-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2021; 11(2): 37-47
doi:10.5923/j.materials.20211102.01
Received: Aug. 21, 2021; Accepted: Sep. 8, 2021; Published: Sep. 15, 2021

Prediction of Effects of Process Parameters to Study the Microstructure of TIG Welded Mild Steel Sheet by Using Taguchi Method
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLJavid Ahmed, Muneer Shaik, Md. Musthak
Department of Mechanical Engineering, Deccan College of Engineering and Technology, Hyderabad, India
Correspondence to: Md. Musthak, Department of Mechanical Engineering, Deccan College of Engineering and Technology, Hyderabad, India.
| Email: |  |
Copyright © 2021 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Welding is a permanent joining process used to join different materials like metals, alloys or plastics, together at their contacting surfaces by application of heat and pressure. During welding, the work-pieces to be joined are melted at the interface and after solidification a permanent joint can be achieved. Sometimes a filler material is added to form a weld pool of molten material which after solidification gives a strong bond between the materials. Weld-ability of a material depends on different factors like the metallurgical changes that occur during welding, changes in hardness in weld zone due to rapid solidification, extent of oxidation due to reaction of materials with atmospheric oxygen and tendency of crack formation in the joint position. A design of experiments based on Taguchi technique has been used to attain the data. An L9 Orthogonal array was applied to investigate the characteristics of welding joint and optimize the parameters. In present research Radiographic test and Liquid penetration test were considered to find out effect of welding parameters like welding current, Gas Flow Rate and Filler Rod on flaws generated during welding. And work response graphs are considered for the study of influence of welding parameters on Porosity, Nodularity and Grain Size.
Keywords: TIG Welding, Radiographic Test, Liquid Penetration Test, Microstructure, Porosity, Nodularity, Grain Size
Cite this paper: Javid Ahmed, Muneer Shaik, Md. Musthak, Prediction of Effects of Process Parameters to Study the Microstructure of TIG Welded Mild Steel Sheet by Using Taguchi Method, American Journal of Materials Science, Vol. 11 No. 2, 2021, pp. 37-47. doi: 10.5923/j.materials.20211102.01.
Article Outline
1. Introduction
- TIG welding is an arc welding process that uses a non-consumable tungsten electrode to produce the weld. The weld area is protected from atmosphere by an inert shielding gas (argon or helium), and a filler metal is normally used [11]. The power is supplied from the power source (rectifier), through a hand-piece or welding torch and is delivered to a tungsten electrode which is fitted into the hand piece. The tungsten electrode and the welding zone are protected from the surrounding air by inert gas. The electric arc can produce temperatures of up to 20,000°C and this heat can be focused to melt and join two different part of material. The weld pool can be used to join the base metal with or without filler material. Schematic diagram of TIG welding is shown in fig. 1 [12].
