-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Textile Science
2012; 1(5): 36-43
doi: 10.5923/j.textile.20120105.02
A Review on Jute Nonwovens: Manufacturing, Properties and Applications
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-Text HTML
Full-Text HTMLSubhankar Maity 1, Kunal Singha 1, Debi Prasad Gon 2, Palash Paul 2, Mrinal Singha 3
1Department of Textile Technology, Panipat Institute of Engineering & Technology, Harayana, India
2Research Scientist, IJIRA, Kolkata, India
3Department of Pharmaceutical Chemistry, CU Shah College of Pharmacy & Research, Gujarat, India
Correspondence to: Subhankar Maity , Department of Textile Technology, Panipat Institute of Engineering & Technology, Harayana, India.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
This paper reviews various manufacturing techniques of nonwoven fabrics from jute fiber and jute waste. It has been seen that needle-punching process is mostly used for manufacturing nonwoven structure from jute fiber. Various physical, mechanical and functional properties of needle-punched jute-nonwovens have been discussed here. The influence of various factors on various properties of jute-nonwoven such as Thermal Insulation, Air Permeability, Compressibility, Water Absorbency and Acoustic Insulation has been reported. A huge growth of potential applications of jute-nonwovens in various field of Geotextiles, Dry filtration, Automotive applications, Household goods, Agriculture and Horticulture, Acoustic and Thermal insulation have been observed.
Keywords: Nonwovens, Needle-Punching, Mechanical And Functional Properties, Potential Applications
Cite this paper: Subhankar Maity , Kunal Singha , Debi Prasad Gon , Palash Paul , Mrinal Singha , "A Review on Jute Nonwovens: Manufacturing, Properties and Applications", International Journal of Textile Science, Vol. 1 No. 5, 2012, pp. 36-43. doi: 10.5923/j.textile.20120105.02.
Article Outline
1. Introduction
- Jute is an important natural fiber occupying second place in economic importance only after cotton. It is one of the most important fibers used for industrial applications. More importantly it is a commodity on which millions of households in some of the countries depend for their cash earnings. India, Bangladesh, China, Nepal and Thailand are the major producers of jute accounting for over 95% of the global output[1].The main traditional use of jute has been for the packaging market. Cloth, sacks and bags made of woven jute fabrics are widely used for transportation and storage of agricultural products, fertilizers, cement and some chemical products. With the advent of bulk handling and cheap synthetic packaging materials, the market for these traditional jute materials have been seriously affected. Recently jute fibers are used in manufacturing nonwoven materials with superior functionality for diversified technical applications. Different non-woven manufacturing techniques like stitch bonding, hot calendaring, needle punching, hot-air thermal bonding, oven bonding, hydro entanglement etc. were successfully used and assessed for manufacturing jute-nonwovens[2-3].The prime reasons of growing market of jute-nonwovens in technical applications are as following[4].• High strength, modulus and dimension stability.• Stiffness or moderate draping.• Higher frictional properties.• Coarseness.• Easy rot / biodegradability and eco-friendliness.• Higher moisture absorption characteristics.• Good moisture absorption and breathability.• Good bleachability, dyeability and printability.• Low cost.• Jute is annually renewable and abundantly grown in India and neighboring countries.• Utilization of mill wastes of jute i.e. use of short fiber for making jute based non-woven.Again it need to mention here that the natural fibers like jute and others might enjoy more favorable market conditions in the future on account of increasing concern with environmental issues all over the world. It was found in study that jute is more environmentally sound and less costly to society than its competing synthetic material. Even in the life-cycle, the disposal stage of synthetic material is most harmful to the environment causing highest direct economic and social costs.
2. Manufacturing Methods
- Nonwovens from jute fibers can be manufactured from different techniques such as Stitch-bonding, hot calendaring, needle punching, hot-air thermal bonding, oven bonding, hydro entanglement etc. A brief review about each process and product properties will be discussed here. The raw jute fibers do not produce good quality fabric because there is no crimp in these fibers[5]. To develop crimp, before the fabric production the jute fibers to be treated with 18% (w/v) sodium hydroxide solution at 30℃ maintaining the liquor-to-material ratio 10:1. After 45 min of soaking, the jute fibers are to be washed thoroughly in running water and treated with 1% acetic acid. The fibres were washed again and then dried in air for 24 h. This process introduces about 2 crimps/cm and results in weight loss of about 9.5%. This process is called woollensation of jute fiber[5-6].
