |
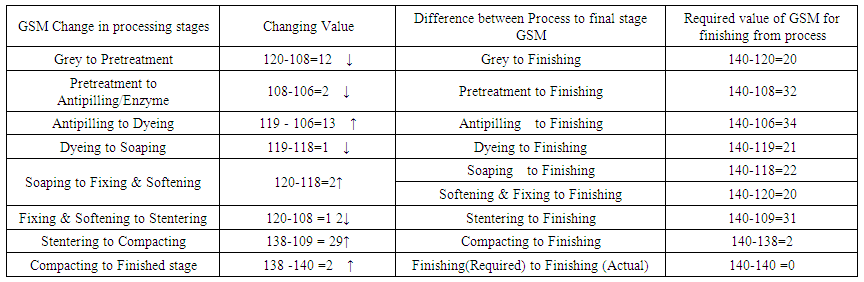 | Table 2(b). GSM change from stage to stage |
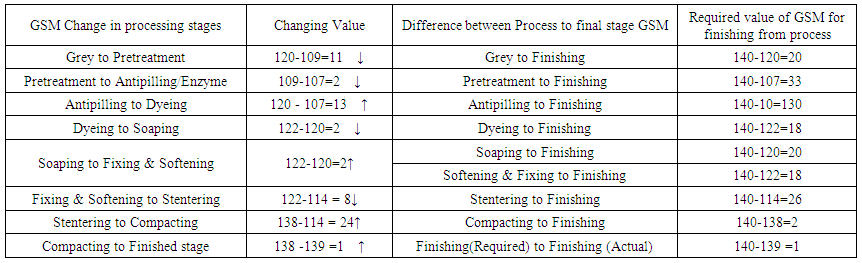
GSM change For Single jersey fabric (second sample): During overall wet processing & finishing process of Single jersey fabric GSM is changed to a greater extent. GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric which is shown in table-3(a) & 3(b). During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing a lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).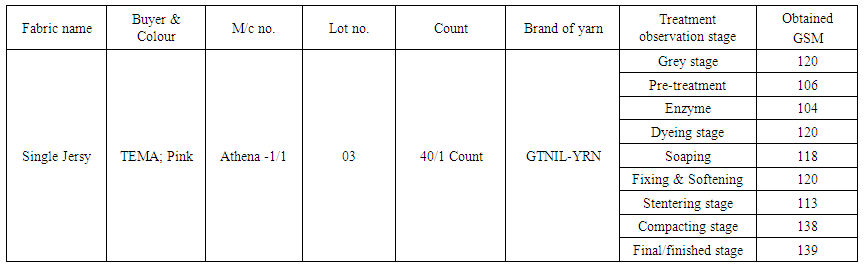 | Table 3(a). GSM change For Single jersey fabric |
 | Table 3(b). GSM change from stage to stage |
GSM change For Single jersey fabric (third sample): This is another sample test result from pretreatment to finishing stage as above table -4 (a) & 4(b) of same single jersey fabric. During overall wet processing & finishing process of Single jersey fabric GSM is changed to a greater extent. GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. GSM is increased after compacting by absorbing moisture (3-5%).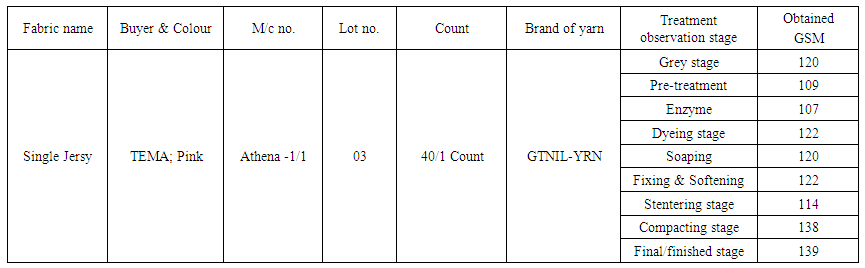 | Table 4(a). GSM change For Single jersey fabric |
 | Table 4(b). GSM change from stage to stage |