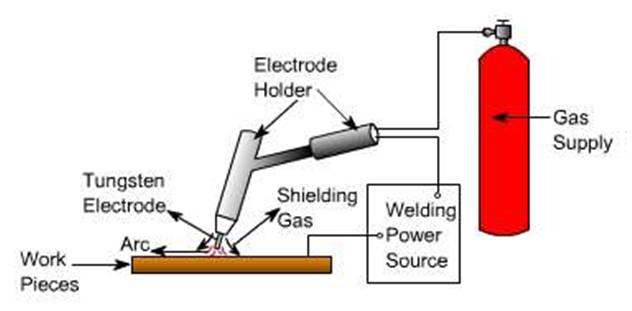 | Figure 1. Schematic Diagram of TIG Welding System |
2. Literature Review
- Kohyama et al. [1] studied he Microstructural changes in welded joints of 316 SS by dual-ion irradiation was analyzed in this study. They welded the specimens at three different parameters Current, Voltage, Flow Rate. The mechanical and corrosion property changes in welded joints under fusion environment should be very carefully evaluated. Ahmet Durgutlu [2] studied the experimental investigation of the effect of hydrogen in argon as a shielding gas on TIG welding of Stainless Steel material by changing the parameters of Shielding gas. And it can be observed that increasing hydrogen content in the shielding gas reduces the mechanical properties. P. Liu et al. [3] worked on microstructure characteristics in TIG welded joint of Mg/Al dissimilar materials with parameters of welding velocity, wire feed velocity. The structure close to the weld metal is columnar crystals, which grow into the weld metal. The Mg substrate close to the fusion zone was largely affected by the welding thermal cycle, and the crystals were small. The weld metal was mainly composed of dendrite crystal. M. Ahmad et al. [4] Analyzed the microstructure and characterization of phases in TIG welded joints of Zircaloy-4 and Stainless Steel. Input process parameter range of voltage, current and Gas flow rate using the X-ray diffraction (XRD) technique. B.Y. Kang et al. [5] study the effect of alternate supply of shielding gases in austenite stainless steel Welding on the material of Stainless Steel 304 by applying the both Conventional and Alternate method. The input parameters considered are Shielding gas, welding ampere and welding voltage.S. P. Gadewar et al. [6] analyzed of the experimental investigations of weld characteristics for a single pass tig welding with SS304 with input parameters of Welding current (15-180 Amp), Shielding Gas Flow (1-18 LPM), Work Piece thickness (1-3mm) and applied the Regression analysis technique. Rui-Hua Zhang et al. [7] study of the mechanism of penetration increase in A-TIG welding used the stainless steel materials plate with input parameters which are flux- Al2O3, Fe2 O3, SiO2, Cr2O3, TiO2, MnO, and B2O3 to find the result of penetration simulation by the PHOENICS software. C. Balaji et al. [8] has studied on evaluation of mechanical properties of SS 316 L weldments using tungsten inert gas welding with stainless steel 316 L rod specimen which have dimensions of 25 mm diameter and 75 mm length and changed the input parameters range which are current (90,100,110 amp) bevel angle (60, 70, 800) gas volume (1.1, 0.9, 0.7 lpm) uses the Taguchi L-9 orthogonal array technique and they found the results. Dheeraj Singh et al. [9] studied on parametric optimization of TIG process parameters using Taguchi and Grey Taguchi analysis. They used the Stainless Steel 304 grade plate with the process parameters Current (40-85A), Gas flow rate (5-20 lit./ min), Welding speed (8-14m/min) and Gun angle (500 -800). And they applied the Taguchi method L16 orthogonal array for optimization the result. Cheng-HsienKuo et al. [10] studied on the effect of activated TIG flux on performance of dissimilar welds between mild steel and stainless steel and they used the dissimilar plate with the process parameters which are different flux CaO, Fe2O3, Cr2O3, and SiO2. TIG welding with SiO2 powder can increase weld depth-to-width ratio, which indicates a high degree of energy concentration during welding process, and tends to reduce angular distortion of the weldment. Furthermore, the defects susceptibility of the welds can also be reduced.Sharma et al. [13] used the TM and PROMETHEE (which widely used MCDM tool) technique to obtain an optimal setting of process parameters for single and multi-optimization resulting in an optimal value of the material removal rate and tool wear rate. Kumar and Mondal [14] compared the results of experimental data on the electric discharge machining of AISI M2 steel by different optimization techniques such as TM, TOPSIS and gray relational analysis (GRA). Viswanathan et al. [15] aimed to investigate the effective factors in turning of magnesium alloy with physical vapor deposition coated carbide insert in dry conditions. To identify the optimal parameters setting, a combination of principal component analysis (PCA) and GRA has been conducted. Liu et al. [16] and, Land and Yeh [17] used both TM and ANSYS which widely used numerical simulation software in order to optimize and design injection molded products. Asafa et al. [18] presented integration of TM and artificial neural network (ANN) technique for the prediction of intrinsic stresses induced during plasma enhanced chemical vapor deposition of hydrogenated amorphous silicon thin films.From the literature review, it is found that welding of thin plated mild steel is a big challenge by TIG welding process. Again repeatability of welding depends on its control on welding processing parameters. In this work to perform welding of 3 mm MS plate, an automated TIG welding setup was made. Welding of the MS plate was done by changing the welding current, gas flow rate and diameter of filler rod to get a high strength joint. Effect of welding current, gas flow rate and diameter of filler rod were considered for radiographic test and liquid penetration test of weld joint, macrostructure of the heat affected zone and weld joint was analyzed.
