-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2019; 9(1): 15-21
doi:10.5923/j.materials.20190901.03

Effect of Welding Parameters on Mechanical Properties of Low Carbon Steel API 5L Shielded Metal Arc Welds
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLDidit Sumardiyanto, Sri Endah Susilowati
Department of Mechanical Engineering, 17 Agustus 1945 University, Jakarta, Indonesia
Correspondence to: Didit Sumardiyanto, Department of Mechanical Engineering, 17 Agustus 1945 University, Jakarta, Indonesia.
| Email: |  |
Copyright © 2019 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

The main objective of this research is to study the mechanical properties of welding results on API 5L low carbon steel through SMAW welding. The welding variable used consists of various types of welding electrodes and variations in the amount of current. The types of welding electrodes are E6010, E7016 and E7018 and the welding current given is 90A and 100A. Welding samples were cut and machined to standard configurations for tensile strength, impact, hardness tests and SEM for microstructure test. The results shows that there are significant effects of welding variables (type of electrodes and current given) the tensile strength, impact and hardness on the welding metal. The result shows that for all types of electrodes when the amount of current given increase then the mechanical properties such as tensile strength, impact and hardness decrease. The optimum tensile strength for welding metal is produced by the welding electrode E7016 at 90A with 617.155 MPa while the lowest value is 505.215 MPa for E6013 at 100A, the optimum of hardness is produced by E7018 at welding current of 90A with 194.40 VH while the lowest is 170.60 VH for E6013 at 100A and impact 1.915 J/mm2 by E 7018 at 90A while the lowest 0.728 J/mm2 for E6013 at 100A. Observation microstructure by SEM shows several phases namely Acicular Ferrite (AF), Grain Boundary Ferrite (GBF) and Bainite.
Keywords: Electrodes, Welding current, Weld metal, Mechanical properties
Cite this paper: Didit Sumardiyanto, Sri Endah Susilowati, Effect of Welding Parameters on Mechanical Properties of Low Carbon Steel API 5L Shielded Metal Arc Welds, American Journal of Materials Science, Vol. 9 No. 1, 2019, pp. 15-21. doi: 10.5923/j.materials.20190901.03.
Article Outline
1. Introduction
- Welding is an important joining process because of high joint efficiency, simple set up, flexibility and low fabrication cost [1]. Welding is an efficient, dependable and economical process. Welded joints are finding applications in critical components where failures are catastrophe. Hence, inspection methods and adherence to acceptable standards are increasing. These acceptance standards represent the minimum weld quality which is based upon test of welded specimen containing some discontinuities. Welding involves a wide range of variables such as time, temperature, electrode, pulse frequency, power input and welding speed that influence the eventual properties of the weld metal [2‐9]. Welding of steel is not always easy. There is the need to properly select welding parameters for a given task to provide a good weld quality.Welding is a permanent process for connecting two or more pieces of metal together localized coalescence resulting from a desirable combination of temperature, pressure and metallurgical condition [10]. Therefore, the use of the control system in arc welding can eliminate much of the “guess work” often employed by welders to specify welding parameters for a given task [11]. Welding parameters significantly influence the mechanical properties of the welded materials. The major types of welding parameters are current (effecting the heat input), voltage usage, polarity, welding filler type, welding filler size, are length, electrode angle, arc travel speed and welding technique [12]. The Shielded Metal Arc Welding (SMAW) is defined as a welding process, which melts and joins metals with an are between a welding filler (electrode rod) and the workpieces.The effect of welding parameters (different type of electrode and current) on the mechanical properties such as tensile strength, impact toughness and hardness of low carbon steel arc welded joints with SMAW was studied in this research.