2.1. Stitch-bonding
- Stitch bonded fabric has been defined as a fabric in which fibers, yarns, fibers and yarns, or fibers and a ground fabric are held together by subsequent stitching or knitting by additional yarns. 100% jute fleeces can be stitch bonded by additional yarns to produce Nonwovens. The gsm range of these nonwovens is little higher which is from 150 to 500. If some proportion of synthetic fibers is incorporated in blend with jute then lighter gsm may be produced. Jute or jute blend Nonwovens would prove cost effective owing to their lower percentage yarn content. By judicial selection of synthetic fiber type and proportion, stitch density, yarn type and subsequent thermal-bonding treatment, it is possible to produce jute Nonwovens with properties varying within a wide range. Stitch type and coloration of yarn used can also provide a degree of design and pattern in the resulting products[2].
2.2. Hydro-entanglement
- Hydro-entangling or spunlacing, is the process of bonding fibers in a web by means of high-velocity water jets. The interaction of the energized water with fibers in the web and the support surface increases the fiber entanglement and induces displacement and rearrangement of fiber segments in the web. It was found that 100% jute fleeces weighing 100 gsm or less did not respond well to the hydro-entanglement process or gave unacceptable results. However; it indicated that hydro-entanglement became more effective as the fleece weight increased from 75 gsm to 200 gsm. A 100% increase in fabric weight produced a four-fold rise in the fabric strength[2].
2.3. Thermal Bonding
- It is a process of manufacturing nonwovens in which a web consisting of thermoplastic and non-thermoplastic fibers was made and then heated to the melting or softening temperature of the constituent thermoplastic fibers followed by cooling to solidify the bonding area. The blend of jute and synthetic fiber were successfully produced nonwoven fabric by this technique. Thermal bonded jute-nonwovens are possible to manufacture with wide gsm range from 50 gsm to 300 gsm[2].
2.4. Adhesive Bonding
- In this method a binder as an adhesive material used to hold together the fibers in a nonwoven structure. The binder is the key material in such fabrics. The binder may be applied in either liquid or solid form. The choice of a binder will depend on the fibers to be used and the end use of the fabric. Emulsion type binder systems are commercially the most important. Among the binders that are applied in the form of aqueous emulsions are natural rubber, polyvinyl acetate, polyvinyl chloride etc. The idea of making bonded fabrics from jute and jute waste was first developed in NIRJAFT, Kolkta, with the help of machinery installed. This may make an outlet for proper utilization of caddis, which cannot be practically utilized. The binder systems utilized for preparing non-woven fabrics from various blends of fiber mat were polyvinyl acetate/ polyacrylate, natural rubber latex, SBR latex, dextrin, CMC, polyvinyl acetate with PF resin etc. To impart aesthetic property to these fabrics, they were dyed and screen-printed with pigment & water based reactive dyes [2,4].