GSM change For Single jersey fabric (Fourth sample): During overall wet processing & finishing process of Single jersey fabric GSM is changed to a greater extent as shown in table-5(a) & 5 (b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).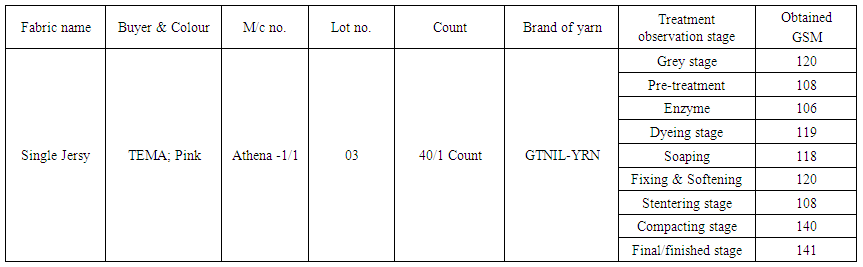 | Table 5(a). GSM change For Single jersey fabric |
 | Table 5(b). GSM change from stage to stage |
Comparison with all the samples for GSM change of Single jersey fabric: Comparing with all the four test sample it is found that the difference among all the separate samples GSM is very little, which could be negligible. So it is clear that my different test data results are near about similar as shown in bellow graph-1. So we can take these variation of data from different stages as experimentally approved data to assume any GSM related issues in different stages of knit dyeing factory.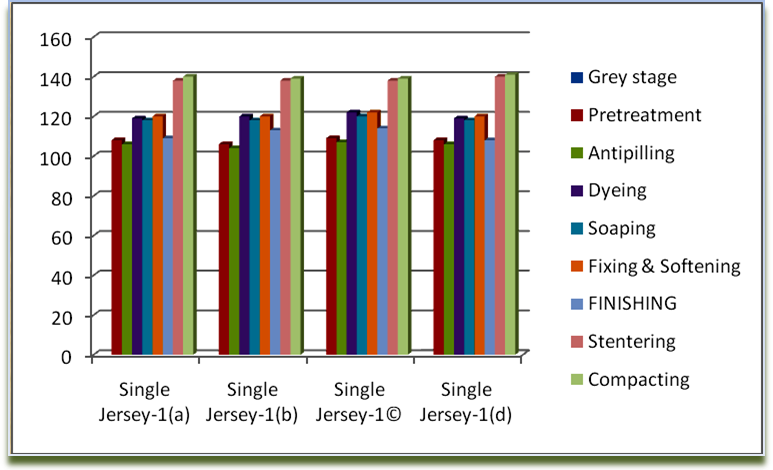 | Figure 1. Graphical Representation of GSM Change |
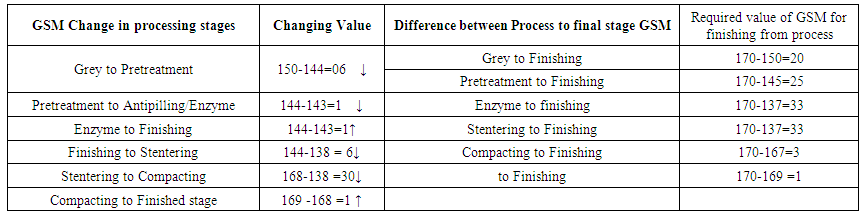
GSM change For Stripe fabric (First sample): During overall wet processing & finishing process of Stripe fabric GSM is changed to a greater extent as shown in table-6(a) & 6(b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).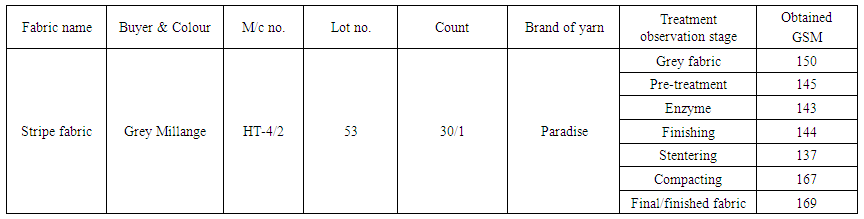 | Table 6(a). GSM change For Stripe fabric |
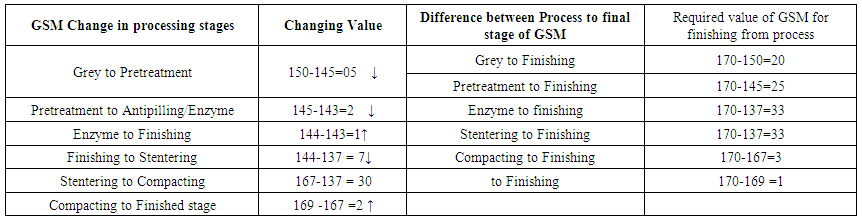 | Table 6(b). GSM change from stage to stage |