2. Experimental
- In this research the types of welding electrode used were E6010, E7016 and E7018, which were manufactured by the Raajratna Electrodes Pvt, Ltd. The low carbon steel API 5L Grade X52 was chosen as the workpieces. The steel chemical composition is C (0,20%), Mn (1.35%), P (0,025% max), S (0.01% max) and Fe. The standard used refers to ASME (The American Society of Mechanical Engineers) Boiler and Pressure Vessel Code Section IX, which is one of the many standards used in the oil and gas industry [13].The experiment was design with the types of welding electrode and current as variable factors. The types of welding electrode were E6010, E7016 and E7018, while for welding current were 90A and 100A. The observed effects were the mechanical properties of weld zone, which include tensile strength, impact toughness and hardness.
3. Result and Discussions
3.1. Tensile Properties
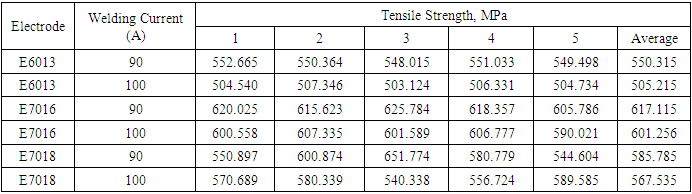
- Tensile testing is carried out using a servopulser machine at a scale of 10 tons and room temperature. The test specimen consists of tensile testing to determine the quality of tensile strength of low alloy steel produced by SMAW welding with E6010, E7016 and E7018 electrode and current about 90A, 100A. The effects of the types of welding electrode and welding current, on the tensile strength of the weld metal was observed. Each condition was run under 5 replications with total run of 30 sets. The result was summarized in Table 1 and Figure 1. The different electrode usage and variation of