2.5. Needle Punching
- Needle punching is a method of bonding fibrous fleeces mechanically. The fibers are mechanically entangled to produce a fabric by reciprocating barbed needles (felting needles) through a moving batt of fibers in a needle loom. In principle, a board containing a multiplicity of barbed needles is reciprocated at high speeds as the fibrous fleece passes under the needles. It is usually necessary to needle the fleece from each side and this can be achieved either by passing it through the machine twice, having turned it over between the first and second pass or by using a machine with two needle boards, the first one striking downwards and the second one upward. Some of the needle-punched non-woven is produced with a support layer known as scrim to support the fleece and especially to improve the strength and stability of the final product. The needle punching process is well suited to produce medium and heavy weight non-woven from 300 gsm to 3000 gsm[7-8].Needle-punched nonwoven technology is considered to be a forward technology and is one of the promising alternatives very much suited to the jute industry. Needle-punched nonwoven technology appears to be particularly relevant to the jute industry in view of its high productivity and low wage component of the production cost associated with it. Besides, this offers a means of diversifying into various value added product, which would fetch better returns to the industry using even waste fibers. Today, production of jute needle-punched nonwoven fabric is limited to a few thousand tons of needled felts used mainly for packaging, cushioning and carpet underlaying. Thus, much of the jute needle-punched nonwoven textiles remain untapped. The researches on jute based needle-punched nonwoven have been carried out in following broad areas: (a) use of unspinnable fiber wastes, (b) to identify and characterize the different uses, (c) blending of jute with other natural or synthetic fibers, (d) to study the structure-property relations. Out of various systems of needle-punched nonwoven preparation, parallel laid, cross laid and air laid batts are appears to be suitable in fabric preparation with needle punched and adhesive bonded needle-punched nonwoven technologies, particularly with relevant to jute. Theappropriate technology of manufacturing jute needle-punched nonwovens not only produces the diversified products from jute but also creates the value addition. Jute needle-punched nonwoven products offer cost effective and market oriented diversification for jute. However, more extensive research, intensive production and marketing expertise have to be built into the jute sector to make jute needle-punched nonwovens a commercial success for jute diversification. Needle-punched nonwoven fabric form jute fiber can be manufactured by repeated penetration of a set of barbed needles on the web to convert the web in to coherent fabric structure by mechanical entanglement. But there are certain precautions in web manufacturing steps which are different from cotton fiber. At first jute fibers are extracted by removing root and tip portion then a softening treatment is necessary. The softening treatment is done by spraying emulsion of any commercial grade hydrocarbon based mineral oil. The emulsion should contain 1.5% oil and sprayed at 35% weight of jute fiber. After softening the fibers are kept in bin for conditioning. Then well softened and conditioned jute fibers are fed to Dilo nonwoven plant comprising a card, a camel back cross-lapper and needle loom[4].
3. Physical Properties of Jute Needle-punched Nonwoven
- Density and thickness play important role for different potential applications. Ultimately these two characteristics govern many functional properties of nonwovens such as thermal and noise insulation, water absorbency, resiliency, compressibility etc. So, we should have knowledge of the process parameters which may influence density and thickness of nonwovens. Study has been conducted to find out influential process parameters which governs density of needle-punched nonwoven[9]. The contour diagrams (Figs. 1a – 1c) show the effect of punch density, depth of needle penetration and oil per cent on bulk density of needle-punched nonwoven. When batching oil is not applied (Fig. 1a), with the increase in punch density, the bulk density decreases continuously at low depth of needle penetration. But at high depth of needle penetration, bulk density initially increases and then decreases. With the increase in depth of needle penetration, bulk density decreases for low range of punch density, but increases at high punch density. Application of oil per cent has very little effect on bulk density for a given punch density of fabric. For a fixed oil percentage, bulk density increases with the increase in punch density initially and then decreases(Fig. 1b). For a given depth of needle penetration, bulk density increases with the increase in per cent oil applied and for a given oil per cent, it decreases with the increase in depth of needle penetration (Fig. 1c).
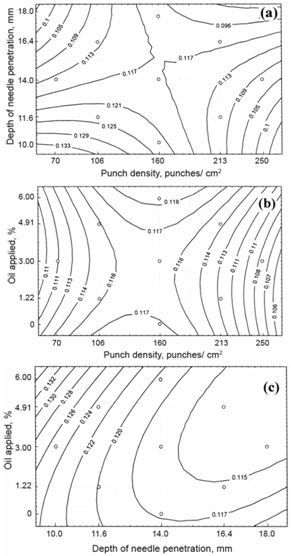 | Figure 1. Effect of parameters on bulk density of fabric (a) without oil, (b) with 14 mm depth of needle penetration, and (c) with 160 punches/cm[9] |
4. Mechanical Properties of Jute Needle-punched Nonwoven
- Different needle-punched nonwoven fabric properties, such as tensile strength, bursting strength, compressibility, bending modulus, air permeability, etc have great importance in different fields of application. Most often the isotropic properties of nonwoven material are a must for technical applications. There is a good scope to improve the quality of carded web which would help produce isotropic nonwoven fabrics. More over the required characteristic for a specific application can be achieved by alterations in the fiber composition, the needling process parameters etc. which have been discussed here[2,10].
