-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2017; 7(4): 95-98
doi:10.5923/j.materials.20170704.05

Effect of Silica Fume on Mechanical Properties of Flax Fiber Reinforced Epoxy Composites
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLSusilendra Mutalikdesai, G. Sujaykumar, Parikshit Dafedar, Ravish Chhabra, Mahaboob Haris, Rahul Rajesh Pal
Department of Mechanical Engineering, Yenepoya Institute of Technology, Moodbidri, India
Correspondence to: Susilendra Mutalikdesai, Department of Mechanical Engineering, Yenepoya Institute of Technology, Moodbidri, India.
| Email: |  |
Copyright © 2017 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

In present investigation Epoxy/Flax composite with silica fume as filler material was developed by hand lay-up technique. A series of flax fiber reinforced epoxy composites have been prepared with varying compositions viz., 0, 2, 4 and 6 wt % Silica fume. The effect of silica fume on mechanical properties of epoxy/flax composites was studied. The mechanical characterization included evaluations of tensile, impact and flexural properties as per ASTM standards. The strength properties of flax fibre reinforced epoxy composites were improved after addition of filler material silica fume.
Keywords: GFRP, Handlay up technique, Tensile test, Flexural test, Impact test
Cite this paper: Susilendra Mutalikdesai, G. Sujaykumar, Parikshit Dafedar, Ravish Chhabra, Mahaboob Haris, Rahul Rajesh Pal, Effect of Silica Fume on Mechanical Properties of Flax Fiber Reinforced Epoxy Composites, American Journal of Materials Science, Vol. 7 No. 4, 2017, pp. 95-98. doi: 10.5923/j.materials.20170704.05.
Article Outline
1. Introduction
- The use of polymer composites over the past few decades has increased considerably. Fibre reinforced polymers composites are attractive due to their better specific strength, light weight. Fibre reinforced polymer composites is made of polymer matrix reinforced with fibres. Now-a-days, these composites have found applications in various areas such as aerospace, automotive, marine etc. as they possess high specific stiffness and strength. Basically fibres are the most important class of reinforcements in composites, as they fulfil the desired conditions and transfer strength to the matrix constituent, influencing and enhancing their desired properties.Fibres in polymer composites can be either synthetic/man-made fibres or natural fibres. Some commonly used synthetic fibres for composites are glass, aramid and carbon etc. There are many types of glass fibre depending upon the type of application like E-glass fibre (electrical application), C-glass (corrosive environment), S-glass (structural application, high temperature). Glass fibres are available in various forms such as continuous, chopped and woven fabrics etc. If the fibres are derived from natural resources like plants or some other living species, they are called natural-fibres.Among all reinforcing fibres, natural fibres have gained great significance as reinforcements in polymer matrix composites. Depending upon the source of origin, natural fibres are classified as plant, animal and mineral fibres. Recently, due to the growing global energy crisis and ecological risks, natural fibres reinforced polymer composites have attracted more research interests. The main advantages of natural fibres are their availability, biodegradable, renewable, environmental friendly, low cost, low density, high specific properties, good thermal properties and enhanced the energy recovery, low energy consumption, non-abrasive nature and low cost. A great deal of work has been carried out to measure the potential of natural fibre as reinforcement in polymer such as jute, coir, bamboo, sisal, banana and wood fibres have been reported. Plant fibres are justify their use as reinforcement for polymer composites due to their renewability with good mechanical properties. It is also observed that natural fibres are non-uniform with irregular cross sections, which make their structures quite unique and much different from man-made fibres such as glass fibres, carbon fibres etc.Different researchers have conducted various studies to improve the mechanical properties of natural fibre reinforced polymer composites. Biswas et al. [1] studied the influence of length on mechanical properties of coir fibre reinforced epoxy composites and concluded that the hardness is decreasing with the increase in length of the fibre up to 20 mm. An investigation on pulp fibre reinforced thermoplastic composite observed that stiffness is increased by a factor of 5.2, while there is increase in the strength by a factor 2.3 relative to the virgin polymer [2]. Gowda et al. [3] studied the mechanical properties of jute fabric-reinforced polyester composites and observed that jute fibre based composites gave better strengths than those of wood reinforced composites. The mechanical properties of coir fibre reinforced polyester composites were studied and the effect of the molding pressure on the flexural strength of the composites is studied [4]. Luo and Netravali [5] conducted experiments to study the tensile and flexural properties of polymer composites with different pineapple fibre content and compared them with the virgin resin. Amash and Zugenmaier [6] observed the effectiveness of cellulose fibre in improving the stiffness and reducing the damping in polypropylene cellulose composites in their study. Dynamic mechanical properties of natural fibres like sisal, pineapple leaf fibre, oil palm empty fruit bunch fibre etc. in various matrix materials have been studied by Joseph et al. [7] and George et al. [8] A great deal of investigation has been carried out on various aspects of banana