-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2015; 5(4): 75-83
doi:10.5923/j.materials.20150504.01
Application of Discarded Rubber Car Tyres as Synthetic Coarse Aggregates in Light Weight Pavement Concretes
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLDavid Dodoo-Arhin1, Sarah Akua Mensah1, Abu Yaya1, 2, Benjamin Agyei-Tuffour1
1Department of Materials Science and Engineering, University of Ghana, Legon-Accra, Ghana
2Department of Materials Science and Metallurgy, University of Cambridge, Cambridge CB3 0FS, UK
Correspondence to: David Dodoo-Arhin, Department of Materials Science and Engineering, University of Ghana, Legon-Accra, Ghana.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
The increasing high cost of building construction materials is a major factor affecting quality housing delivery in Ghana. The current trend of continuous and increasing demand for these natural resources has necessitated extensive research into alternative low cost construction materials such as recycled materials with comparable properties. The characteristics of concretes produced using locally available discarded rubber car tyres as coarse aggregates have been investigated. Batch formulation of 0%, 25%, 50%, 75% and 100% substitution of natural coarse aggregates with the rubber aggregates is considered. A comparison of the physico-mechanical properties of batch formulations by weight % and volume % have also been investigated. Generally, the compressive strength of the concretes decreased as the percentage of the rubber increased in the two batch formulations. At 25% replacement, the compressive strength of 9.26 N/mm2 (weight %), 11.56 N/mm2 (vol %) as compared to 14.80 N/mm2 and 24.00 N/mm2 respectively for the controlled programme were obtained.
Keywords: Concrete, Physico-mechanical properties, Powder processing, Strength
Cite this paper: David Dodoo-Arhin, Sarah Akua Mensah, Abu Yaya, Benjamin Agyei-Tuffour, Application of Discarded Rubber Car Tyres as Synthetic Coarse Aggregates in Light Weight Pavement Concretes, American Journal of Materials Science, Vol. 5 No. 4, 2015, pp. 75-83. doi: 10.5923/j.materials.20150504.01.
Article Outline
1. Introduction
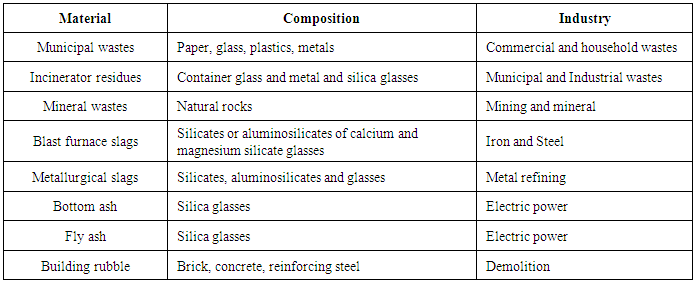
- Concrete, a versatile composite material used for construction applications for centuries comprises cement paste (binder) and aggregates (filler). The binder (cement and water) glues the filler (fine or coarse aggregate, or both) together to form a synthetic conglomerate. Worldwide, more than 10 billion tons of concrete are produced and used annually [1]. Concrete is easily producible and can be engineered to meet a number of reasonable set of performance specifications than several materials currently available. The intriguing characteristics (durability and compressive strength) of concrete accounts for its several applications such as in dams, bridges, homes, pavement, roads, runways, drain covers, etc. These characteristics of concretes are influenced by the quality and quantity of cement used in the mix, the grading of aggregates, water/cement ratio, curing techniques, etc. The ability of concrete to resist deterioration arising from intrinsic (volume changes, absorption, permeability, etc.) and extrinsic (weathering, chemical reactions, wearing, etc.) conditions determines its durability. For concrete to be considered durable, it should be sufficiently dense and workable when it is fresh to allow good compaction upon drying. The mortar (cement + fine aggregate) used in the concrete should be slightly more than adequate in order to fill the majority of voids in the coarse aggregate depending on their grading. This aggregate grading, which is typically determined by sieve analysis, is the proportion (usually weight %) or amount of the various sizes of particles making up the aggregate. A graded coarse aggregate comprises gravel/stones with varied sizes, generally ranging from large to small particle sizes. It is worth noting that, the physical characteristics of aggregates (size, shape and surface texture) tend to influence many important properties of concretes such as the water to cement ratio, the strength, workability and durability of the concrete. From literature, [2], a lower water to cement ratio can be used for a given workability to obtain a higher strength when the nominal maximum size of the aggregates increase. This assertion is however plausible for a nominal maximum size of aggregate up to 25mm - 40mm, above