currents produce significantly different tensile strength values. The main variables in the SMAW process can be described as weld electrode, flux and welding parameters [14]. The welding parameters of SMAW are current, polarity, voltage, weld groove, travel speed, distance between electrodes, electrode extension, angle and diameter [15, 16].
|
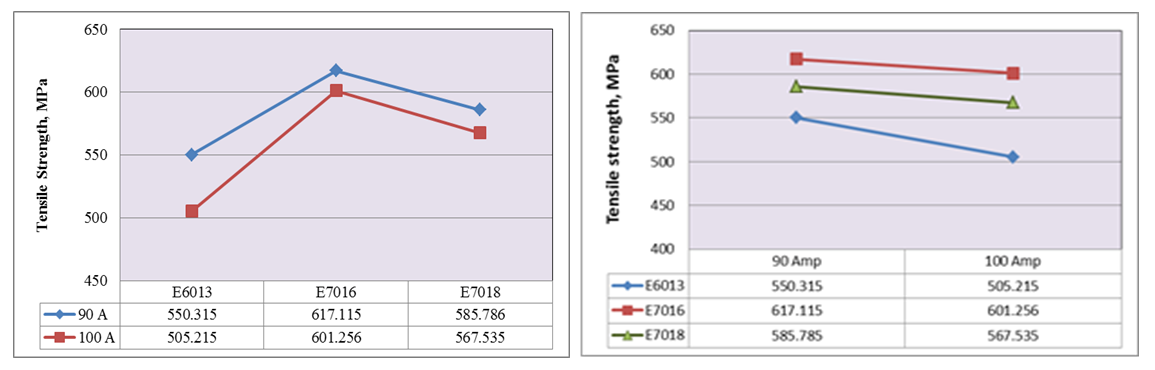 | Figure 1. Tensile Strength of Weld Metal: a. Welding Electrode and b. Welding Current |
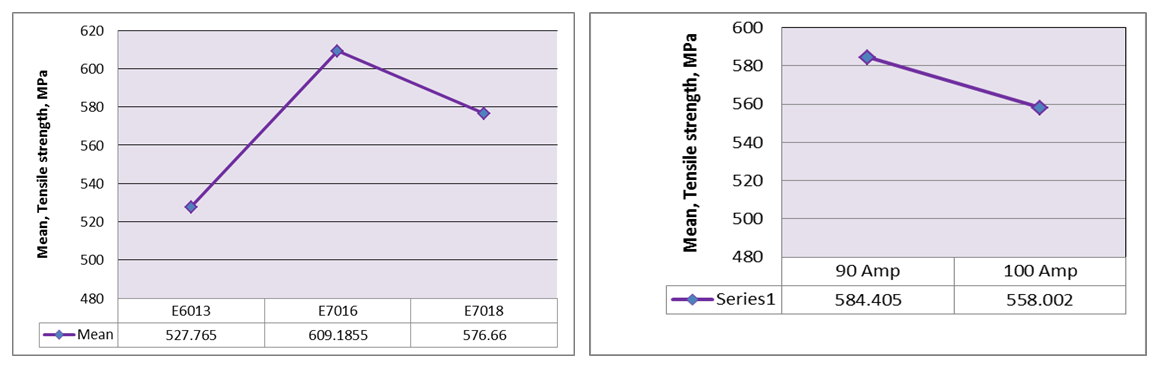 | Figure 2. Average of Each Welding Variable: a. Welding Electrode and b. Welding Current |
3.2. Hardness
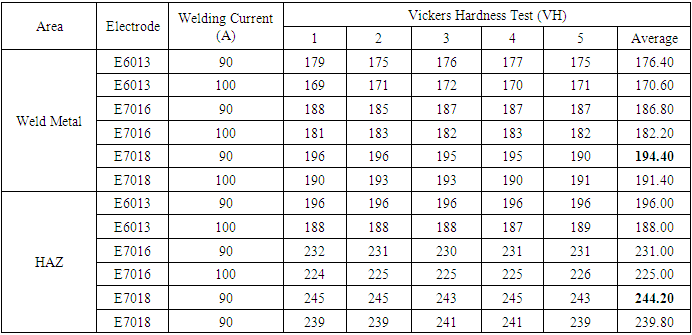
- The influence of the type welding electrode and welding current, on Vickers hardness in the wel metal can be seen in Table 2 and Figure 3. The hardness value with E7018 is higher than the other electrodes.
|
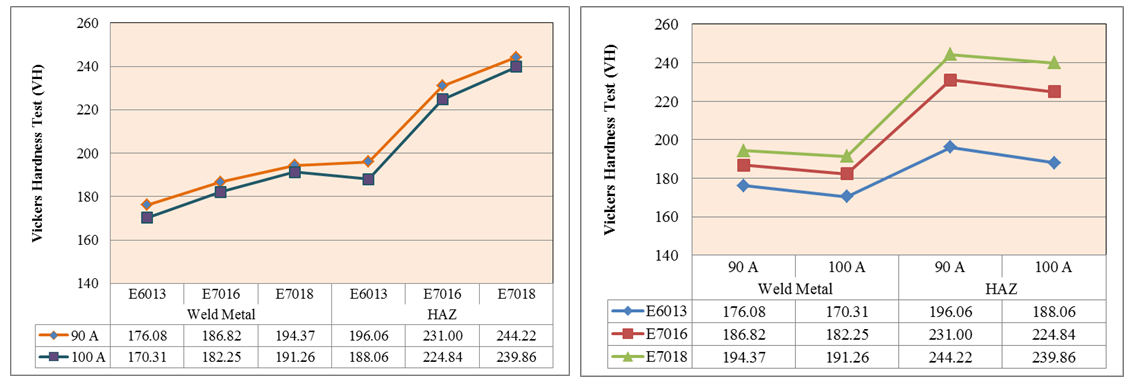 | Figure 3. The Vickers Hardness Test: a. Welding electrode and b. Welding Current |
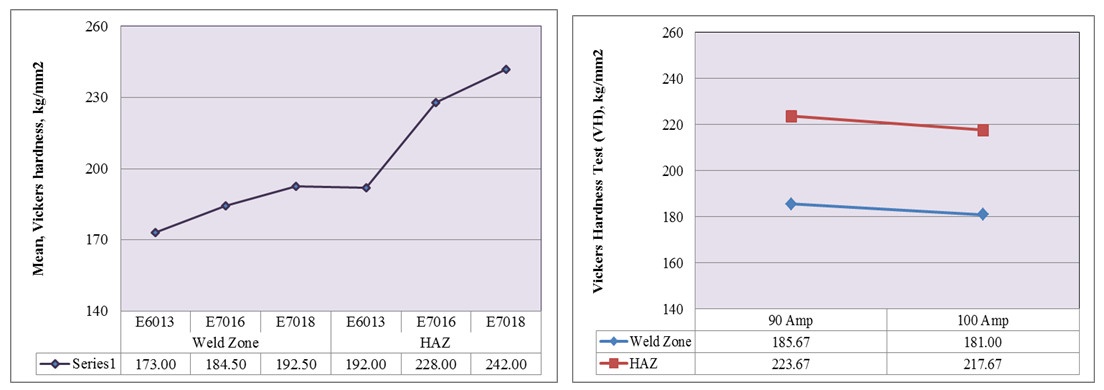 | Figure 4. Average of each welding variable on weld metal hardness: a. Welding Electrode and b. Welding Current |
3.3. Impact Toughness
- Impact toughness is the ability of a weld to permanently deform while absorbing energy before fracturing. The effects of the types of electrodes and welding current, on impact toughness on the weld metal was summarized in Table 3 and Figure 5. Each condition was run under 5 replications. The figure shows similar profile with those of the hardness properties.