GSM change For Stripe fabric (Second sample): During overall wet processing & finishing process of Stripe fabric GSM is changed to a greater extent as shown in table-7(a) & 7 (b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing a lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to agreater extent due to increase Overfeed%. After compacting GSM is increased by absorbing moisture (3-5%).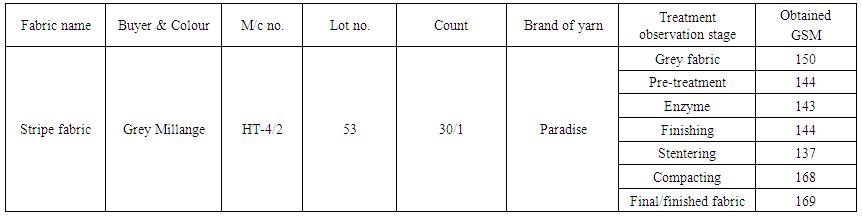 | Table 7(a). GSM change For Stripe fabric |
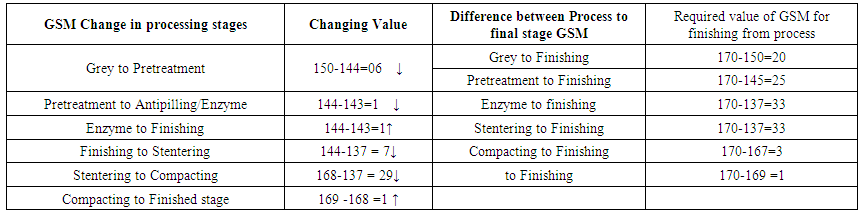 | Table 7(b). GSM change from stage to stage |
GSM change For Stripe fabric (Third sample): During overall wet processing & finishing process of Stripe fabric GSM is changed to a greater extent as shown in table-8(a) & 8(b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).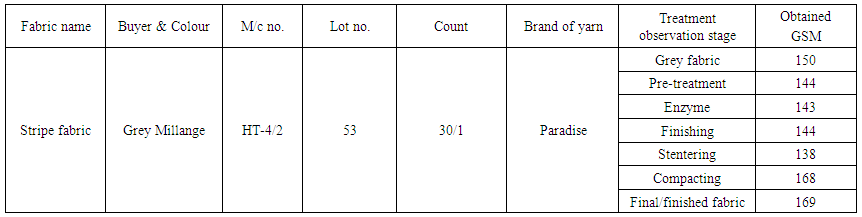 | Table 8(a). GSM change For Stripe fabric |
 | Table 8(b). GSM change from stage to stage |
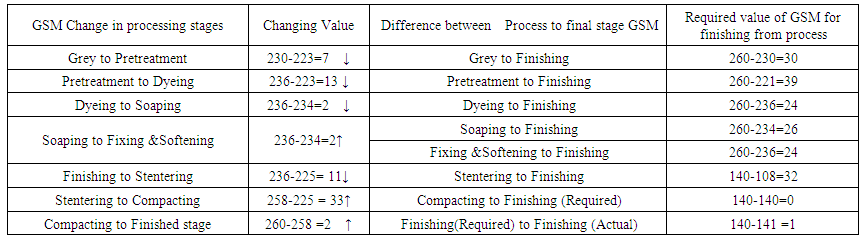
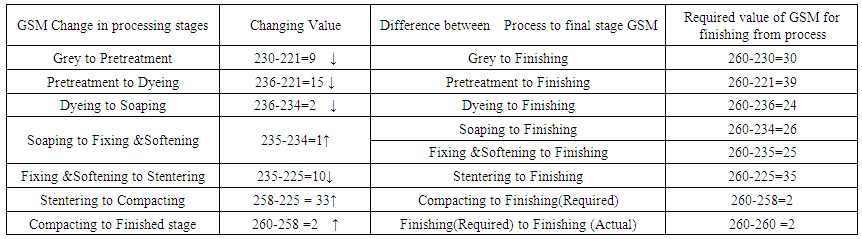
Comparison with all the samples for GSM change of stripe fabric: Comparing with all the four test sample it is found that the difference among all the separate samples GSM is very little, which could be negligible. So it is clear that my different test data results are near about similar as shown in bellow graph-2. So we can take these variation of data from different stages as experimentally approved data to assume any GSM