3. Methodology
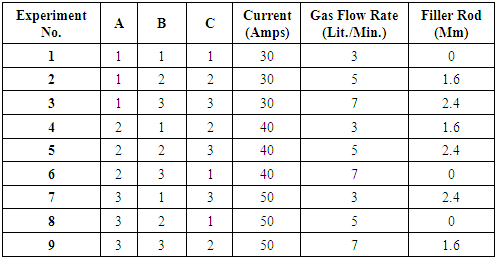
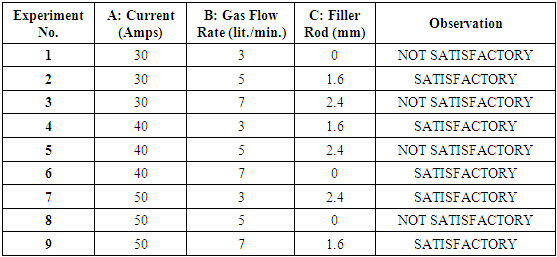
- Dr. Genichi Taguchi, a Japanese engineer has developed a method based on orthogonal arrays (OA). In this method quality is measured by the deviation of a characteristic from its target value. A loss function is developed from this deviation. Uncontrollable factors which are also known as noise cause such deviation and result into loss [19]. Taguchi method seeks to minimize the noise because the elimination of noise factor is impractical. This method provides much reduced variance for the experiment with optimum setting of process control parameters. So Taguchi philosophy is based on integration of design of experiments (DOE) with parametric optimization of processes to get the desired results [20]. Parameter design: Taguchi defines a performance measure known as the signal to noise ratio(S/N).The target of the parameter design is to find the optimal setting of the product and the process parameters so that the performance variability is minimized. Selection of parameters is done to maximize the S/N ratio [20]. Signal represents the square of the mean value of the quality characteristic while noise is the measure of the variability of the characteristics. Wang et al. 2011 [21] in his paper investigated the effect of welding current on the microstructure