4.1. Tensile Property
- The stress-strain characteristics of jute needle-punched fabric at maximum stress-failure reported as shown in Fig. 2. In the cross-laid nonwoven majority of fibers is oriented in an angle with cross direction of fabric. Hence, for the tensile test in cross direction of fabric, the fibers can easily be reoriented much closer to the test direction (in the direction of application of load during tensile testing); but if the testing is carried out in machine direction the majority of fibers cannot be oriented in the test direction. Hence, the contribution of fibers towards the load bearing is much higher in the testing of cross direction than in machine direction. The stress development during extension is always higher in cross direction than in machine direction. Moreover, the rupture of fabric in the cross direction shows higher step breaks which is the evidence of breakage of taut fibers and subsequent increase in stress due to other fibers. The same fabric in wet condition shows improved tensile properties due to increased cohesion between the fibers and more compact structure in swelling and shrinkage[11].
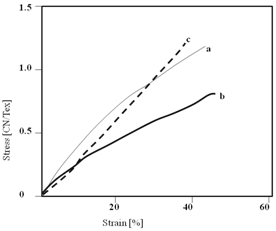 | Figure 2. Stress-Strain Characteristics of jute needle-punched nonwoven[a–cross direction, b–machine direction, c–wet fabric in cross direction[11] |
4.2. Bursting Strength
- The effects of various factors on the bursting strength of jute needle-punched nonwoven were studied.It was observed that bursting strength of fabric increases with the increase in fabric weight, needle punch density and depth of needle penetration, but beyond some optimum punch density and depth of needle penetration bursting strength of fabric shows a declining trend[12-15].
4.3. Bending Rigidity
- Bending modulus of fabric increases with the increase in fabric weight, whereas fabric-bending modulus after attaining a maximum value starts declining with the increase in punch density and depth of needle penetration[13]. Another study on bending rigidity of jute/viscose blended needle-punched nonwoven using statistical experimental designing technique has been reported. This study also says that bending modulus of fabric increased with the increase in fabric weight. But as the proportion of viscose fiber was increased in the blend proportion, the bending modulus decreased[16].
4.4. Thermal Insulation
- Jute fiber is a good insulator of heat. Pure jute-nonwoven and various blends of jute-nonwovens were assessed for thermal insulation property. Blending of woollenised jute improved the thermal insulation property when it was used with pineapple leaf and ramie fiber in blends. Needle-punched nonwovens made of woollenised jute and wool blend showed better thermal insulation than those made of woollenised jute and polypropylene or woollenised jute and acrylic blend Needle-punched nonwoven from jute caddies can also be used as thermal insulator[17-18].In another study[19] the effect of fabric weight and needling density on thermal resistance at jute-polypropylene blend needle-punched nonwoven was examined by employing experimental design. It was reported that the thermal resistance increased with the increase in fabric weight. With the increase in fabric weight thermal resistance increases more prominently at lower needling density, but its effect is negligible at higher needling density. With the increase in fabric weight, the number of fibers unit area of the fabric increases. This causes increases in fabric thickness and also amount of pores in fabric structure, causing increase in thermal resistance. However, with the increase in needling density, thermal resistance decreases because the fabric structure tends towards higher degree of consolidation and hence reduces amount of pores in the structure.
4.5. Air Permeability
- Some studies have been reported on air permeability of jute needle-punched nonwovens. It was reported that with the increase in fabric weight, punch density, and depth of penetration, air permeability of the fabric is first reduced due to better consolidation of fibers in the fabric and then shows an upward trend due to channel or near-hole formation in the fabric[12]. Air permeability of nonwoven fabric made from woollenised jute and its blends was reported much lower compared to the fabrics made from jute and its blends. As punch density increases air permeability of jute-nonwoven made out of woollenised jute and its blends decreases. But air permeability of fabrics made from jute and its blends having low polypropylene content increased with the increase in punch density. As the polypropylene content was increased the trend was reversed. With the increase in needle penetration and jute fiber cut length, the air permeability was decreased[6, 18]. The effect of fabric weight and punched density on air permeability is shown in contour diagram in Fig. 3[6].The air permeability decreases prominently with the increase in fabric weight at all levels of jute contents. With the increase in needling density the air permeability decreases at higher fabric but its influence is negligible at lower level of fabric weight.