related issues in different stages of knit dyeing factory.GSM change For Double Lacoste fabric (First sample): During overall wet processing & finishing process of Double Lacoste fabric, GSM is changed to a greater extent as shown in table-9(a) & 9(b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).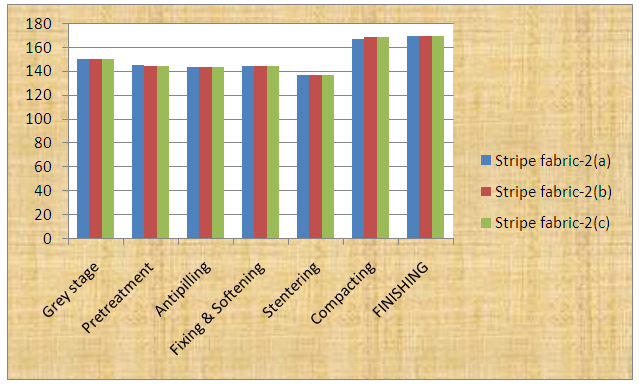 | Figure 2. Graphical Representation of GSM Change |
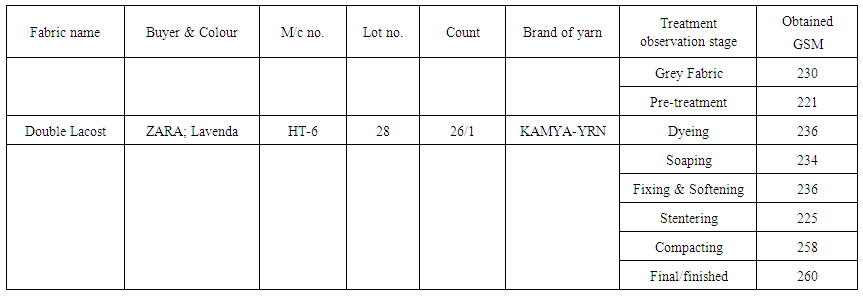 | Table 9(a). GSM change For Double Lacoste Fabric |
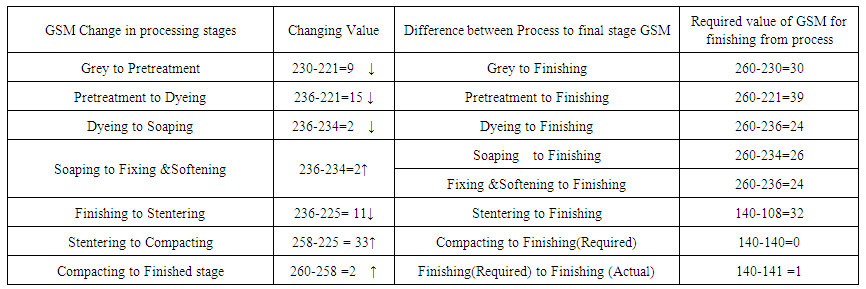 | Table 9(b). GSM change from stage to stage |
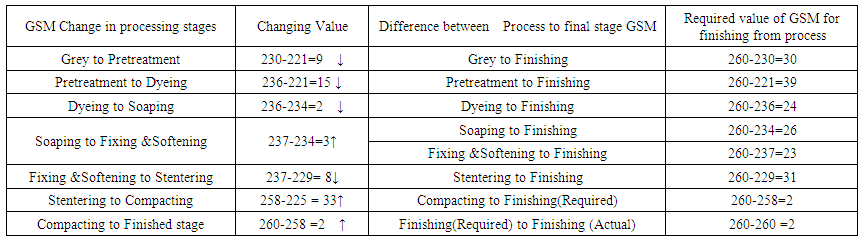
GSM change For Double Lacoste fabric (Second sample): During overall wet processing & finishing process of Double Lacoste fabric, GSM is changed to a greater extent as shown in table-10(a) & 10(b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing a lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).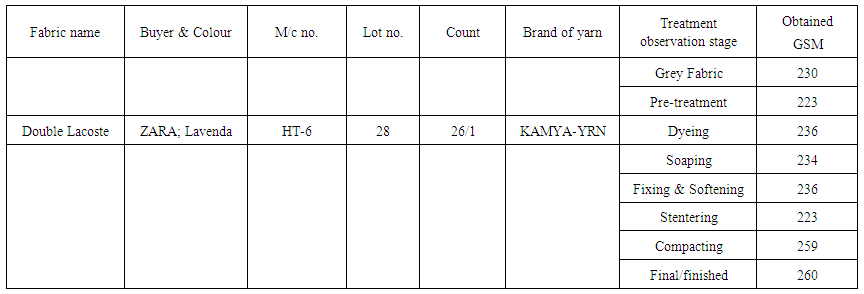 | Table 10(a). GSM change For Double Lacoste Fabric |
 | Table 10(b). GSM change from stage to stage |
GSM change For Double Lacoste fabric (Third sample): During overall wet processing & finishing process of Double Lacoste fabric, GSM is changed to a greater extent as shown in table-11(a) & 11(b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed% .After Compacting GSM is increased by absorbing moisture (3-5%).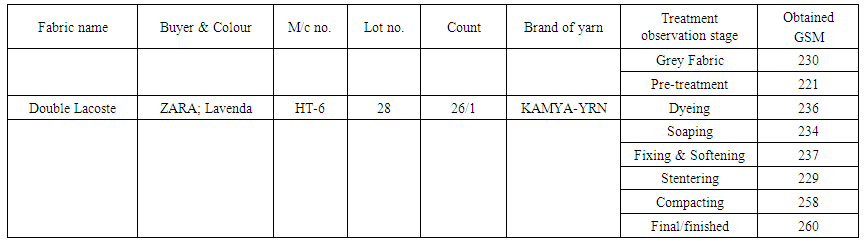 | Table 11(a). GSM change for Double Lacoste Fabric |
