-
Paper Information
- Next Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Mechanics and Applications
p-ISSN: 2165-9281 e-ISSN: 2165-9303
2012; 2(3): 24-28
doi: 10.5923/j.mechanics.20120203.01
Influence of Pin Profile on Quality of Friction Stir Lap Welds in Carbon Fiber Reinforced Polypropylene Composite
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-Text HTML
Full-Text HTMLH. Ahmadi 1, N.B.Mostafa Arab 1, F.Ashenai Ghasemi 1, R.Eslami Farsani 2
1Faculty of Mechanical Engineering, Shahid Rajaee Teacher Training University, Tehran, Iran
2Faculty of Mechanical Engineering, K. N. Toosi University of Technology, Tehran, Iran
Correspondence to: H. Ahmadi , Faculty of Mechanical Engineering, Shahid Rajaee Teacher Training University, Tehran, Iran.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
In recent years, interest on friction stir welding has grown more since such a joining technique allows welding of light weight alloys like aluminum and its alloys which are difficult to weld or even unweldable with the traditional fusion welding processes. This process can also be one of the joining processes considered for welding polymer matrix composites such as polypropylene composites which find a number of applications in different industries. This paper presents the effect of tool pin profile on surface appearance and tensile shear strength of friction stir lap welds in carbon fiber reinforced polypropylene composites with 4 mm thickness. Four high speed steel tools with different pinprofiles of threaded cylindrical, threaded cylindrical-conical, simple cylindrical-conical and threaded conical were employed for this study. Using these tools, lap welds were made under similar conditions of tool rotational speed, welding speed and tilt angle. Specimens were prepared for tensile shear testing. The tensile shear test results showed that the threaded cylindrical-conical tool produced a weld with better surface appearance and higher tensile shear strength.
Keywords: Friction Stir Welding, Polypropylene Composite, Carbon Fiber, Tensile Shear Strength, Pin Profile
Article Outline
1. Introduction
- Fiber reinforced thermoplastic composites have beenintroduced as structural materials for high performanceapplications because of their many advantages such as improved toughness, good mechanical properties, lowdensity, resistance to chemical reaction, recyclability, high temperature strength and infinite shelf life. The mostimportant advantage of thermoplastic composites may lie in their potential for rapid and low price production[1]. In recent years, usage of thermoplastic olefins such aspolypropylene (PP) has increased[2]. The surfaceproperties of thermoplastic composites are conspicuously improved with the addition of reinforcing fillers to the bulk of the material[3]. The common types of reinforcingmaterials for thermoplastic composites are carbon fibre (CF) and glass fibre (GF). In order to create large / complex structures made of thermoplastic composites several, simple components must be joined together. Friction stir welding (FSW) may be one of the options to joint the thermoplastic composites.FSW patented in 1991 in the Welding Institute (TWI) of the United Kingdom is a type of solid state welding in which conversion of mechanical energy into thermal energy is used to join materials. In FSW, the joining takes place through the movement of a rotating shouldered tool with profiled pin plunged into the joint line between two pieces of sheet or plate material. When the rotating tool moves along the weld line, the material is heated up by friction produced between the shoulder of the tool and the surface of the work piece to be welded[4]. The strength of the material of the interface between the rotating tool and work piece falls below the applied shear stress as the temperature rises, so that plasticized material is extruded from the leading side to the trailing side of the tool. The tool is then steadily moved along the joint line giving a continuous weld[5]. Figure 1 schematically shows FSW process of lap joints.
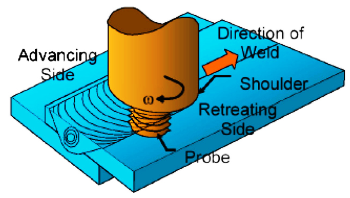 | Figure 1. Schematic of the friction stir lap welding process [6] |
2. Experimental Details
2.1. Materials
- Plates of PP composite with 20% CF were used as the parent material in this investigation. The plates to be lap welded were of 101mm×50mm×4mm size. A verticalmilling machine was employed to provide rotational speed, welding speed and tilt angle. Four tools of high speed steel (HSS) were used for lap welding of the pieces. A clamping fixture as shown in Figure 2 was used in order to fix the specimens to be welded on the milling machine, so that they would not separate during welding process.
 | Figure 2. Clamping fixture used in experiment |
|
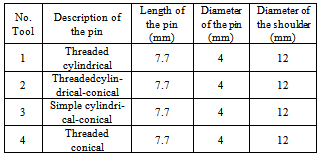
 | Figure 3. FSW tools with different pins and shoulders |
2.2. Tensile Shear Strength Test Specimen Preparation
- The tensile shear strength test specimens whosedimensions are given in Figure 4 were prepared according to ASTM D5868[15] from the middle of the welded plates to eliminate the start and end effects of the welding process.