of the material. Table 1 shows the three welding process parameters with three levels hence the taguchi design is of L9 Array. In present study the parameters considered as Current, Gas flow rate and Filler rod diameter. Every parameter is considered with three levels (level 1, level 2 and level 3). The typical L9 orthogonal array is having 9 experiments and its input parameters are as shown in the table 2.
|

|
 | Figure 2. Welded pieces after allowing for the input parameters for welding from table 2 |
 | Figure 3. X-Ray Generator |
 | Figure 4. Liquid Penetration Testing |
|
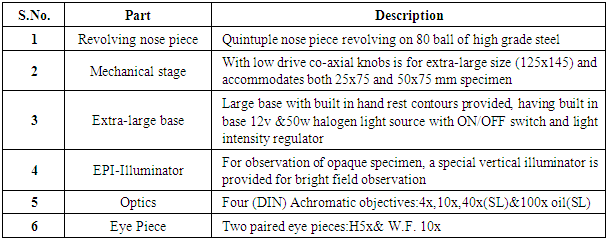
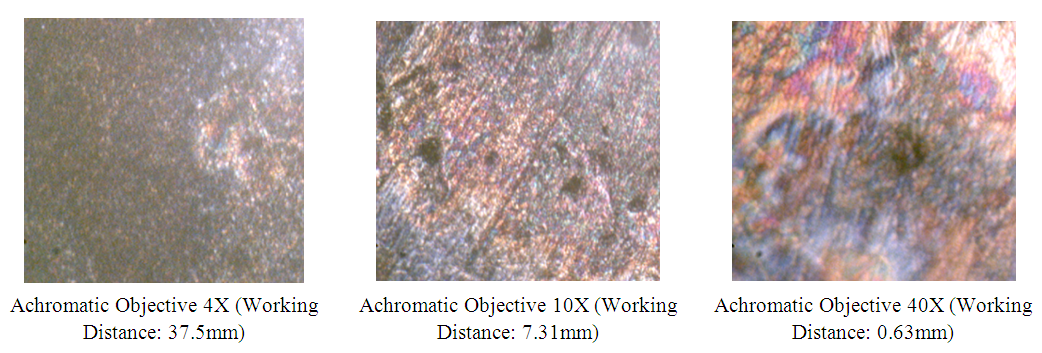
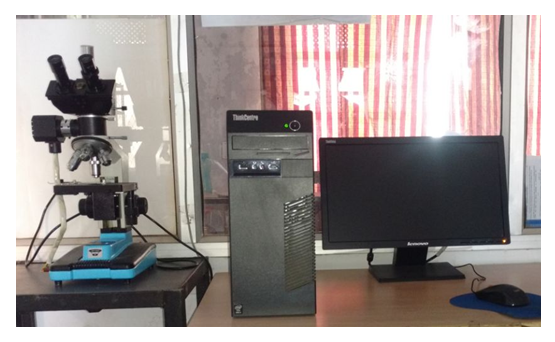 | Figure 5. Trinocular microscope Vision Plus-5000 setup |
4. Results and Discussions
- Liquid Penetration Test: In the liquid penetrant test, the test is done for MS TIG welded plates with minimum thickness of 3mm after welding at room temperature weld and HAZ areas, defect indications were found in the jobs. The crater crack, transverse crack, longitudinal crack, surface porosity, weld undercut, and surface lack of fusion in weld seam and heat affected zone were observed by using liquid penetrant test. Hence the observations of Liquid Penetration test are as noted in table 4. From the results it may observed that current with 30 Amps is satisfactory upto 