 | Table 11(b). GSM change from stage to stage |
GSM change For Double Lacoste fabric (Third sample): During overall wet processing & finishing process of Double Lacoste fabric, GSM is changed to a greater extent as shown in table-12(a) & 12(b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed% .After Compacting GSM is increased by absorbing moisture (3-5%).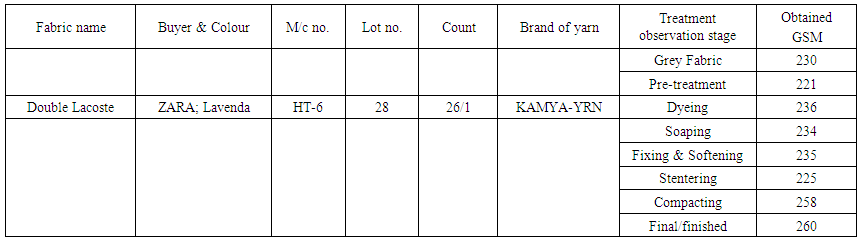 | Table 12(a). GSM change For Double Lacoste Fabric |
 | Table 12(b). GSM change from stage to stage |
Comparison with all the samples for GSM change of double Lacoste fabric: Comparing with all the four test sample it is found that the difference among all the separate samples GSM is very little, which could be negligible. So it is clear that my different test data results are near about similar as shown in bellow graph-1. So we can take these variation of data from different stages as experimentally approved data to assume any GSM related issues in different stages of knit dyeing factory.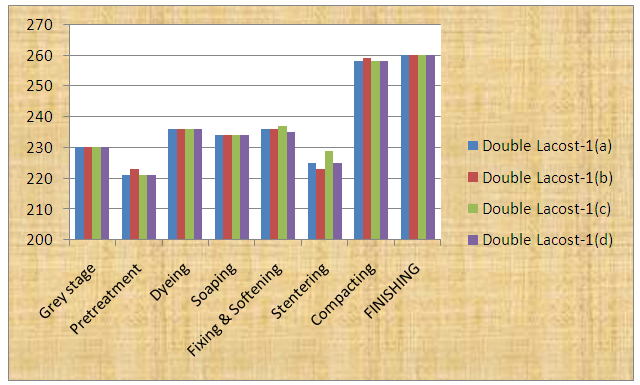 | Figure 3. Graphical Representation of GSM Change: |