|
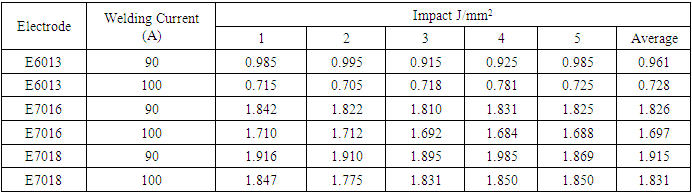
 | Figure 5. The Impact Toughness Test: a. Welding Electrodes and b. Welding Current |
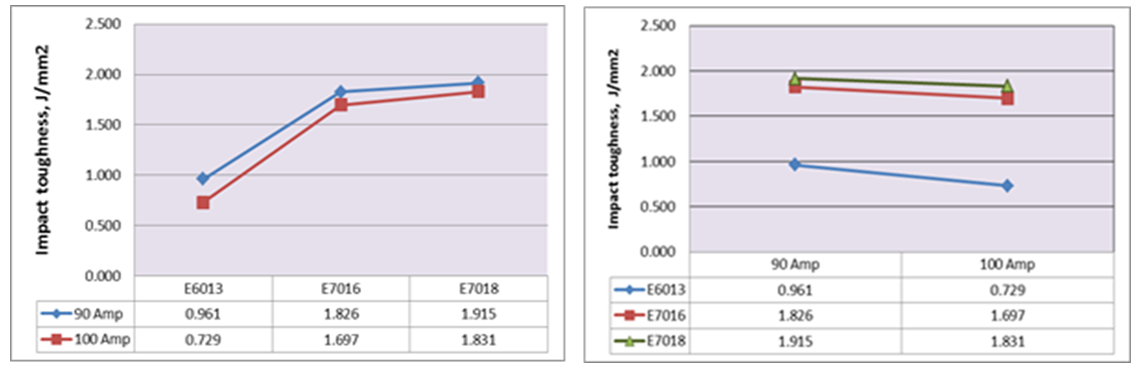
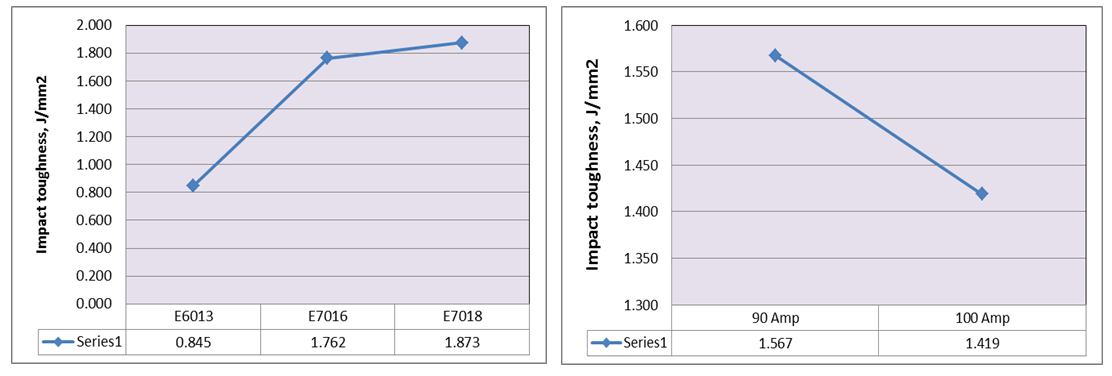 | Figure 6. Average of each welding variable on weld metal Impact Toughness: a. Welding Electrodes and b. Welding Current |
3.4. Weld Metal Microstructure
- Performance of weld metal depends on its microstructure which is influenced by chemical composition of weld metal and welding parameters. In order to gain welded joints of low alloy high strength steels with satisfactory mechanical properties and cracking resistance, it is necessary for weld metal to obtain high volume fraction of acicular ferrite. Fine acicular ferrite containing high density of dislocations is the expected microstructure in weld metal. High-angle boundaries among ferrite laths act as an obstacle to cleavage propagation, forcing cleavage crack to change the microscopic plane of propagation [26-27]. For this reason, more acicular ferrite in weld metal is of the utmost importance to reach a weld joint with optimal combination of strength and toughness.The type of microstructure in welded metals usually consists of two or more phases, namely: grain boundary ferrite, ferrite widmanstatten, acicular ferrite, bainit and martensite. The acicular ferrite is intragranular in size with a small size and has a random direction orientation. Usually the type of acicular ferrite microstructure is formed around the temperature of 650°C and has the highest toughness compared to other microstructure [28].Figure 7a shows the microstructure in weld metal