which the gain in strength due to the reduced water/cement ratio is offset by the adverse effects of the lower bond area between the cement paste and the aggregate, and of the discontinuities caused by the large particles.After setting, the concrete increases in strength with time (ageing) depending on the curing process and technique such as curing via preservation of moisture within the concrete. [3] This can be achieved by (a) flooding or submerging the concrete in water; (b) treating (for instance by painting) the surface of the concrete so that it cannot dry out; and (c) covering the concrete with damp sand or hessian fabrics, which are kept damp by watering periodically, or with thin polythene sheet.One of the most influential components of sustainable development for both present and future generations is the environment. The environment in recent years suffer threats from waste (solid, liquid or gaseous) usually generated in the industrial production process or discarded after a specific material’s lifespan. Solid wastes range from municipal and household garbage, or building rubble, such as brick and concrete, through unwanted industrial by-products such as slag and fly ash or discarded or unused materials such as mine tailings, etc., [4]. Although some solid waste such as papers, metals, plastic bottles, etc., can be recycled with little or no effect on the environment, there are still challenges in the disposal of many more solid waste such as waste rubber car tyres. Rubber vehicular tyre is a thermoset material form by the vulcanization of cross-linked molecules of sulphur and other chemicals making the final product very stable and nearly impossible to degrade under ambient conditions even after a long period of landfill treatment. Consequently, it has resulted in a growing disposal problem that has led to changes in legislation and significant researches worldwide [5-7]. The increasing piles of waste tyres at landfill sites and its consequent burning poses the danger of uncontrolled fires, producing a complex mixture of chemicals polluting the environment in the form of carbon dioxide emission and green house emission as well as contaminating soil and vegetation. Hence, waste tyre rubber (municipal solid waste) can be used as partial replacement of coarse aggregate in cement-based materials, asphalt and several other applications due to the properties they possess. [8, 9]. A variety of solid waste that have been considered as aggregates in concretes for construction applications are shown in Table 1.
|
2. Experimental
2.1. Materials
- Materials used for the experiment were Ordinary Portland Cement (OPC) from Ghana, which served as the binding agent; water (laboratory tap water); fine aggregates from river sand; and coarse aggregates made up of granite and rubber tyre aggregates. The granite was also in the same size range for suitable substitution. The rubber tyre aggregates were obtained from discarded car tyres mechanically cut into size range of 10-18mm.
2.2. Methods
2.2.1. Preparation of Test Samples
- Two test programs were used in for the preparation of samples; batch formulation by mass and batch formulation by volume. A mix ratio of 1:3:6 for cement, fine aggregate (sand) and coarse aggregate according to the British Standard (BS) 1881, part 116 was used for both test programs. The mix ratio involved the replacement of Rubber tyre aggregate for gravel in 0%, 25%, 50%, 75% and 100%. Each test program produced five batches. Concrete mixes were prepared using water/cement (w/c) of 0.8 for the mass batch formulation and 0.2 volume batch formulation. The workability of the freshly formed concrete was determined using a concrete slump cone. The cone with two openings of a wider diameter and a smaller diameter was placed with the wider diameter down onto a platform. The cone was then filled with fresh mix batch of concrete in three layers of equal volume, with each layer being tamped 25 times with a steel rod in order to consolidate the layers. The cone was carefully lifted off, after the last layer. The enclosed concrete slumped a certain amount of concrete due to gravity. The distance from the top of the slumped concrete to the tip of the cone was recorded. Concrete samples were cast into cubes (150 mm×150 mm) and beams (100 mm×350 mm) and conditioned in the laboratory for 24 hours, after which they were cured in water for 28 days. Six (6) concrete samples (cubic and beam) were cast and analysed for each batch.