GSM change For Double Lacoste fabric (1×1 Rib Fabric): During overall wet processing & finishing process of 1×1 Rib fabric, GSM is changed to a greater extent as shown in table-13(a) & 13(b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).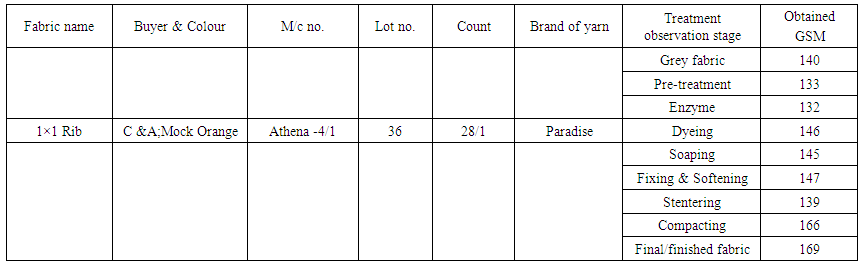 | Table 13(a). GSM change for 1×1 Rib Fabric |
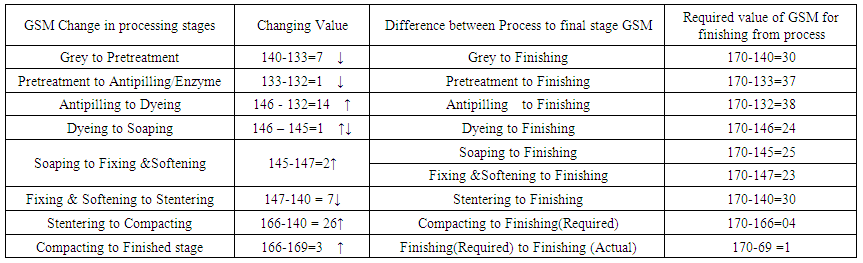 | Table 13(b). GSM change from stage to stage |
GSM change For 1×1 Rib Fabric (Second sample): During overall wet processing & finishing process of 1×1 Rib fabric, GSM is changed to a greater extent as shown in table-14(a) & 14(b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).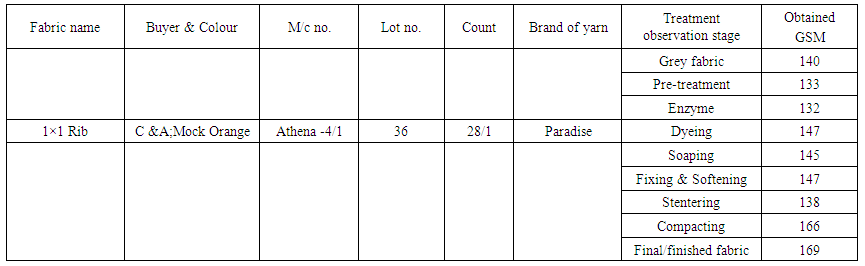 | Table 14(a). GSM change for 1×1 Rib Fabric |
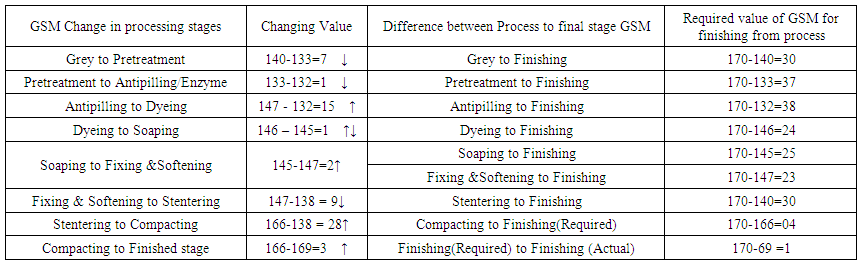 | Table 14(b). GSM change from stage to stage |
GSM change For 1×1 Rib Fabric (Second sample): During overall wet processing & finishing process of 1×1 Rib fabric, GSM is changed to a greater extent as shown in table-11(a) & 11(b). GSM is mainly changed in Pretreatment, Dyeing, Stentering & in Compacting stages. During Pretreatment overall impurities are removed by using scouring & Bleaching Agent for why GSM is extremely reduced than grey fabric. During Antipilling Protruding fibres are removed by using Enzyme for why GSM is reduced. During Dyeing A lot of dyes are used for Combination shade for why GSM is increased. During soaping extra unfixed color is cut for why GSM is reduced. During