with E 6013 electrode. There is a significant amount of fine bainit and some small amounts of acicular ferrite (AF). Figure 7b shows the microstructure in weld metal with E7018 electrode and there is a significant amount of fine acicular and some small amounts of grain boundary ferrite (GBF). Acicular ferrite is one of the microstructural constituents which is most commonly formed in the weld metal deposits of low alloy steel and directly affects mechanical properties, especially toughness and hardness [29-30].
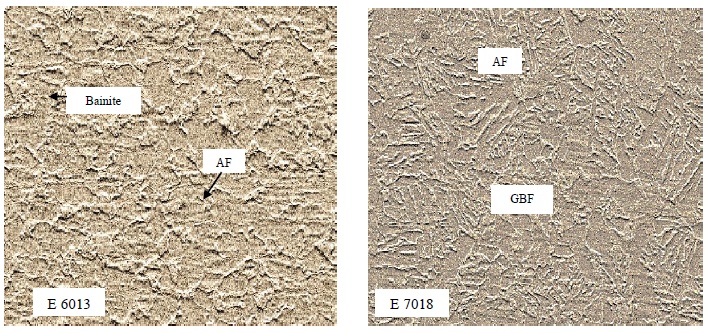 | Figure 7. Microstructure Weld Metal: a. With E 6013 Electrode and b. E 7018 Electrode |
4. Conclusions
- This researh concluded that:1. There are significant effects of welding parameters (electrode type and heat input / welding current) on the tensile strength, hardness and impact of the welded metal on API 5L low carbon steel through SMAW welding.2. When the amount of heat input increase (shown by the current), the mechanical properties such as tensile strength, hardness and impact decrease. The optimum tensile strength for welding metal is produced by the welding electrode E7016 at 90A with 617.155 MPa while the lowest value is 505.215 MPa (decline of 22%) for E6013 at 100A, the optimum of hardness is produced by E7018 at welding current of 90A with 194.40 VH while the lowest is 170.60 VH (decline of 14%) for E6013 at 100A and impact toughness is 1.915 J/mm2 by E7018 at 90A while the lowest 0.728 J/mm2 ( decline of 16%) for E6013 at 100A.3. Observation microstructure by SEM shows several phases namely Acicular Ferrite (AF), Grain Boundary Ferrite (GBF) and Bainite.