33% only where as current with 40 Amps and 50 Amps are satisfactory upto 66%. Gas flow rate with 3 lit./min and 7 lit./min are satisfactory upto 66% where as Gas flow rate with 5 lit./min is satisfactory upto 33% only. Without filler rod and Filler rod with 2.4 mm are satisfactory upto 33% only where as Filler rod with 1.6 mm is 100% satisfactory.
|
|
|
|
|
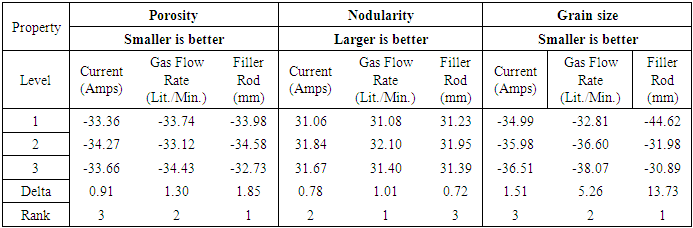
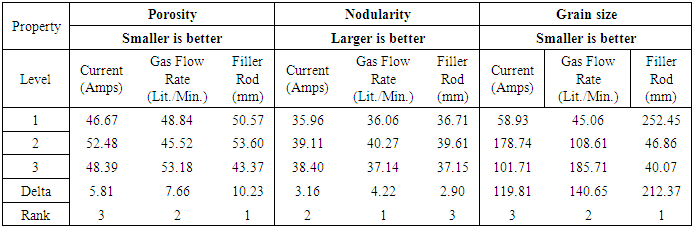
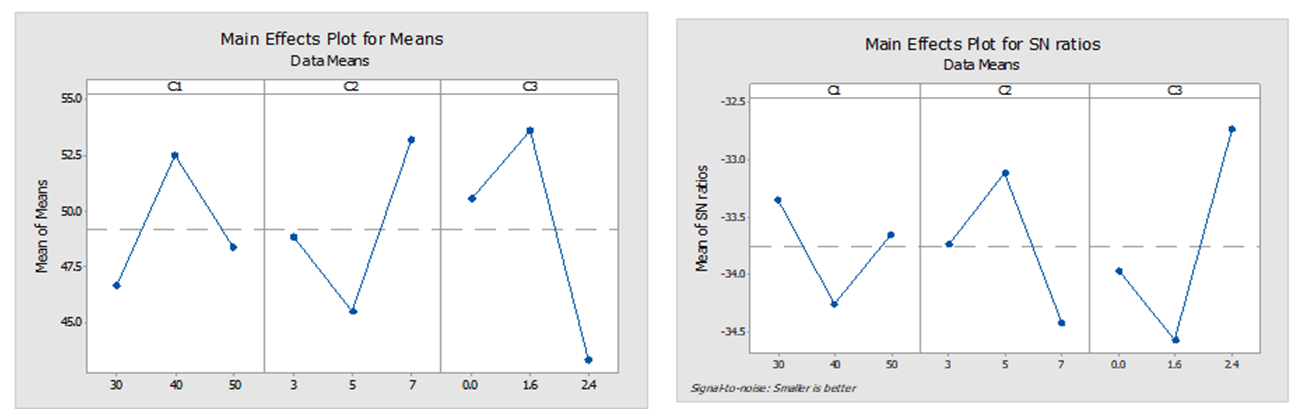 | Figure 6. Response graph for Porosity (Smaller is better) |
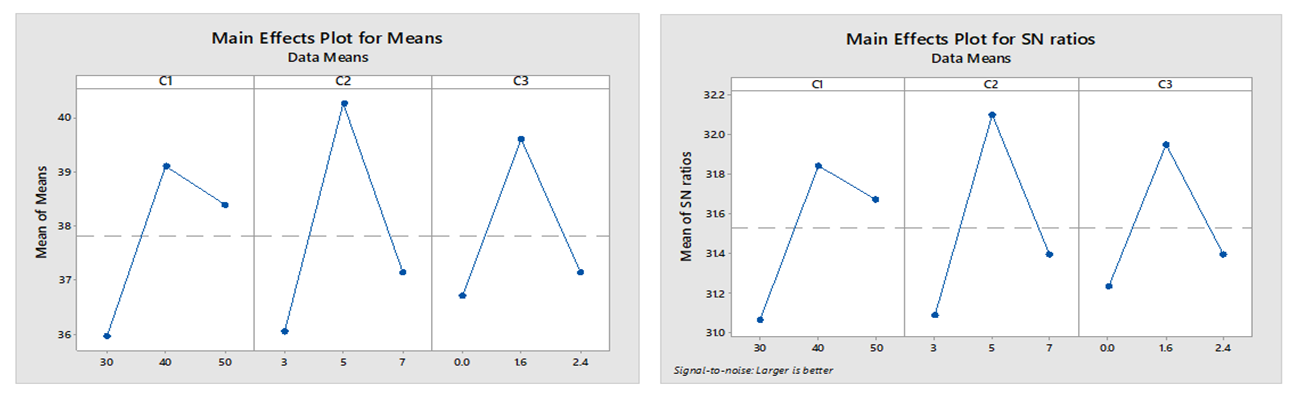 | Figure 7. Response graph for Nodularity (Larger is better) |
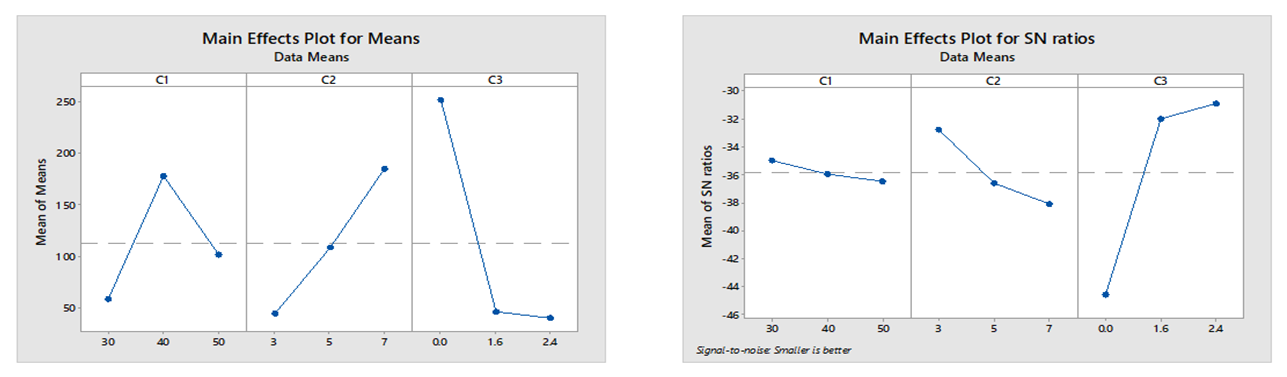 | Figure 8. Response graph for Grain Size (Smaller is better) |
|
 | Table 10. Comparisons of Experimental values and predicted values by using regression equation for Optimized process parameters |
 | Figure 9. Micro structures of Welded zone for the optimized parameters of 30 Amps Current, 5 Lit/Min and 2.4 mm Filler rod |
 | Figure 10. Micro structures of Heat affected zone for the optimized parameters 30 Amps Current, 5 Lit/Min and 2.4 mm Filler rod |
 | Figure 11. Micro structures of Welded zone for the optimized parameters of 40 Amps Current, 5 Lit/Min and 1.6 mm Filler rod |
 | Figure 12. Micro structures of Heat affected zone for the optimized parameters 40 Amps Current, 5 Lit/Min and 1.6 mm Filler rod |