Stentering GSM is reduced. During Compacting GSM is increased to a greater extent due to increase Overfeed%. After Compacting GSM is increased by absorbing moisture (3-5%).Comparison with all the samples for GSM change of 1×1 Rib Fabric: Comparing with all the four test sample it is found that the difference among all the separate samples GSM is very little, which could be negligible. So it is clear that my different test data results are near about similar as shown in bellow graph-1. So we can take these variation of data from different stages as experimentally approved data to assume any GSM related issues in different stages of knit dyeing factory.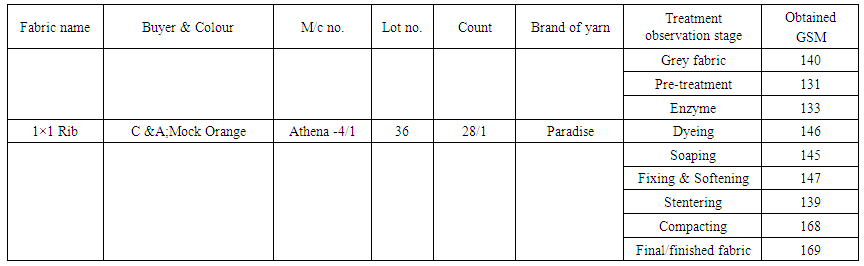 | Table 15(a). GSM change for 1×1 Rib Fabric |
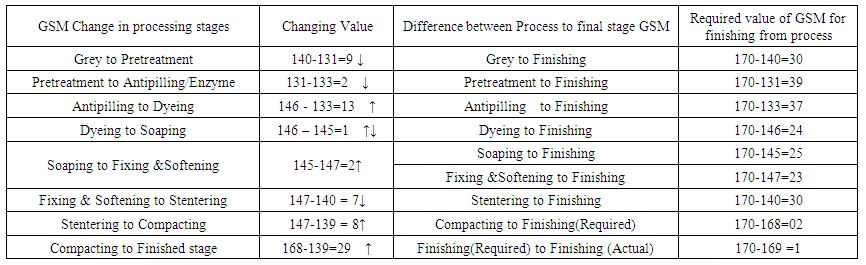 | Table 15(b). GSM change from stage to stage |
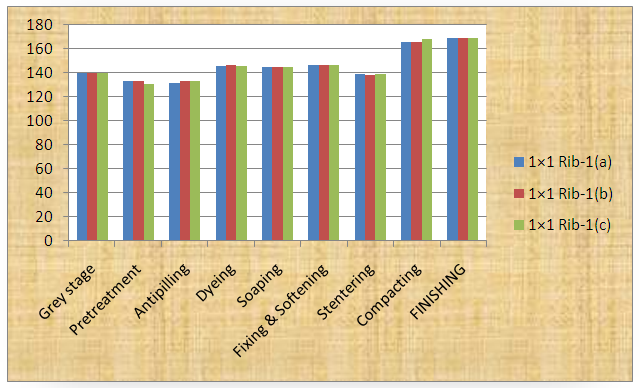 | Figure 4. Graphical Representation of GSM Change |
3. Effect of GSM on Finished Fabric
√ 10-15% GSM of grey knit fabric is increased after overall Dyeing & finishing process.√ If GSM is increased than diameter is decreased.√ With the change of fabric GSM Shrinkage & Spirality of fabric is changed.√ Fabric remains heavier or lighter with the change of GSM.√ If GSM is increased in uncontrolled way than the fabric may be damaged due to extra overfeed which is responsible for GSM.