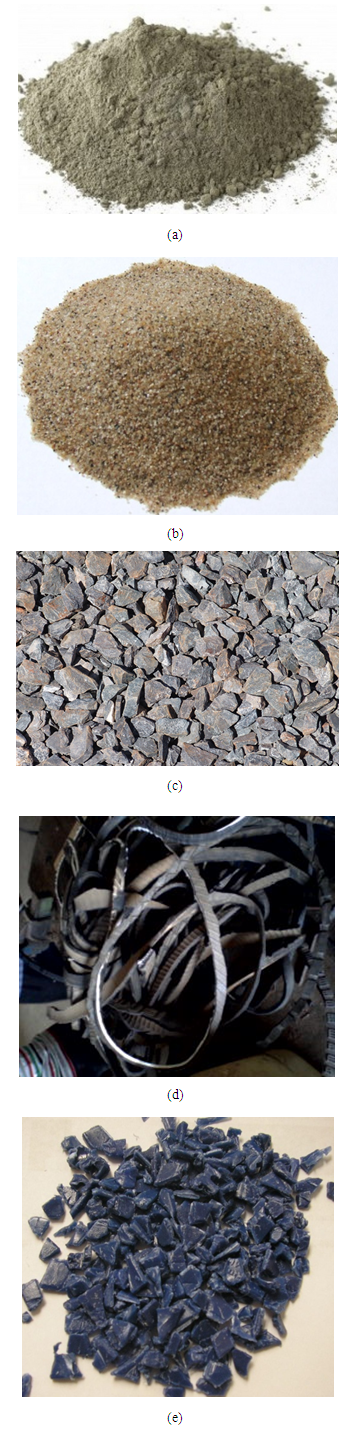 | Figure 1. (a) Portland cement, (b) river sand (natural fine aggregates) (c) gravel (natural coarse), (d) shredded rubber tyres (e) rubber tyre aggregates |
2.2.2. Characterisation
- The feasibility of the RC was ascertained by carrying out some test in order to compare results to the standards available. Apart from the slump which was carried out in the fresh state all the other tests were in the hardened state. The hardened concrete was tested for; Unit weight, volumetric mass density, Water of Absorption (WA), Density, Compressive Strength, Flexure Strength. The unit weights of the samples were measured in the dried state. This was done after conditioning for 24 hours. The samples were weighed on the weighing balance and the values recorded as unit weight of concrete. For the water of absorption test, the samples were conditioned in the lab after they had been demoulded to allow a consistent moisture condition in the capillary pore system. The weight of the dry samples was recorded as the dried weight (DW). The samples were then placed in an oven at a temperature of 90°C for twenty four (24) hours. The weight was recorded after removal from the oven as the fired weight (FW). The samples were fully immersed in water for another twenty four hours (24hrs) to determine the quantity of water absorbed, after which the weight was recorded as wet weight (WW). The water of absorption was calculated as:
 | (1) |
 | (2) |
 | (3) |
 | (4) |
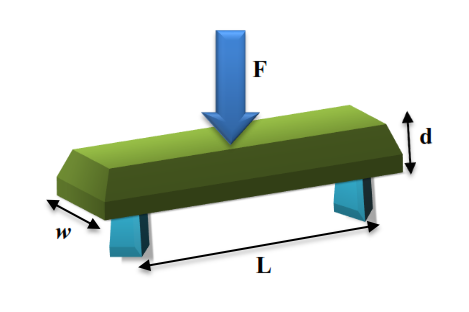 | Figure 2. Three point bending test |
3. Results and Discussion
3.1. Concretes Fabrication
- Cement, a binder material plays an important role in the strength and durability of concretes due to its chemical reactions in the presence of water. The ordinary Portland cement used in this work typically comprises five major compounds and a few minor compounds. The composition of a typical Portland cement given by weight percentage as: Tricalcium silicate Ca3SiO5 (50%); Dicalcium silicate [Ca2SiO4] (25%); Tricalcium aluminate [Ca3Al2O6] (10%); Tetracalcium aluminoferrite [4CaO.Al2O3.Fe2O3] (10%); Gypsum [CaSO4.2H2O] (5%). [12, 13] When water is mixed with cement, it forms a paste that binds all the aggregates (fine and coarse) together and