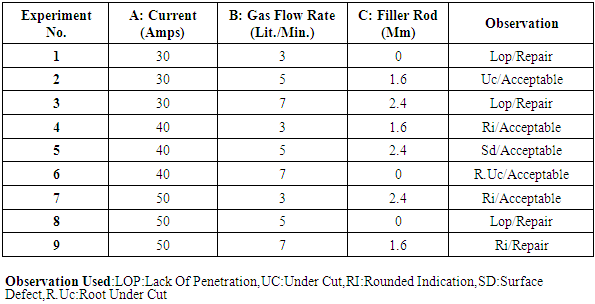
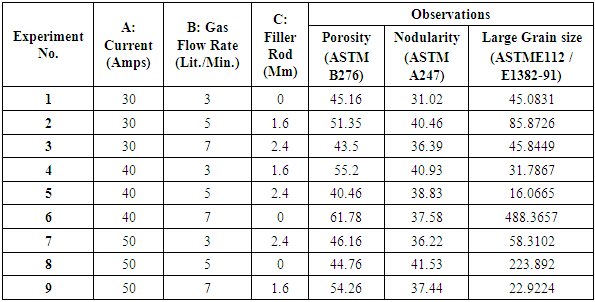
5. Conclusions
- During the study, mild steel sheets were joined using TIG welding process. The Radiographic test, Liquid Penetration test and microstructural study of welded joints were investigated. Tungsten Inert Gas Welding is more suitable for welding of mild steel sheets, TIG welding process provides better strength. It may be because of less porosity in welds during TIG welding and carbon precipitation which comes out due to welding is also less. The low percentage of free carbon allows the product better corrosion resistivity, ductility and strength. Lack Of Penetration, Under Cut, Rounded Indication, Surface Defect, Root Under Cut and Microstructure of the weld joint depends on the welding parameters like Welding current, Filler rod diameter and Gas flow rate. The Radiographic test, Liquid Penetration test and microstructural study was performed on the basis of L9 orthogonal array. The Microstructural study results comprises of Porosity, Nodularity and Grain Size. It was observed that with the increase in current the width and the depth of weld pool increases. And for Argon gas the average gas flow rate for should be considered. When using filler Rod the microstructure indicates the improvement in the weld pool of the joint.