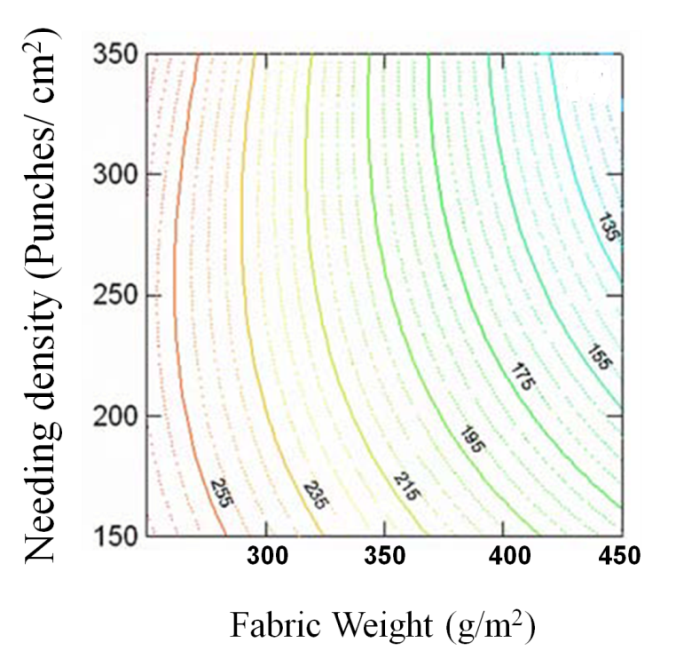 | Figure 3. Effect of fabric weight and needling density on air permeability [6] |
4.6. Compressibility
- Needling density, depth of needle penetration and fabric area density are found three most important parameters which affect compression behavior of jute needle-punched nonwoven.[5, 13, 20]. The compressibility of fabric in terms of thickness loss is initially reduced with the increase in fabric weight, punch density, and depth of penetration, and after attaining a minimum value it starts increasing if the increase in these variables is continued further[20]. The compression behavior of jute/polypropylene blend needle punched nonwoven showed increase of thickness with increase of fabric weight as shown in Fig. 4[5]. This study also said that fabric thickness reduced with the increase in the needing density and the percentage compression resilience of the fabric increases with the increase in polypropylene content in the blend.
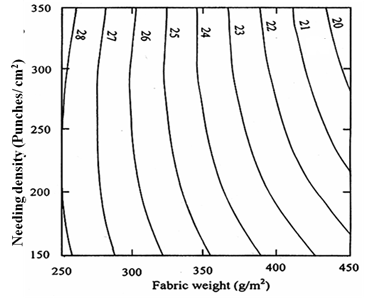 | Figure 4. Effect of fabric weight and needle density on thickness[5] |
4.7. Water Absorbency
- Wettability of jute fiber is good among all the long vegetable fibers. The porous nonwoven structure is expected to improve the water holding capacity of the fabric. A study[9] reported that for a particular depth of needle penetration or for particular oil percentage, with the increase in punch density extrinsic rate of sorption increases initially and then decreases. Initial increase of rate of sorption is due to better entanglement of fiber but afterwards when fiber breaks the rate decreases. For a particular punch density and depth of needle penetration, or with the increase in depth of needle penetration, the increase in oil percent will increase the extrinsic rate of absorption. The increase of oil percentage ensures the less breakage of fibers which ultimately resulted low bulk density and high rate of absorption.Fig. 5 shows the relationship between bulk density and Extrinsic Sorption Capacity. The result showed a good positive correlation (R2= 0.84) between them. Therefore, the capacity of water absorption depends on its bulk density, i.e. if bulk density increases the Extrinsic Sorption Capacity decreases.