also causing the hardening of concrete through a chemical reaction known as hydration. During hydration the major compounds in cement form chemical bonds with water molecules and become hydrates. Tricalcium and Dicalcium silicates are the major compounds responsible for most of the strength of concretes during aging. Upon the addition of water, tricalcium silicate rapidly reacts to release calcium ions, hydroxide ions, and a large amount of heat. The pH quickly rises to over 12 because of the release of alkaline hydroxide (OH-) ions. This initial hydrolysis slows down quickly after it starts, resulting in a decrease in heat evolved. [12, 14, 15] A typical equation for the hydration of tricalcium silicate is given by:Tricalcium silicate + Water → Calcium silicate hydrate + Calcium hydroxide + heat
 | (5) |
 | (6) |
3.2. Concrete Workability (Slump) Test
- Slump test (fig.3a) also known as workability test is used to determine the ability of a fresh (plastic) concrete mix to fill the mould properly with the desired work (vibration) and without reducing the concrete’s quality. Workability depends on the water content, and aggregate (shape and size distribution). Slump test showed workability of concrete mix in a decreasing order from 65 mm to 0 mm as the rubber tyre aggregates (TA) substitute increased. For batch formulation by mass, the concrete mixes showed low workability of 24 mm and below for 50% RC to 100% RC. 25% RC had a medium value of 39 mm, with 0% RC (control concrete) showing the highest slump value of 65 mm. A similar observation is found in the % volume batch formulation as shown in figure 3b.
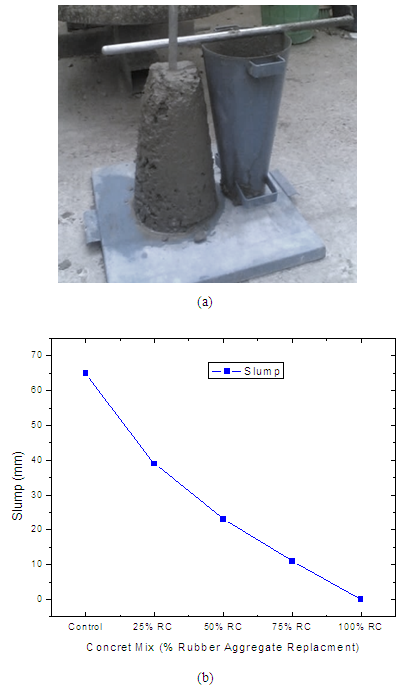 | Figure 3. (a) Slump (workability) test (b) A Plot of Slump Values against Concrete Mix |
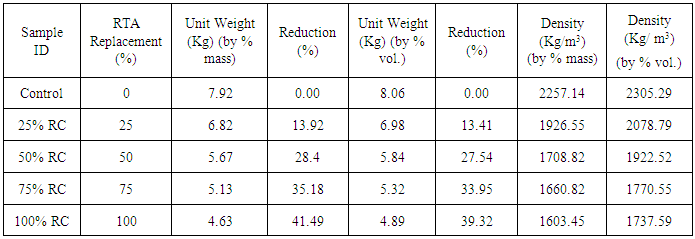
3.3. Unit Weight (Bulk Density) and Volumetric Mass Density Test
- The Unit weight (also known as bulk density) is the measure of the weight of a given volume of graded aggregate and their corresponding voids occupied in concrete. The determination the density of concrete is a means of classifying it as lightweight, normal weight, and heavy weight concrete. The results of the bulk densities and volumetric mass densities of as-prepared concretes are presented in table 2.
