-
Paper Information
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2017; 7(4): 120-123
doi:10.5923/j.materials.20170704.11

Characterization of Al-18%wt Si through Centrifuge Casting for Different Teeming Temperature and Rotational Speeds
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLAnkith Y. A., Hamritha S., Gnanesh C. M., Kiran Aithal S.
Department of Mechanical Engineering, Nitte Meenakshi Institute of Technology, Bangalore, India
Correspondence to: Ankith Y. A., Department of Mechanical Engineering, Nitte Meenakshi Institute of Technology, Bangalore, India.
| Email: |  |
Copyright © 2017 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Functionally graded material is the best in class for its unique characteristic because of its varying composition. This paper describes the effect of teeming temperature against the mould rotational speed for a cast having the Si deposition varying from top to bottom along its height. Solid cylinder castings are generated by considering teeming temperature and mould rotational speed as the basic parameters through centrifuge casting technique. These casts are evaluated for microstructure, hardness and tribological properties. The microstructure revealed a large deposition at the top and gradually decreasing towards the bottom. Hardness value of the cast were examined along its height with varying values due to the variation in percentage of Si. Similarly, specimens were tested for tribological properties, in which cast samples showcased a unique property of decreasing the specific wear rate with the increase in the teeming temperature and mould rotational speed.
Keywords: Centrifuge Casting, Functionally Graded Materials, Al-Si alloy
Cite this paper: Ankith Y. A., Hamritha S., Gnanesh C. M., Kiran Aithal S., Characterization of Al-18%wt Si through Centrifuge Casting for Different Teeming Temperature and Rotational Speeds, American Journal of Materials Science, Vol. 7 No. 4, 2017, pp. 120-123. doi: 10.5923/j.materials.20170704.11.
Article Outline
1. Introduction
- The Functionally Graded Materials like aluminum alloy are under the spotlight for quite some time and the ideas of using aluminum alloys as a permanent replacement for steel have gathered a lot of interest in the area. Aluminum being the most wide spread metal on the surface of the planet earth is not available in its purest form naturally instead it is most commonly present in the form of its sulphates which are used for variety of purposes. The major advantages of aluminum is the fact that it is lightweight material and is durable almost as steel is.It is also very ductile, that makes it easy to process, and it is corrosion resistant because of the thin aluminum oxide layer on the surface. It has a good electric conductivity and can form alloys with almost all other metals.Silicon on the other hand is a metalloid, which means it has both the properties of metals and non-metals. It is brittle in nature, not a very good conductor but has conductivity somewhere in between that of the metals and non-metals, it is a semiconductor. Silicon is also widely available on the earth’s surface in the form of sand. Slightly less dense than aluminum has a melting point twice as much of aluminum has better wear resistance.Adding Si to aluminum decreases the melting point of Al and increases the fluidity. This also helps in the distribution of Si particles [1, 2].
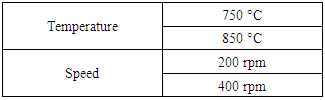
2. Experimental Procedure
- The study was carried out using the in-situ centrifuge casting equipment at different teeming temperatures and mould rotational speed. This was enabled to cast solid cylinders to study on mechanical and tribological properties.
2.1. Principle
- The principle of the centrifuge casting is based on the centrifugal force. When materials with difference in densities are poured in the mould, due to rotational speed of the mould the material with the higher density will move to the bottom end and the material with lesser density will be towards the top portion of the mould. This variation in densities form a gradual increase in the proportion of the material from one end to another end, which is also known as the Functionally Graded Material (FGM). Thus, it helps to generate castings of MMC’s with denser Aluminum concentrating on the bottom of the casting and the lighter Silicon concentrating on the top portion of the casting.The equation governing the centrifugal force or the ‘G’ force is given by,
 | (1) |
2.2. Material and Method
- Centrifuge casting process is used to create the Al-18%wt Si alloy, which increases the distribution of hypereutectic primary Si gradually towards the bottom end and the hypoeutectic Si particles concentrated more towards the top end [3].The raw material used in this experiment is Al-18wt% Si alloy from Fen-Fee Metallurgist. The matrix alloy is an Al-Si with a composition of 18%wt Si, 0.1% Fe and the remaining is Al. Al-Si is a material with good castability. Si improves the characteristics of the casting like fluidity, hot tear resistance and feeding [3]. Table 1 shows the Material Composition. Aluminum alloy is used in those environments where corrosion is a constraint, good thermal conductivity and high strength. Pistons, bearings and engine components are the major platform for Al-Si alloys.
|

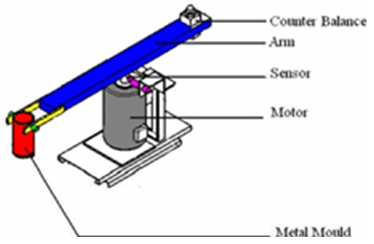 | Figure 1. Centrifuge Casting Setup |
|
 | Figure 2. Cast sample for 850°C at 400 rpm |
3. Result and Discussion
- The microstructure and primary Si particles distribution in the Al matrix depends on numerous factors. [4] These factors may be particle size, melt temperature, the centrifugal force, fluidity of the matrix, pouring rate, cooling rate.The present work focuses on the effect of temperature and arm rotational speed with centrifugal force at a constant percentage of Si (18%) and L/D ratio (1.33).