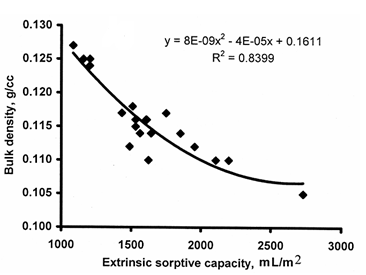 | Figure 5. Correlation between bulk density and extrinsic sorptive capacity [9] |
4.8. Acoustic Insulation
- Jute needle-punched nonwovens exhibit superior sound insulation characteristics. The studies[13,21-23, 31 ] reported that there is significant sound transmission loss when sound energy passes through the jute needle-punched nonwoven. Punch density, depth of needle penetration and mass per unit area of needle- punched nonwoven significantly affect the sound transmission loss when the nonwoven acts as sound barrier. Fig. 6 and Fig. 7 show the effect of depth of needle penetration on sound transmission loss with respect to punch density and area density respectively. With the increase in needle penetration, sound loss increases initially and after achieving the maximum it decreases. Increase in needle penetration means more number of barbs penetrates into the web, resulting in more fiber orientation in the vertical position. This may create bigger hole due to side-wise shifting of web and more compact structure, thus forming a denser fabric. This is the reason for increase in sound loss with the increase in needle penetration. When the penetration is very high it may create fiber breakage This is very much prone in jute like non-extensible fiber, which, in turn, increases the bulk and deteriorates the structure. Hence, sound loss decreases with high penetration.
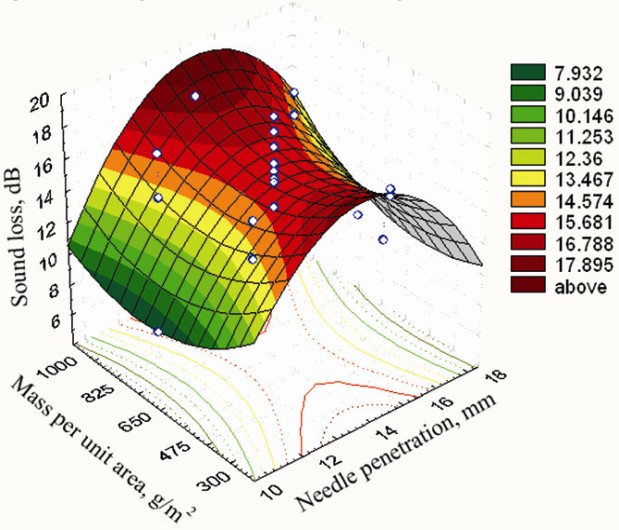 | Figure 6. Effect of needle penetration and area density on sound loss[22] |
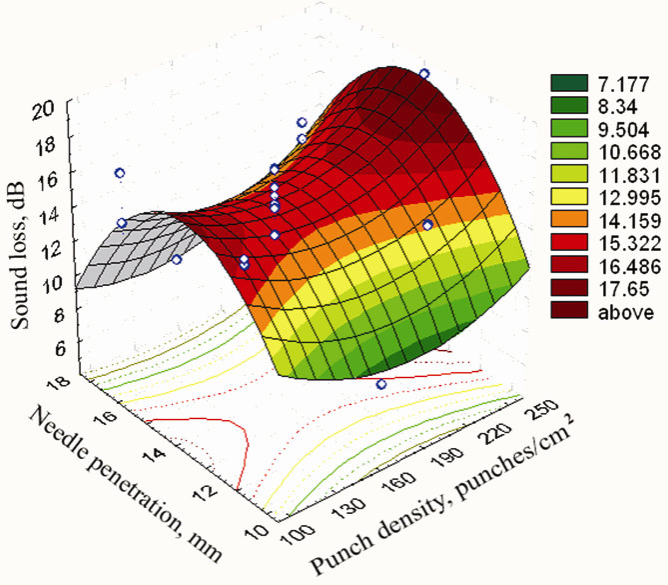 | Figure 7. Effect of punch density and needle penetration on sound loss[22] |
5. Applications of Jute-nonwovens
- The new non-woven technologies that have been developed during these days enable the production of useful and novel materials in shorter and considerably faster rates than those attainable with conventional methods. Furthermore, non-woven techniques impart into the final product superior specific properties which cannot be obtained by weaving or knitting. Owing to their specific properties, lower costs of manufacture, nonwovens opened up new markets in numerous household, industrial and technical end-use applications. Jute non-woven products are being used in various applications as shown in Table 1.
5.1. Floor Covering
- Needle punched jute/jute blended needle-punched nonwoven fabric can be successfully used in the area of floor covering and carpets[30]. Jute blended needle-punched nonwovens employing sandwich blending technique combine both the aesthetic and the functional properties required in such materials and are substantially cheaper than woolen materials which is the main advantage though performance-wise jute products are slightly inferior to woolen products. In such cases, woven sacking or hessian fabric is used at the backside for reinforcement and coarse denier polypropylene/ acrylic fiber is used on top for aesthetic appeal and smooth appearance, keeping thick layer of jute fiber in between for resiliency.