|
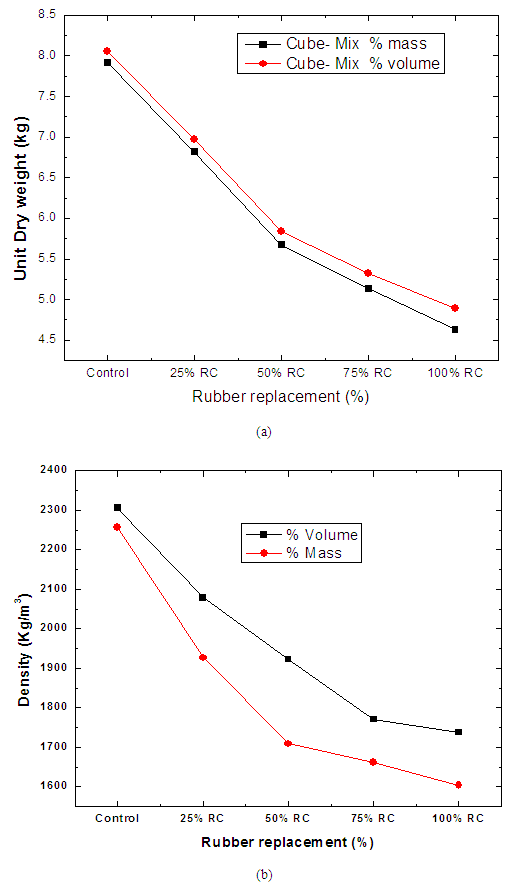 | Figure 4. Variation of (a) Unit weight and (b) volumetric mass density with % rubber replacement |
3.4. Water of Absorption
- The amount of water absorbed by a composite material when immersed in water for a stipulated period of time is termed as water of absorption. This technique is used to determine the susceptibility to seepage of water through the pores of unsaturated concrete when immersed in water. This is affected by the pores (voids) within the concrete. This was performed by determining the rate of water absorption by the concrete considering the increase in the mass (weight) of the test sample resulting from absorption of water as a function of time when the sample is wholly immersed in water and calculated using equation 1. From Figures 5, the water of absorption tends to increase as rubber aggregate substitution increased with the control samples showing the least water absorbed in both batch formulations. This is due to the fact that the control samples were denser with less voids hence absorbing less water. On increasing the substitution of granite with rubber aggregates, possibility of cracks/voids/inclusions in the sample increases due the weak bonding between rubber aggregates and mortar. This results in rubberized concrete with higher rubber tyre aggregate being more susceptible to seepage of water. The samples of % mass batch, tested for water of absorption are seen to increase more than that of % volume batch. The 50% RC batched by mass had more rubber aggregates than 50% RC batched by volume; However 75% and 100% RC batched by volume showed a discrepancy which could be attributed to the development of surface cracks during demoulding of the samples.
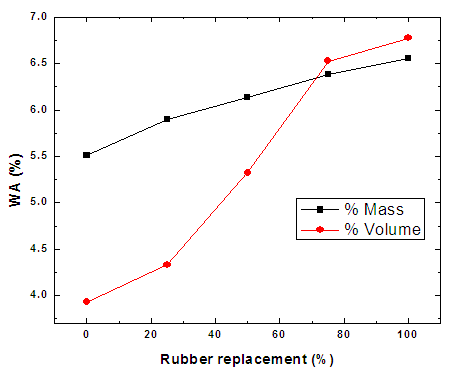 | Figure 5. Variation of Water of Absorption with rubber tyre substitution |
3.5. Compressive Strength
- Compressive strength is widely used to characterize the quality of concrete and indirectly to evaluate its durability. The of the concrete cube samples with a cross-sectional area of 22500mm2 (150mm×150mm) were tested for their compressive strengths after 28 days of standard curing and the results shown in figure 6. For the rubberized concrete, the results show that the increase in percentage of rubber aggregate caused a significant reduction in concrete compressive strength compared with the control concrete for all the two test programs. Losses in compressive strength of 37.43% (TPI), 51.83% (TPII), were observed when 25% of the coarse aggregate was replaced by an equivalent mass & volume of rubber aggregate respectively. When 50% of the coarse aggregates were replaced, the losses in compressive strength were 78.45% (TPI) and 74.54% (TPII) respectively. These observations in the reduction of compressive strength of the rubberized samples in comparison with the standard (granite/ mineral based) concrete samples could be attributed to the lack of adhesion at the rubber aggregate boundaries as well as between the cement paste and the rubber aggregates. This usually results in the creation of voids / inclusions and cracks which greatly reduces the strength of the concrete. [16]. From figure 6 , it is evident that test program I (% mass) decrease more in compressive strength than test program II (%volume) as substitution of rubber tyre aggregates increased. Since more rubber tyre aggregates are found in concrete batched by mass than in that batched by volume, more rubber particles moves to the top surface during compaction resulting in