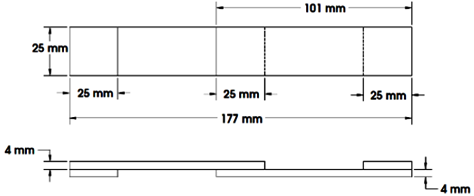 | Figure 4. Tensile shear strength test specimen [15] |
 | Figure 5. specimen during tensile shear strength testing |
3. Results and Discussion
3.1. Effect of Tool Pin Profile on Surface Appearance
- The shoulder diameter, the pin length and diameter are geometric features of the tool which affect the amount of heat generated and material flow during welding[16-18]. After contacting the work piece, the shoulder creates friction and causes heat generation which consequentlyresults in weld width. The more the heat created by the shoulder, the material flow will occur more and easier, however, this heat should not exceed a certain limit because in that case; partial melting occurs and the material sticking to the tool surface results in low weld quality. If the length of the pin is short for the thickness of the two plates, the second piece which is under the first one will not be welded well, therefore, lack of penetration defect will occur. Although the shoulder has the main role of creating heat, the pin to a lesser degree also plays a role in creating heat[16-18]. Therefore, shortness of the pin because of decrease in contact surface with the lower piece results in decrease of the created heat in the lower piece. Compensating the shortness of the pin through pushing the tool more in the work piece causes pressure increase which forces the materials out of themolten pool, therefore, flash defect forms. Figure 6 shows such a defect. As a result, the pin length should be chosen accurately. To do so, it is better to choose the pin length 0.2 mm to 0.3 mm shorter than the sum of the thickness of the two pieces[19].
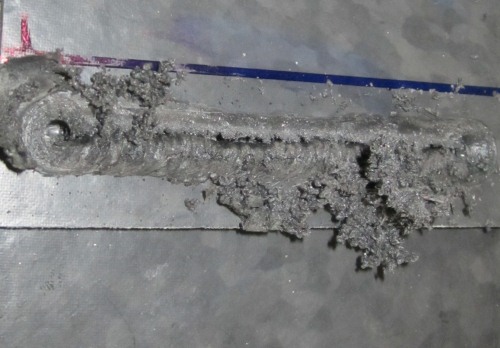 | Figure 6. Formation of flash defect while welding |
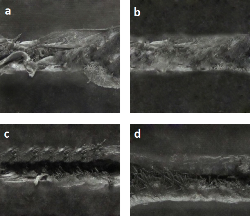 | Figure 7. Effect of tool pin profile on weld surface appearance, a: tool 1, b: tool 2, c: tool 3, d: tool 4 |
3.2. Effect of Tool Pin Profile on Tensile Shear Strength
- Figure 8 shows the results of tensile shear strength tests. According to these results, it can be observed that tensile shear strength of the weld from tool number 2 is higher than all other tools and is about 5.70 MPa. As said in the previous section, weld surface appearance achieved from tool number 2 is higher than all other tools and it can be another reason for higher tensile shear strength with tool number 2. The tensile shear strength from tool number 3 is lower than other tools and ( 3.84 MPa ) and this is because the materialturbulence on the weld pool using tool number 3 is lower compared to other tools and therefore lesser friction and heat As seen in Figure 7-c, porosity and voids created on the weld surface can be the reason for lowertensile shear strength with tool number 3.
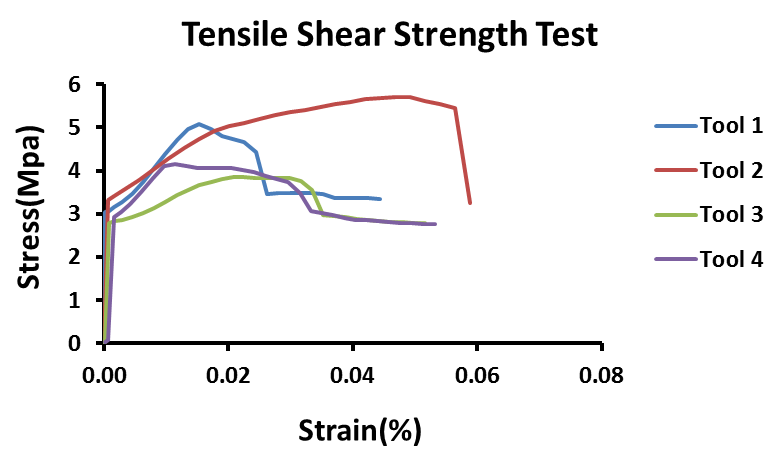 | Figure 8. Results of tensile shear strength test |
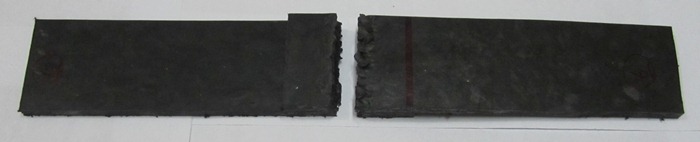 | Figure 9. The tensile shear strength test fractured specimen |
4. Conclusions
- In the present study, four different tools for FSW of PP composites with 20% CF were used in order to investigate the effect of tool pin profile on weld appearance and tensile shear strength. Results showed that tool pin profile plays a significant role in creating friction, heat and material flow in FSW. By keeping constant parameters such as rotational speed, welding speed and tilt angle, it was observed that the tool pin profile has a significant effect on the surfaceappearance and weld strength.It was observed that tool number 2 produced a weld without any surface porosityand voids with better tensile shear strength in comparison to other tools. Therefore, tool number 2 is considered to beappropriate for friction stir lap welding of PP composites with 20% CF because it creates both better weld surface appearance and tensile shear strength.