5.2. Thermal Insulation Medium
- Jute needle-punched nonwoven can be used as thermal insulation medium effectively. Thick and porous jute needle-punched nonwoven contains evenly dispersed void or air, which are responsible for thermal insulation. Moreover, the thermal conductivity of jute itself is very poor. Use of woollenised jute improves this property due to increase in bulk. In addition to industrial uses in can be used as the filler of warm garment like jackets[19].
5.3. Acoustic Insulation
- Decorated jute needle-punched nonwoven or sandwich blended synthetic and jute needle-punched nonwoven can be used as sound absorbent medium successfully. The porous surface and resiliency in the needle-punched nonwoven products are responsible for the sound absorbency. It can be used as wrapper of sound source or it can be used in the wall to reduce the reverberations. Floor coverings using natural fibers (kenaf, jute, waste cotton, and flax) in blends with polypropylene and polyester were developed as carded needle-punched nonwoven for acoustic absorption in car interiors.[21-23, 31].
5.4. Geotextiles
- Now-a-days, properly designed jute needle-punched nonwovens are used in erosion control in highway embankment and cut slops, river bank protection, ground separation functions, filtration in road, reinforcement applications in temporary unpaved roads etc.[24-28]. As the eco friendly fiber, jute has a great compatibility with soil and jute needle-punched nonwoven degrades after few months helping in soil stabilization, cake formation, and vegetation to soil to grow plants. Presently, application of jute synthetic blended fabrics may produce a long-term effect in geotextiles.
5.5. Water Proofing
- It is used for water proofing and geotechnical applications. It was found that jute: jute caddies (unspinable jute fiber) in 1:1 proportion suitable for water proofing treatments[8].
5.6. Filter Media
- Proper designing of jute needle-punched nonwoven can be used as filter media. Such needle-punched nonwovens are suitable for coarse and medium filtration application and suitable for textile, tobacco dust, wood flour, paper shreds etc[6].
5.7. Substrate of Composite
- Needle-punched nonwoven may be a successful reinforcing agent for the jute-based composites. Table top, Chair, Wash basin, Tool box, Signal casing, Serving tray, Rain pipe, Corrugated sheet, Fan blade, Speaker box, Country boat have been successfully made from jute needle-punched nonwoven based composite products Jute based needled fabric can be used in decoration, furnishing, bags, soft luggage, Apron, hat, gloves, file cover, handicraft items etc[28-29].
5.8. Applications in Automobiles
- Jute-nonwovens are recently used extensively in automotive industries[3, 22-23, 31]. The main reasons influencing the steady growth of use of jute-nonwovens in this sector are as following.• Comparative weight reduction of 10–30% in comparable parts.• Good mechanical properties.• The possibility of forming composites in a single machine passage.• Relatively good impact performance, with high stability and minimal splintering.• No health hazard during handling.• No emissions of toxic fumes when subject to heat.• Sustainable and renewable raw material resource.• Superior environmental balance during material and energetic use.• Recycling possibilities.• Relative cost advantages.Now jute-nonwovens and its composites are used in making of door liners, boot liners parcel shelves etc. Floor carpets and interior decorations are also made of these products.
6. Conclusions
- Nonwovens from jute fibers can be manufactured from different techniques such as stitch-bonding, thermal bonding, needle punching, adhesive bonding, hydro entanglement etc. Among them needle-punched nonwoven technology is considered to be a forward technology very much suited to the jute industry. Jute nonwovens have superior mechanical properties and functional properties. Lots of research and development are going on jute made nonwovens for diversified applications and there is also lot scope of further improvement. Jute nonwovens are used nowadays in almost all sectors of technical textile such as home textiles, geotextile, agricultural textile, filter media, clothing, automobiles, industrial textiles etc due to its superior mechanical and functional properties, ease of availability, ease of processability, environmental compatibility, recyclability and biodegradability.