higher inhomogeneity in concrete batched by mass; hence the lower compressive strengths. Other research studies on rubberized concretes have shown that there was a systematic reduction in the compressive strength of about 85% and tensile splitting strength of 50% with the increase in rubber content [8, 17]. This have also been attributed partly to the entrapped air, which increases as the rubber content increases; however, the compressive strength reduction could be significantly reduced by adding a de-airing agent into the mixing prior to the placement of the concrete [18, 19, 16]. It is worth noting that, mineral aggregates (granite, etc) are relatively incompressible with high crushing strength than in the case of rubber aggregates which are compressible, ductile with a Poisson’s ratio of 0.5 and a very low elastic modulus of about 7MPa. [20]
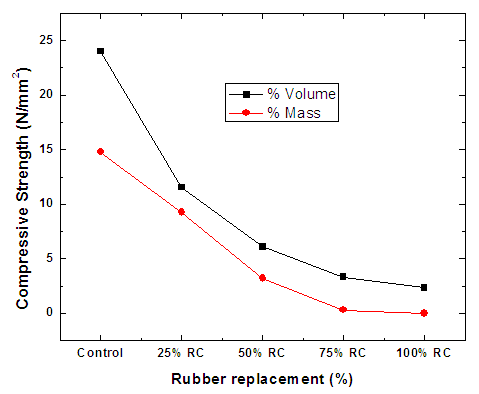 | Figure 6. Comparison of Compressive Strength Results for Both Test Programs |
3.6. Flexural Strength
- Flexural strength, a measure of the tensile strength of concrete, is used to determine the ability of an unreinforced concrete beam to resist failure during bending. During three point bending, the test material is subjected to internal stresses such as compressive stress above its neutral axis, tensile stress below its neutral axis and high shear stresses at its support ends. The applied failure load (force value at which the concrete cracks heavily) is then recorded and used to determine the tensile stress at which the concrete failed. The prepared beam samples were tested after 28 days of standard curing and the results of flexural strength tests for the control concretes and the rubberized concretes are summarized below in figure 7. Kaloush K.E. et al found that the flexural strengths of rubberized concrete decreased as the rubber content in the mix increased [18]. However, Kang Jingfu et al [21], reported that there is an improvement in flexural strength when the rubber aggregates are added to a roller compacted concrete. In comparison with the control concrete, when the compressive strength was kept constant for roller compacted concrete, the flexural strength, and ultimate tension elongation increased with the increase of rubber content.The results of flexural strength in Figure 7 shows that replacement of rubber reduces flexural strength as expected. This was expected because it was found in literature that concrete is higher in compressive strength than flexural strength. The most important factor in reducing flexural strength, as well as the compressive strength is lack of good bonding between rubber particles and cement paste. This was evident after breaking the concrete samples for flexural strength test. It was observed that chipped rubber TA could be easily removed from concrete.
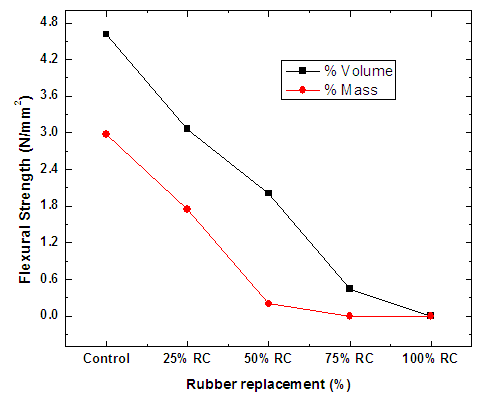 | Figure 7. Comparison of Flexural Strength Results for Both Test Programs |
3.7. Comparison of Water of Absorption, Density, Compressive Strength and Flexural Strength for % Mass and % Volume Batch Formulations
- From figure 8, it is evident that as the substitution of the rubber tyre aggregates are increased, the degree of water absorption tends to increase. The increase in water of absorption was found to decrease the various physico-mechanical properties (unit weight, density, compressive strength, and the flexural strength) of the as-prepared rubberized concretes. The rates of increase/decrease in properties were higher in the % volume batches than in the mass batches.
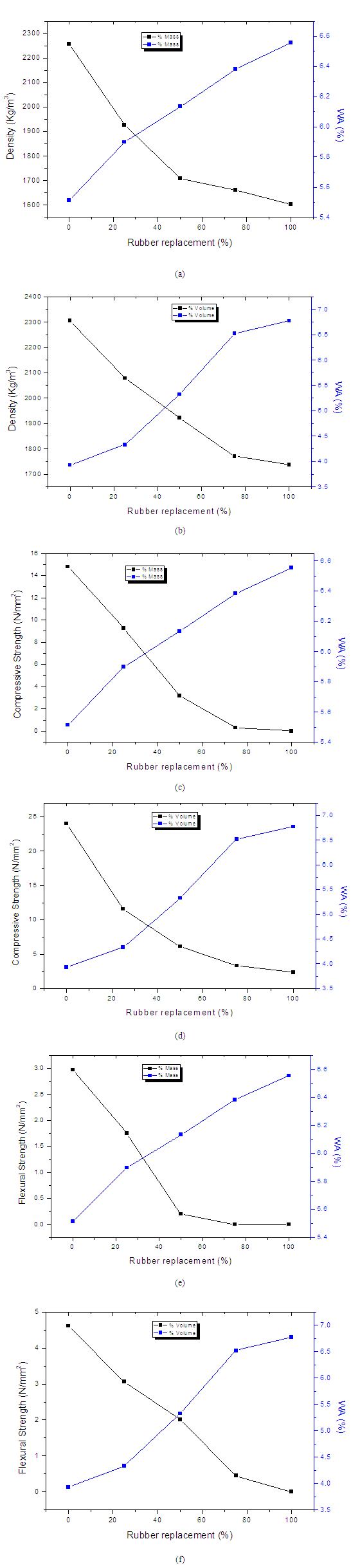 | Figure 8. Plots of Water of Absorption against (a,b) Density; (c,d) compressive strength; and (e,f) flexural strength for % mass and % volume batch formulation |
4. Conclusions
- Generally, the introduction of recycled rubber tires into the concretes significantly decreased the slump and workability. A reduction in the unit weight of up to 13.41% and 27.54% was observed when 25% and 50% by volume of the coarse aggregate was replaced by rubber aggregate in the rubberized concrete samples with compressive strengths of 11.56 MPa and 6.11 MPa respectively. Shredded rubber tyre is about two and half times lighter than the conventional mineral coarse aggregate and hence it is not unexpected that the mass density (unit weight) of the mix would be relatively lower. The addition of rubber aggregate resulted in a significant reduction in concrete compressive strength compared with the control concrete. This reduction increased with increasing percentage of rubber aggregate. Losses in compressive strength ranging from 12.44 MPa (51.83%) to 21.66 MPa (90.25%) were observed for replacement by volume weight. This strength reduction could be attributed both to a reduction of quantity of the solid load carrying material and lack of adhesion at the boundaries of the rubber aggregates: soft rubber particles behave as weak inclusions or voids in the concrete matrix which tends to limit its use in some structural applications. However, it has few desirable features such as lower density, higher impact and toughness resistance, enhanced ductility, and a slight increase in flexural strength in the lower strength concretes. Rubberized concrete can be used in non-load bearing members such as lightweight concrete walls, building facades, or other light architectural units; consequently, the rubberized concrete mixes could give a feasible alternative to the normal weight traditional concrete. The study show the feasibility of using recycled rubber tires in concrete construction as a partial replacement for coarse aggregates. However, the percentage replacement should be limited to about 25% and the application restricted to particular cases where the improved properties due to the rubber aggregates are greater than the corresponding demerits that may occur due to these aggregates.
ACKNOWLEDGEMENTS
- Authors acknowledge support from Carnegie-University of Ghana Next Generation of African Academics project, Ghana Standards Authority and CAPREX projects.