fibre reinforced polymer composites [9-12]. Chawla and Bastos [13] studied the influence of fibre volume fraction on Young’s modulus, tensile strength and impact strength of untreated jute fibres in unsaturated polyester resin. Schneider and Karmaker [14] investigated the mechanical properties of jute and kenaf fibre reinforced polypropylene composites and concluded that jute fibre exhibited better mechanical properties than kenaf fibre. A systematic study on the properties of henequen fibre and pointed out that these fibres have mechanical properties that are suitable for reinforcement in thermoplastic resins by Cazaurang et al. [15]. Shinichi et al. [16] have investigated the effects of the length and volume fraction on flexural properties of kenaf and bagasse fibres reinforced composites. The mechanical properties of unidirectional hemp fibre based epoxy composites were investigated by Hepworth et al. [17]. Sapuan and Leenie [18] studied the tensile and flexural properties of musaceae reinforced epoxy composites. Pavithran et al. [19] in his study on the fracture energies for sisal, pineapple, banana and coconut fibre based polyester composites and concluded that, except for the coconut fibre, increasing fibre toughness was accompanied by increasing fracture energy of the fibre reinforced composites. Harriette et al. [20] studied the mechanical properties of flax fibre reinforced polypropylene composites. Tobias [21] analysed the influence of fibre length and fibre content in banana fibre reinforced epoxy composites and concluded that the impact strength increased with higher fibre content and lower fibre length. Santulli [22] studied the post-impact behaviour of plain-woven jute reinforced polyester composites subjected to low velocity impact and concluded that the impact performance of these composites is poor.The mechanical properties such as tensile strength, impact strength and hardness of polymer matrix composites are increased with the addition of smaller size filler materials [23]. In all particulate filled composites, the adhesion between the matrix and the filler plays an important role in determining key properties such as strength and toughness. The size of the interface is generally dependent on the specific surface area of the filler. Modification of surface properties of the fillers can yield significant changes in strength [24].Based on cited literature it was found that use of filler materials has significant influence on various properties of polymer composites. In present work silica fume powder is used as filler material with varying wt % to study their influence on mechanical properties of flax fibre reinforced epoxy composites.
2. Materials and fabrication
2.1. Materials
- Epoxy LY556 resin was used as matrix in present investigation. Epoxy resin is the most commonly used thermoset polymer in polymer matrix composites. One of the major advantage of epoxy resins is that they are one of thermoset plastic materials which do not give off reaction products when they cure and so yield low cure shrinkage. They also possesses good adhesion to other materials, good chemical and environmental resistance, very good chemical properties and excellent insulating properties. Hardener used for initiating cross linking reaction was Araldite HY 951. Bi-directional woven Flax fibre was chosen as reinforcement for fabrication of fibre reinforced polymer composites. Silica fume powder was chosen as filler material to be used to disperse in matrix material. Silica fume is a mineral composed of primary particles with size less than 1μm of amorphous, non-crystalline, silicon dioxide, produced during the production of silicon or ferrosilicon. It possesses high tensile flexural strength and modulus of elasticity, very low permeability to chloride and water intrusion, superior resistance to chemicals, higher bond strength and enhanced durability.
2.2. Fabrication
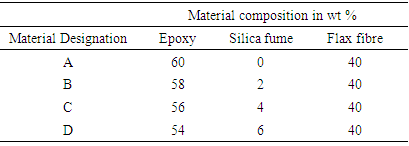
- In present investigation four different wt % silica fume fillers were dispersed in epoxy LY 556 using ultrasonification. The gel so prepared by this method was mixed with 10 wt% of Hardener HY 951 Triethylenetramine (TETA) at room temperature to initiate the cross-linking process, which was used to prepare silica fume dispersed epoxy glass composite specimens using Hand lay-up technique. The specimens were cured at room temperature for 24 hours. Laminates of size 250*250*3.5 mm were prepared. After curing specimens for different testing were prepared according ASTM standards. The details of composite with its composition and designation are shown in Table 1.
|
2.3. Mechanical Characterization
- Mechanical characterization was carried out on prepared laminates. Tensile and flexural tests were conducted on the universal testing machine as per ASTM standards ASTM D638 and ASTM D790 respectively. Tensile test is one of the most commonly used mechanical test in which specimen is subjected to gradual loading until it fails or gives fracture. Flexural strength is one of the major mechanical properties of any material. It is found by applying bending load on specimen until it fractures or yielding using with three point flexural test technique. Impact strength is capability of the material to withstand a suddenly applied load or it can also be defined as the ability of the material to absorb mechanical energy in the process of deformation and fracture under impact loading. Impact tests were conducted on the impact testing machine according to ASTM D256.
3. Results and Discussion
- Mechanical characterization such as tensile, flexural and impact tests were carried out on Silica fume dispersed Flax epoxy composites and their results are reported in the following section.
3.1. Tensile Test
- By analyzing tensile test results for different composites it was observed that with dispersion of filler material silica fume in epoxy flax composites, there is an increase in the tensile strength. Maximum tensile strength was shown by Flax Fiber composite with 6% filler material D.
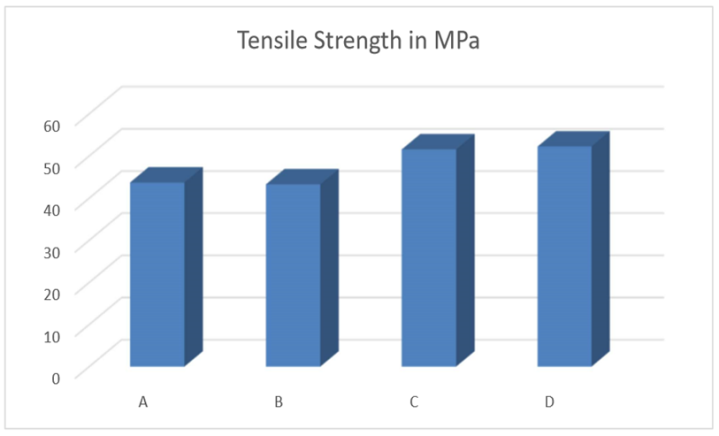 | Figure 1. Tensile Test results |
 | Figure 2. Tensile test specimen after and before test |
3.2. Flexural Test
- From analyzing flexural test results as shown in Figure 4 for different silica fume epoxy flax composites it was observed that with increase in % wt dispersion of filler material silica fume in epoxy flax composites there is an increase in the flexural strength. Maximum flexural strength was observed for Flax Fiber epoxy composite with 6% silica fume filler i.e. specimen D which exhibited a flexural strength of 84.25MPa.
 | Figure 3. Flexural test specimen before and after test |
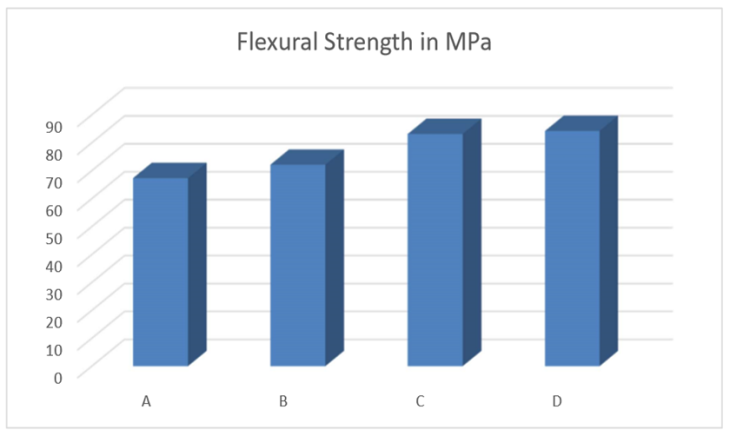 | Figure 4. Flexural Test Results |
3.3. Impact Test
- From Figure 5 for impact test results it can be seen that 6% Silica fume has highest impact strength of 9.55kJ/m2 compared to 2% Silica fume which has lowest impact strength of 7.44kJ/m2.
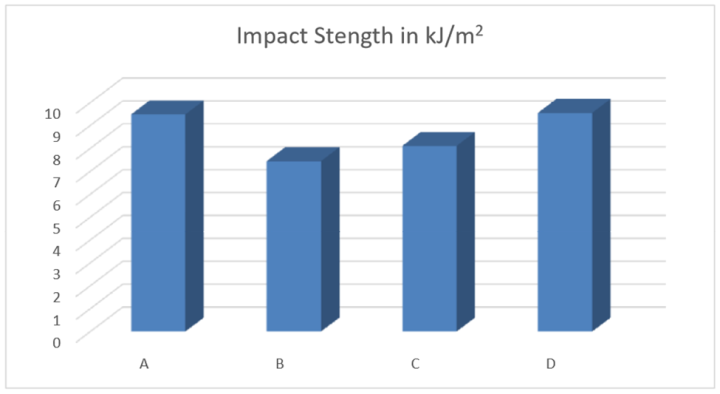 | Figure 5. Impact Test Results |
 | Figure 6. Impact test specimen before and after test |
4. Conclusions
- Based on the experimental results and analysis conducted on the silica fume dispersed flax fibre epoxy composites, the following conclusions were arrived at. Results show that the tensile strength and flexural strength of the material with addition of silica fume powder as filler to the composites have been improved. It is mainly due to arrest of crack propagation due to filler material which is through voids resulting in improved tensile strength of Flax epoxy composites. Impact strength also improved with addition of fillers. Flax epoxy composite with 6% silica fume exhibited the highest impact strength.