References
| [1] | Kozlowski R, Manys S, The Textile Institute, Textile Industry: Winning Strategies for the New Millennium, World Conference, (1999): 10–13. |
| [2] | Ganguly K P, Samajpati A S, Conference Proceedings, Technology Today-Transfer Tomorrow, Calcutta, 2nd February, (1996). |
| [3] | Ellison C G, McNaught R, Reference NF0309, The supervisory contribution of EP Eddleston, Director, The Textile Consultancy Ltd., London, (2000). |
| [4] | Anonymous, Annual Report, , National Institute of Research of Jute and Allied Fiber Technology, 12 Regent Park, Kolkata, India , (2006). |
| [5] | Debnath S, Madhusoothanan M, Indian J. Fibre Text. Res.; (2007)32: 427-433. |
| [6] | Subramanium V, Mathusoothanan M, Debnath R C, Text. Res. J.; (1988) 57: 677. |
| [7] | Debnath R C, The Indian Textile Journal; (1978) 89:149. |
| [8] | Debnath R C, The Indian Textile Journal; (1983) 93: 149. |
| [9] | Sengupta S, Indian J. Fibre Text. Res.; ( 2009) 34: 345. |
| [10] | Sengupta K A, Sinha K A, Debnath R C, Indian J. Text Res.; (1985) 10: 141. |
| [11] | Sengupta S, Majumdar K P, Ray P, Indian J. Fibre Text. Res.; (2008) 33: 139. |
| [12] | Roy N A, Ray P, Manmade Textiles in India; (2005) 48: 435. |
| [13] | Roy N A, Ray P, Journal of Natural Fibers, (2009) 6: 221. |
| [14] | Roy N A, Ray P, Journal of Natural Fibers; (2009) 6: 303. |
| [15] | Ovidiu I C B S, Doctoral thesis, Technical University “Gh. Asachi”, Iasi, Romania, (2004). |
| [16] | Debnath S, Madhusoothanan M, Manmade Textiles in India, (2000) 43: 305. |
| [17] | Geopaul N, and Mukhopadhyay M, Indian J. Fibre Text. Res.; (1977) 2: 88. |
| [18] | Sengupta S, Samajpati S, and Ganguly K P, Indian J. Fibre Text. Res.; (1999) 24: 103. |
| [19] | Debnath S, Madhusoothanan M, Indian J. Fibre Text. Res.; (2011) 36: 122. |
| [20] | Sengupta S, Majumdar K P, Ray P, Asian Textile Journal; (2005) 14: 69. |
| [21] | Sengupta S, Indian J. Fibre Text. Res.; (2010) 35: 237. |
| [22] | Sengupta S, Indian J. Fibre Text. Res.; (2010.) 35: 293. |
| [23] | Systems V D, Parikh C, Y, Sun L, Textile Research Journal; (2011) 76: 813. |
| [24] | Pandey N S, Samajpati S, Ganguly K P, Paper presented at the seminar on National Conference on Jute and Allied Fibres, JTRL, Calcutta, (1989). |
| [25] | Samajpati S, Mitra C B, Ganguly K P, Sengupta S, Annual report of NIRJAFT (ICAR), Kolkata, India, (1998). |
| [26] | Majumdar K A, Bhattacharyya K S, Saha C S, and Goswami K, Proceedings, National Seminar on Production and Characterization of Natural and Manmade Fibres, Central Institute of Research on Cotton Technology and Indian Fibre Society, Mumbai, India, (1999). |
| [27] | Majumdar K A, Day A, Ghosh K S, Saha C S, Bhattacharyya K S, Paper presented at National Seminar on Recent Advances in Natural Fibre Research. Central Research Institute of Jute and Allied Fibre, West Bengal, India, (2001). |
| [28] | Sengupta S, Chattopadhyay N S, Samajpati S, Day A, Indian J. Fibre Text. Res,; (2008) 33: 37. |
| [29] | Sengupta S, Chattopadhyay N S, Samajpati S, Day A, Bhattacharyya K S, Asian Textile Journal; (2005) 14: 70, |
| [30] | Sengupta K A, Sinha K A, Debnath R C, Indian J Text Res.; (1985) 10: 91. |
| [31] | Thilagavathi G. Pradeep E, Kannaian T,. Sasikala L, Journal of Industrial Textiles; (2010) 39: 267 |