-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2014; 4(1): 39-44
doi:10.5923/j.materials.20140401.06
Microstructural Evolution of 6061 Al Alloy during Cyclic Semi-Solid Heat Treatment
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLNaglaa Fathy
Physics Department, College of Science, University of Hail, P.O. Box 2440, Hail, Saudi Arabia
Correspondence to: Naglaa Fathy , Physics Department, College of Science, University of Hail, P.O. Box 2440, Hail, Saudi Arabia.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
A new semi-solid cyclic heat treatment method was presented for 6061 aluminum alloy. The cyclic heat treating process was studied, structure evolution was observed, and a comparison study with isothermal heat treatment of 6061 aluminum alloy was conducted. The results showed that cyclic heat treatment is a relatively finer and more globular non-dendrites microstructure compared with isothermal heating one for all heating time conditions. Semi-solid cyclic heat treatment is showing lower coarsening rate constant than that of the isothermal heat treated one because of coarsening discontinuous action of cyclic heat treatment(K Cyclic ~ 30%K Isothermal). Cyclic heating shows a relatively higher hardness for all heating times compared with isothermal heating one. Future research is required to investigate the effect of semi-solid cyclic heat treatment for sort heating time (less than 20 min) to decrease both coarsening and cracks that appear for heating time over than 30 min.
Keywords: Cyclic heat treatment, Semi-solid, Microstructure, 6061Al alloy
Cite this paper: Naglaa Fathy , Microstructural Evolution of 6061 Al Alloy during Cyclic Semi-Solid Heat Treatment, American Journal of Materials Science, Vol. 4 No. 1, 2014, pp. 39-44. doi: 10.5923/j.materials.20140401.06.
1. Introduction
- Aluminum is considered to be the second most plentiful metallic element on earth, became an economic competitor in engineering applications as recently as the end of the 19th century. It was to become a metal for its time. The emergence of three important industrial developments would, by demanding material characteristics consistent with the unique qualities of aluminum and its alloys, greatly benefit growth in the production and use of the new metal. Among the most striking characteristics of aluminum is its versatility. The range of physical and mechanical properties that can be developed, from refined high-purity aluminum to the most complex alloys, is remarkable. More than three hundred alloy compositions are commonly recognized, and many additional variations have been developed internationally and in supplier/consumer relationships. The properties of aluminum that make this metal and its alloys the most economical and attractive for a wide variety of uses are appearance, light weight, fabricability, physical properties, mechanical properties, and corrosion resistance[1].Generally speaking aluminum alloys have good mechanical properties, high corrosion strength and low density. Nowadays the fields of application of this kind of alloy are mainly the ones in which weight reduction is a critical factor, such as in aerospace applications, and in the field of transport in general. Al 6061-T6 belongs to the aluminum series 6000 with silicon and magnesium as the principal alloying components. The T6 suffix describes the heat treatment applied to the alloy, T6 stands for a two phase treatment. The entire process is based upon the precipitation hardening phenomenon and it results in a larger increment in strength with only a minimal reduction of the break elongation[2]. 6061 aluminum alloy is widely used in automotive and aerospace applications because of their high properties such as good strength, formability, weldability and corrosion resistance[3]. The influence of semi-solid isothermal heat treatment on microstructure of 6061 Alloy has been studied. It was found that the optimal partial remelting parameters should be 630℃ and 10–15 min for 6061 alloy cold rolled with 60% reduction in height of pre-deformation, otherwise, increasing the heating time above 15 min increase the chance for grain coarsening[3]. Regarding those mentioned above, this work is carried out to study microstructural (grain size and gain grain sphericity) evolution of 6061 Al Alloy during cyclic Semi-solid heat treatment for heating time above 15 min to maintain the optimum of both grain size and grain sphericity.
2. Experimental
- The 6061 aluminum alloy studied in the present study was the commercial rod 6061-T6 (Cu 0.15-0.4%, Mg 0.8-1.15%, Mn 0.12%, Zn 0.25%, Cr 0.04-0.35%, Ti 0.15%, Si 0.4-0.8%, Fe 0.7%) of 20 mm diameter. The measured solidus and liquidus temperatures are 582.8℃ and 652℃, respectively as indicated by pervious study using differential scanning calorimetric analysis (DSC) for the semi-solid 6061 alloy[3]. Specimens of approximate dimensions φ20x20 mm rod were cut for cyclic and isothermal heat treatment as well as microstructure examination and hardness measurements. All specimens were heated to 630℃ in an electrically heated resistance furnace with heating rate of 10℃. min-1. For isothermal heat treatment sample was hold for 20, 30, 40 and 50 mins, respectively, otherwise for cyclic heat treatment in a complete cycle samples after 10 min holding at 630℃ were cooled to a temperature of 536℃ in still air cooling and were heated again to 630℃ for next 10 min heating time we tried one cycle lasts for 20 min, one and half cycle lasts for 30 min, two cycles lasts for 40 min, and two and half cycles lasts for 50 min. After the semi-solid heat treatment, the samples were taken out immediately for water quenching (see Fig. 1).
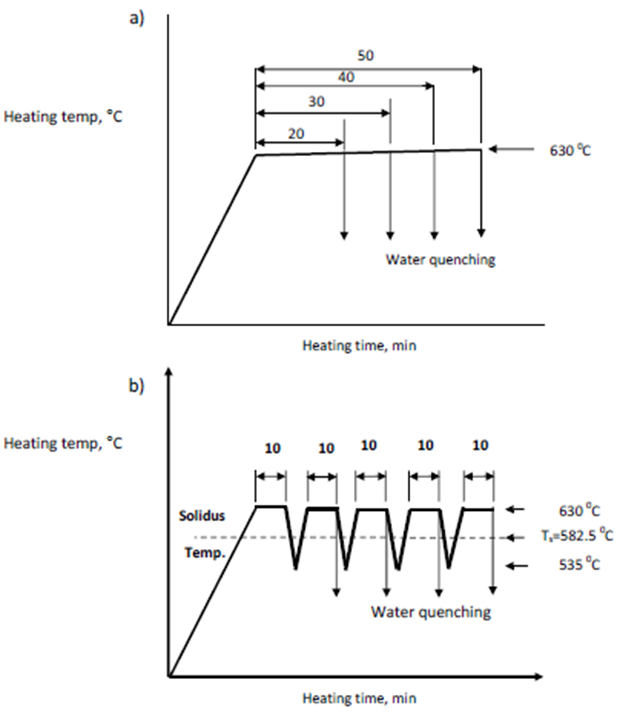 | Figure 1. Schematic illustration of the a) isothermal heat treatment process and b) cyclic heat treatment process |
3. Results and Discussion
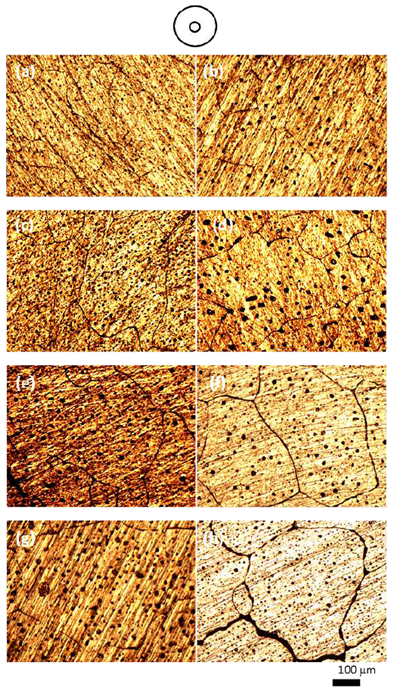
- The as-received microstructure of the experimental 6061 Al alloy shown in Fig. 2. It can be seen from Fig. 2a that the grains of as-received 6061 Al alloy clearly exhibits the rosette character for micrograph took for area at the edge and near the edge of specimen (Fig.2.b) but exhibits near spheroid for area at centre of specimen (See Fig. 2c).
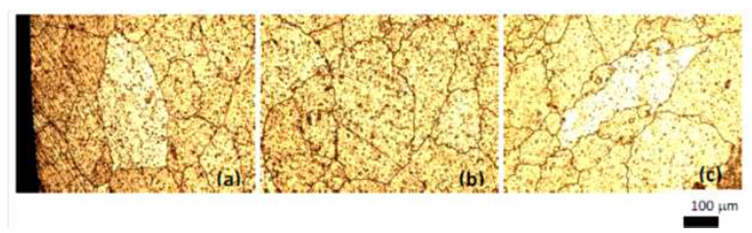 | Figure 2. Microstructure of as-received 6061 Al alloy, a) edge ,b)5mm from dege, and c) at centre |
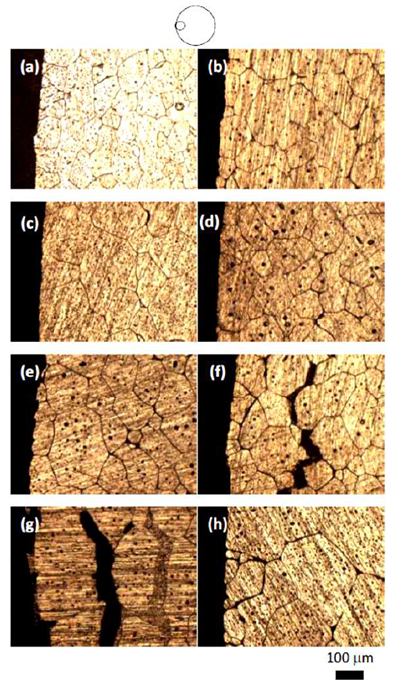 | Figure 3. Microstructure of isothermal heat treated (a, c, e, g) and cyclic heat treated (b, d, f, h) 6061 Alloy heat treated at the edge of samples for heating time of 20, 30, 40, 50 min respectively |
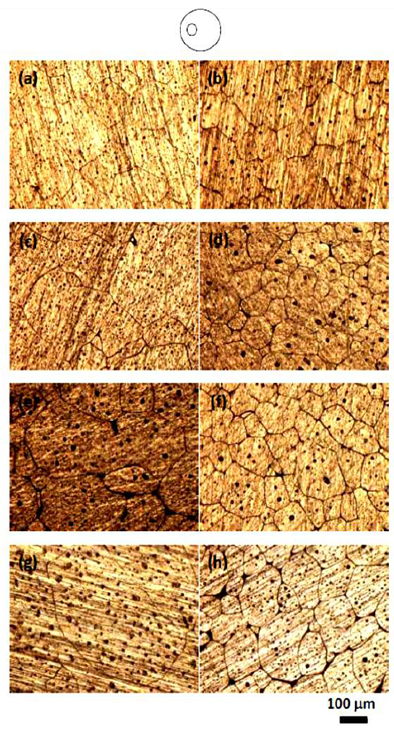 | Figure 4. Microstructure of isothermal heat treated (a, c, e, g) and cyclic heat treated (b, d, f, h) 6061 Alloy heat treated at the zone between edge and center of samples for heating time of 20, 30, 40, 50 min respectively |
 | Figure 5. Microstructure of isothermal heat treated (a, c, e, g) and cyclic (b, d, f, h) heat treated 6061 Alloy heat treated at the center of samples for heating time of 20, 30, 40, 50 min respectively |
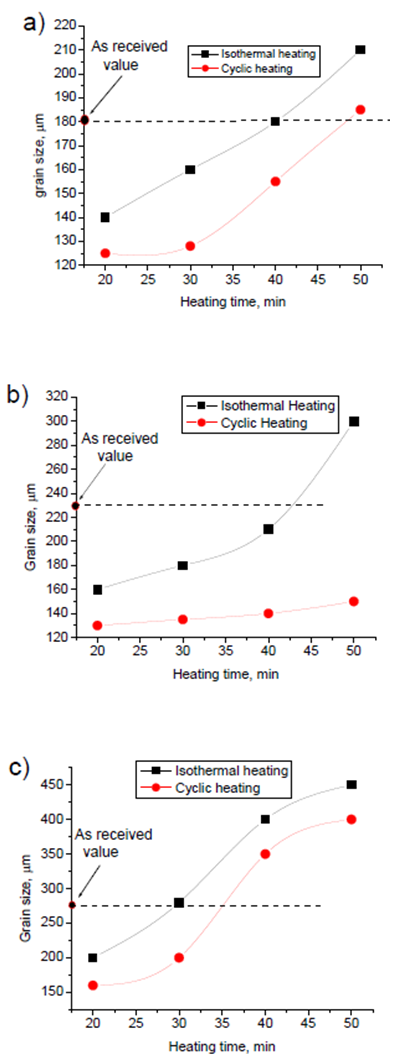 | Figure 6. Grain size for isothermal and cyclic heating for 6061 Al alloy at a) the edge, b) 5mm from the edge, and c) the centre |
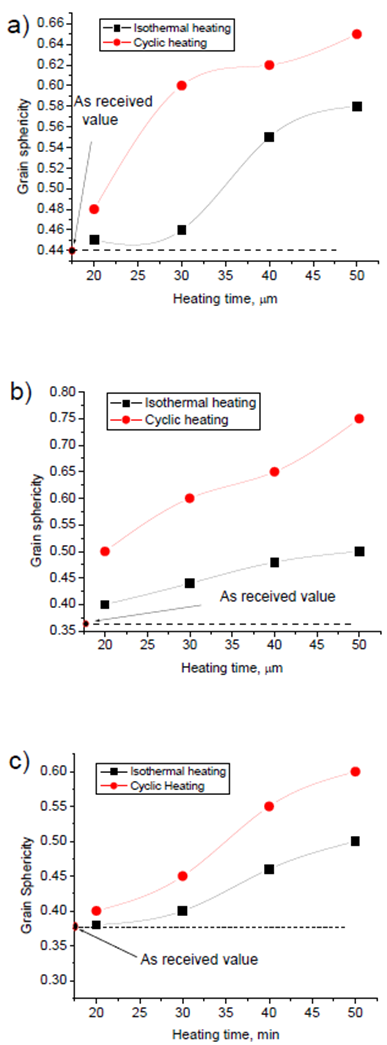 | Figure 7. Grain sphericity for isothermal and cyclic heating for 6061 Al alloy at a) the edge, b) 5mm from the edge, and c) the centre |
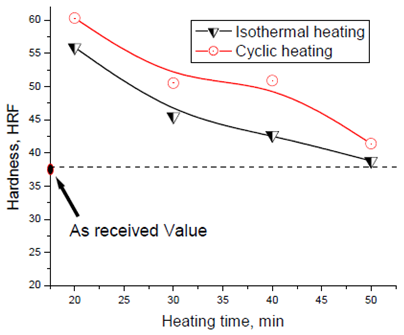 | Figure 8. Hardness as a function of heating time for isothermal and cyclic heating |
 | (1) |
4. Conclusions
- In this research new cyclic semi-solid heat treatment were presented for a commercial 6061 aluminum alloy. The following results were obtained:1. Cyclic heat treatment shows a relatively finer and more globular grain compared with isothermal heating one.2. Cyclic heat treated 6061 Al alloy showing lower coarsening rate constant compared with isothermal heat treated one due to coarsening discontinuous effect.3. Heating time should be limited for 30 min. or less in order to maintain fine grain size and globular structure without cracks and severe grain coarsening. 4. Cyclic heating shows a relatively higher hardness for all heating times compared with isothermal heating one due to its finer and globular structure.5. Future research is required to investigate the effect of cyclic heat treatment for sort heating time (less than 20 min).
ACKNOWLEDGMENTS
- The author would like to thank staff of college of Engineering at University of Hail, Saudi Arabia for their kind help in measurements.