3.1. Microstructure
- Fig. 3 shows the microstructure of Al-18%wt Si at different temperatures and rpm. The thick dark spots are the primary silicon in the hypereutectic phase and the thin lines are the hypoeutectic Si distributed randomly in the Al matrix.
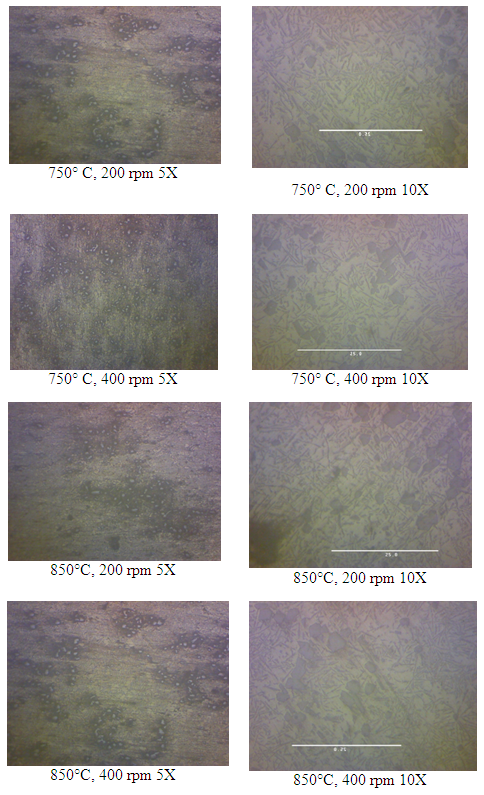 | Figure 3. Microstructure |
3.2. Hardness Test
- In this paper focus is on the study of the material tested along the length of the specimen and the results have been tabulated and shown in the graph Fig.4, the study has unearthed the improvement shown from 750°C, 200rpm to 850°C, 400rpm. The linear improvement of the hardness is discussed below.
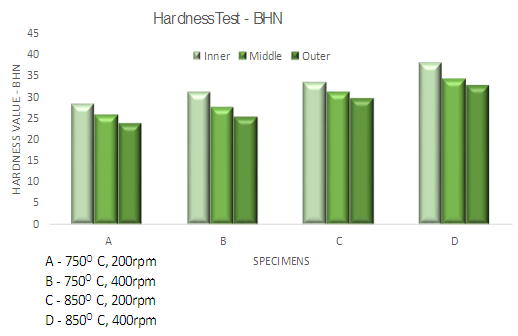 | Figure 4. Brinnel Hardness at different temperature, position and rpm |
3.3. Wear Test
- The wear specimen were prepared according to ASTM standards for Pin-on-disk equipment. The dimensions of the wear samples were finalised to Radius r = 3mm, Height h = 36mmThe material for the specimen were taken from the top surface of the casting where the concentration of primary silicon was higher. Fig 5 shows the wear specimen and the worn surface.
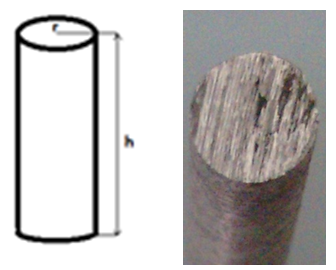 | Figure 5. Wear Specimen |
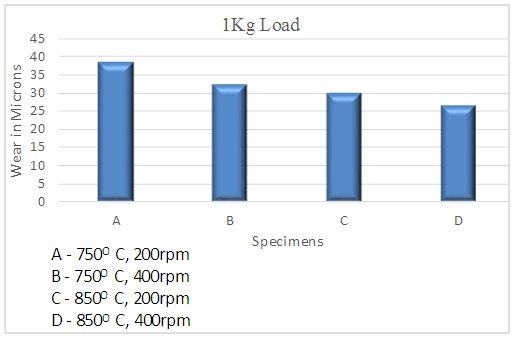 | Figure 6. Wear results for 1kg |
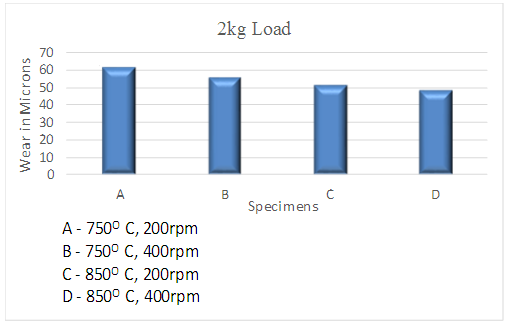 | Figure 7. Wear results for 2kg |
4. Conclusions
- Centrifuge casting process is one among the best methods for producing solid casting to obtain better properties compared to conventional gravity castings. This also gives heterogeneous properties, which is advantageous in applications like brake shoes and wear resistant surfaces.Ÿ The microstructure confirms the presence of primary silicon near the top end of the casting.Ÿ The silicon concentrated region gives better wear resistance without increase in the weight.Ÿ The wear resistance is linearly increased by 22% with the increase of teeming temperature from 750°C to 850°C.Ÿ A 10% increase in the hardness values at higher rpm is observed.