3.1. Cares that should be Taken for GSM Measurement
√ To collect two or more sample from different parts of the fabric of same lot & same order no. to get accurate result.√ To ensure the sample is accurately dried. To ensure that no pressure is applied to the sample before cutting by the GSM cutter.√ To measure the GSM before absorbing the moisture to get accurate result.√ To ensure that the sample is cut by GSM cutter accurately. • To ensure that the blade is sharp enough to cut the sample for GSM.• To make sure that the Rubber pad is plane but not rough.• To apply uniform Tension.• To ensure that there’s not any yarn of sample to be cut later.• Numbering of sample for specific process is to be done.√ To measure the GSM accurately.• To clean the Balance properly• To make zero the Electric balance reading.• When the sample is put in the balance its covered with the head.• The reading is taken & multiplied by 100
3.2. Faults that may Arise during GSM Measurement
§ GSM may vary due to existing dirt variation in different parts of the fabric Grey Stage).§ If Pretreatment is not proper in all parts of the fabric.§ If GSM of Uneven shade (fabric) is taken.§ To take improper Weight.§ To cut the sample improperly.§ To take the Stentering sample which is not properly gripped?§ To take the measurement after long time§ If the fiber is immature in some particular places.§ If the Electric balance exist any dirt or dust.§ If the sample is remained rough through any pressure applied directly or indirectly to it before cutting by GSM cutter.
4. Conclusions
I tried my best to find out the Change of GSM of different fabrics (mentioned in the experimental data) from Pretreatment to finishing both in dyeing & finishing section. For this purpose, I had to collect the sample of each & every processes for GSM measurement. For some fabrics we took more than one or two sample for accuracy of the result.Through this measurement of GSM, I got the GSM of different fabrics for different processes & I was able to compare these GSM values for different fabric for different processes.All most all the GSM values found are near about to acceptable limit. When we observed more than one GSM values for same fabric & same processes we did not get larger difference. More research and development is required to monitor the Change of GSM in different processes.
References
| [1] | E.P.G. Ghol & L.D. Vilensky, Textile Science (1983), CBS Publishers & Distributors, 41-42. |
| [2] | S. Gordon and Y-L. Hsies, Cotton: Science and technology (2007), Woodhead Publishing Ltd, 3-5. |
| [3] | A.D. Broadbent, Basic Principle of Textile Coloration9201), SDC, 72. |
| [4] | E.R. Troatman, Dyeing & Chemical technology of Textile Fibers (1975), Charles Giffin & Company Ltd, 44. |
| [5] | Postle, R. (1990) "Fabric Objective Measurement Technology: Present Status and Future Potential", International Journal of Clothing Science and Technology, Vol. 2 No: 3, pp.7 – 17 |
| [6] | Ukponmwan J. O. (1988). Correlation Between Objective and Subjective Methods of Assessing Fabric Handle, Journal of Textile Institute, No 4, 1988, pp 580-587. |
| [7] | Kawabata S. (1989). Fabric Performance in Clothing and Clothing Manufacture, Journal of Textile Institute, Vol 80, No 1, pp 19-50 |
| [8] | Chen, Y., and Collier, B. J, (1997). Characterising Fabric End Use by Fabric Physical Properties, Textile Research Journal, Vol 67, No 4, pp 247-252. |
| [9] | BS (1979). Methods of Test for Textiles (British Standard Handbook No. 11), British Standards Institution, Revised Edition. |
| [10] | Gong R.H. and Mukhopadhyay S.K. (1993). Fabric Objective Measurement: A Comparative Study of Fabric Characteristics, Journal of Textile Institute, Vol 84, No 2, pp 192-198. |
| [11] | Roshan L. S. (1995), Importance of Mechanical and Physical Properties of Fabrics in the Clothing Manufacturing Process. International Journal of Clothing Science and Technology, Vol 7, No 2/ 3, pp 35-42. |
| [12] | Prof. V.A. shenai, Technology of Textile Processing (Vol II): Chemistry of Dyes and Principles of Dyeing (1993), Sevak Publications, 519-522. |
| [13] | John shore, Cellulosic Dyeing (19950, SDC, 212-213. |
| [14] | John Shore, Colorants and Auxiliaries (Vol II): Chemistry of Dyes and Principles of Dyeing (1993), Sevak publications, 519-522. |
| [15] | Prof. V.A. shenai, Technology of Textile Processing (Vol II): Chemistry of Dyes and Principles of Dyeing (1993), Sevak Publications, 519-523. |
| [16] | Hassan B. A. (2003). Effect of Mechanical and Physical Properties on Fabric Hand. Wood Head Publishing Limited, New York, pp 447 – 447. |

 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTML