-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2012; 2(3): 53-61
doi: 10.5923/j.materials.20120203.04
Effect of Reinforcement Particles on the Fluidity and Solidification Behavior of the Stir Cast Aluminum Alloy Metal Matrix Composites
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-Text HTML
Full-Text HTMLRabindra Behera 1, D. Chatterjee 2, G. Sutradhar 3
1Dept. of Mechanical Engg., Jadavpur University, Kolkata, India
2Dept. of Mechanical Engg. Bengal Engg. and Science University, India
3Dept. of Mechanical Engg, Jadavpur University, Kolkata, India
Correspondence to: Rabindra Behera , Dept. of Mechanical Engg., Jadavpur University, Kolkata, India.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
In the present work authors investigate the effect of weight percentage of SiCp on the fluidity and the rate solidification of stir cast MMCs. Experiments were carried out over range of particle weight percentage of 5.0-12.5 wt% in steps of 2.5wt%. Spiral castings and three-stepped castings of aluminum alloy (LM6) and its composites reinforced with different weight fractions SiCp have produced to study the fluidity of MMCs and solidification behavior of its castings by putting K-type thermocouples at the different step/section of the casting. The experimental results indicate that on increasing the weight percentage of reinforcement particles i.e. SiCp in cast aluminum alloy (LM6) MMCs the fluidity of cast composite metal decreases and the rate of solidification decreased due to which the total solidification time enhanced. This experimental result will offer good support for production of thin wall castings.
Keywords: LM6, Sicp, Mmcs, Fluidity, Solidification
Article Outline
1. Introduction
- Recently, metal-matrix composites (MMCs) have emerged as potential alternatives to conventional alloys in high-strength and stiffness applications[1]. But, the cost is the key factor for their wider application in automotive and aerospace industries, although potential benefits in weight saving, increased component life, and improved recyclability should be taken into account[2]. Today, even in those terms, MMCs are still significantly more expensive than their competitors. Only simpler fabrication methods, higher production volumes, and use of cheaper reinforcements[1] can reduce the cost of MMCs. There are several methods are used to manufacture aluminum alloy based metal matrix composites such as powder metallurgy (PM), where metal and ceramic powders are blended and hot-pressed[3], and liquid-state processes such as melt infiltration[4-8], compo casting, blending ceramic powder and molten aluminum and casting, melt stirring[9-15], pressurized infiltration and squeeze casting[16-30]. Out of which melt-stir casting technique is one of the cost effective and quite popular methods due to its unique advantages. In this technique, the reinforcement particles are introduced directly into the liquid melt and stirred the melt, at a suitable stirring speed thoroughly to ensure proper mixing of reinforcement particles with the matrix metal.In liquid-metal casting method, the production of thin wall section castings of aluminum alloy metal matrix composite is a challenge for the foundry engineers. As rapid cooling of thin wall sections of the casting reduces the fluidity of the molten metal, which could cause the molten metal to premature freeze before it can completely fill the mold cavity, resulting in an incomplete mold fill or cold shuts. Hence, one of the key factors has to be taken into account in foundry practice of thin section casting is the fluidity. The fluidity of Al alloy/SiCp composites has a direct influence not only on material castability, but also on the casting properties, due to which a thorough knowledge on different factors that affecting the fluidity of MMCs is essential.Another point of concern with respect to the properties of cast metal matrix composites is the properties of cast MMCs produced by stir cast method has influenced by various parameters such as type, size & weight fraction of reinforcement particles and its distribution in matrix metal. It also depends on their solidification behavior during casting. The rate of solidification has a significant effect on the microstructure of cast composites, which in turn affects their mechanical properties. Nath et al.[31] studied the mica particle distribution in Al-Cu-Mg melt solidified in a variety of moulds under different heat flow configurations and concluded that thin castings of 12.5 mm could easily be produced with a homogeneous distribution of mica particles. Rohatgi et al.[32] studied on the segregation of silicon carbide particles by settling and particle pushing in cast Al 357- 15vol. % SiCp composites under various solidification conditions. They concluded that the best distribution of particles obtained under fast cooling rate during multidirectional cooling. Dutta and Surappa[33] studied macro- and micro-structure of Al–Cu–SiCp composites under multidirectional solidification conditions and concluded that an increase in particle volume fraction and cooling rate reduced the extent of macro-segregation of reinforcements in the composites. Eardley and Flower[34] studied the temperature development during infiltration and solidification stage of casting commercial aluminum matrix composites. The results indicated that the final macro- and micro-structures of the material were strongly dependent on the temperature profile. T.P.D. Rajan et al.[35] studied on solidification and casting / mould interfacial heat transfer characteristics of aluminum matrix composite. They have shown that, addition of ceramic reinforcement particles with the aluminum alloy reduces the total solidification time in all the moulds (i.e. sand, graphite and metal mould) at lower volume fractions and increases at higher volume fractions. They also concluded that the total solidification time was very less in case of graphite mould comparison to steel and sand mould, because of high thermal conductivity of graphite.The present paper investigates the fluidity and solidification behavior of matrix metal at different weight fraction of SiCp. The effect of weight fraction of SiCp on the fluidity evaluated by means of spiral test and the rate of solidification of cast metal matrix composites have measured at different step of the casting by using Data Acquisition System (DAS). The results are compared with the unreinforced matrix metal i.e. LM6.
2. Fluidity of Cast Metal
- Fluidity is a complex technological phenomenon, in foundry. Fluidity tests have been developed and are used commercially as quality checks to determine the flowing qualities of molten metal[36]. Fluidity, in casting terminology; is used to indicate the distance a molten metal can flow before it solidifies in the mould cavity[37-39].Fluidity is therefore a length, usually in millimeters or meters. It is an important property for casting alloys and determines the ability of the liquid metal to fill the mold cavity. The term Fluidity has come to a meaning quite different to the foundry man than to the physicist. To the physicist, it is the reciprocal of viscosity; to the foundry man, it is an empirical measure of a processing characteristic[40]. Fluidity, in the casting sense, refers to the property of a metal, which allows it to flow when it has poured into a standard fluidity test channel. This channel may be straight or it may be in the form of a spiral, the cross-section may be round, half round, trapezoidal, or rectangular.There are number of factors affecting the fluidity of cast MMCs, such as-:i. Metallurgical variables, such as composition, superheat, latent heat, surface tension, viscosity and mode of solidification.ii. Mold/casting variables, such as part configuration, cooling rate, degree of super heat, mold material and its surface characteristics.iii. Test variables, such as applied metal head, channel diameter, casting temperature (super heat) and oxide/particle content.In addition, reinforcement characteristics such as size, shape and its weight fraction affect the fluidity behavior of metal matrix composite melts. Cooksey et al.[41] investigated the effect of major impurities on the casting fluidity of pure Al observed a marked change in the casting fluidity between super pure (99.9%) and commercially pure Al (99.7%).The major contributor towards decrease in casting fluidity is Si; the influence of Fe is small, while that of Ti is intermediate. The large difference of casting fluidity observed between the high purity and the commercial Al is due to the presence of Si, which changes the mode of solidification from skin forming to equiaxed growth. The alloys studied can be classified into two groups: (i) alloys not containing Si having good fluidity and columnar structures and (ii) alloys containing Si having low fluidity and equiaxed structures. Gowri and Samuel[42] investigated the fluidity of A380 die casting alloy and observed that an increase in the Fe content decreases the fluidity of the alloy. Addition of 1.5 and 1.7 wt% Fe to the A380 alloy caused 4 and6%decrease in fluidity, respectively while the addition of 1.3 wt% Zn to the 380 alloy caused5% decrease. However, addition of 1 wt% Cu to the 380 alloy caused 4% increase. No significant change in the fluidity of theA380 alloy was observed when 0.23 and 0.5 wt% Mg was added. Rooy[43] and Wang et al.[44] also reported similar reductions in fluidity of Al–Si-based foundry alloys with increasing Fe. These observations, however, contradicted those of Pfeiffer and Sabath[45], who observed increased fluidity of Al–8Si–3Cu alloy as the total combined concentrations of Fe, Mn and Zn increased. Chai[46] observed that the addition of certain alloying elements alters the dendrite coherency point of the solidifying melt and hence affects fluidity. Coherency occurs when the secondary dendrite arms of the growing equiaxed crystals impinge upon one another and begin to form a solid network of grains[47,48]. Delays to coherency may tend to increase fluidity as a result of the increased time available for mass feeding. Limited experimental results are available to substantiate this hypothesis, although initial indications appear to support the claim. Lloyd[49] found that the A356-10 vol. % SiC composite produced by Duralcan had a spiral length comparable to the particle free standard alloy, and the spiral length increased with temperature up to 750℃. In addition, A356-20 vol. % SiC showed similar behavior up to 710℃. However, at higher temperatures, its spiral length decreases with decreasing temperature. Kolsgaard[50] found that the fluidity length, measured with a spiral test in sand mold, increased linearly by increasing superheat. An increase by 1℃ in the melt temperature gave an increase of 1% in the fluidity length, in the temperature interval700–760℃. Sahoo and Sivaramakrishnan[51] measured the fluidity of an Al–8.3Fe–0.8V–0.9Si alloy with standard spiral test in sand mold and reported an increase of 0.4% in the fluidity length when the melt temperature was increased by 1℃, in the temperature interval of 860–900℃. Yarandi et al.[52] found that the A356 alloy–SiCp composite(cast in a permanent mold) containing 15 vol.% SiCp of 9µmdiameter had the lowest flowability, lower than that of composite containing 20 vol.% SiCp of 14µm diameter, indicating that particle size has a strong influence on flow and spiral length. The decrease with size has been attributed to an increase in the total surface area of particulates causing more resistance to fluid flow as a result of stagnant boundary layers around the particles. Surappa and Rohatgi[53] observed that spiral fluidity tested in a permanent mold casting decreased linearly with the total surface area per unit weight of the particles.In this investigation the fluidity of aluminum alloy i.e.LM6 containing 5-12.5 wt% SiC particles in the steps of 2.5wt% has measured by means of spiral casting. The fluidity test results of the composites have been compared with that of the base alloy to assess the ability of the composite melt containing particles to flow and fill the spiral mold cavity during casting.
3. Experimental Procedure
- The aluminum–silicon alloy i.e.LM6, which is a well known alloy of aluminum, is used as the base/matrix metal in the experiments for the fabrication of the composites that has been reinforced with 5 wt%, 7.5 wt%, 10 wt% and 12.5 wt% of SiCp of average 400 mesh size. The chemical composition of the matrix material (LM6) and the thermo physical properties of aluminum alloy, SiCp & sand have given in the table-1 & table-2. The composites have been fabricated by the liquid metal stir casting technique. The aluminum alloy is melted in clay graphite crucible using an electric resistance furnace and 3wt.% Mg has been added with the liquid metal, in order to achieve a strong bonding by decreasing the surface energy (wetting angle) between the matrix alloy and the reinforcement particles. The addition of pure magnesium has also enhanced the fluidity of the molten metal. The melt has mechanically stirred by using an impeller after addition of the pre-heated silicon carbide particle (about 850-900℃). The processing of the composite has carried out at a temperature of 750℃ with a stirring speed of 400-500 rpm. The melt has poured at a temperature of 745℃ into spiral mold and stepped silica sand mold.The pattern and the sand mold for spiral test have shown in the Fig.1. A match plate pattern has used to prepare the spiral sand mold. The molten metal has poured into the skin dried resin bonded spiral sand mold at the centre of the spiral and the pouring temperature of molten metal maintained at 720-730℃, to measure the fluidity of the cast MMCs at different weight fraction of the reinforcement particles.
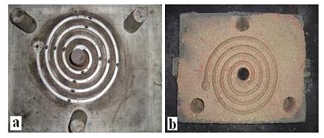 | Figure 1. Schematic diagram of: (a) Match plate spiral pattern; (b) Resin bonded spiral sand mold |
|

|

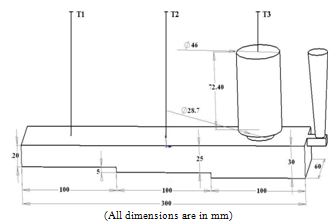 | Figure 2. The 3D geometry of mould cavity with K-thermocouples (T1,T2&T3) |
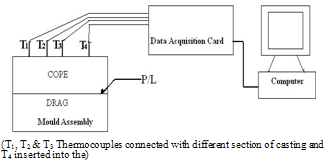 | Figure 3. Schematic sketch of the computer aided temperature data acquisition set up |
4. Results and Discussion
4.1. Fluidity Measurement
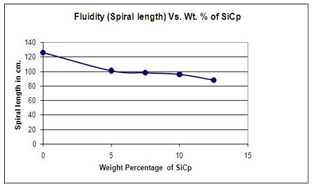
- Fluidity is an important parameter in metal casting, that affected by number of factors. Fluidity properties of aluminum alloy significantly changes after addition reinforcement particles, this change in fluidity due to change in viscosity. The highest fluidity is commonly associated with short range alloys, such as pure metals and eutectic alloys, where solidification takes place by the advance of plane interface. When the liquid metal contains a dispersion of particles, the effective or apparent viscosity rises markedly above the viscosity of pure (monolithic) melts. For extremely dilute suspensions (solid volume fraction, φ < 0.1), the effective viscosity, μc, of the suspension can be predicted using Einstein equation[54],Where, μc is the apparent viscosity of composite slurries (g/cm s), µo the viscosity of fluids without any particle (g/cm s) and νf is the volume fraction of the suspended particles.The casting for fluidity test (spiral castings) is shown in Fig. 4; this shows the fluidity i.e. the spiral length of the matrix alloy i.e.LM6 and composites at different weight percentage of SiCp. The Fig.5, shows that the effect of weight percentage of SiCp on the fluidity. The total spiral length 126 cm for LM6 casting and the spiral lengths are102, 97.5, 91and 85cm for LM6 metal matrix composites reinforced with 5, 7.5,10 and 12.5 wt%. The fluidity length of the composites is shorter than that of the LM6 base material. In spiral mold, the fluidity length has shortened when the weight percentage of SiCp content increased in the base metal i.e LM6. This is because increasing the SiC particulate content tends to form Al4C3 in the interface; as a result, the viscosity is increased and the fluidity of the melt composites decreased. Surappa and Rohatgi[53] and Carity[55] reported the similar trend in case of permanent mold casting.
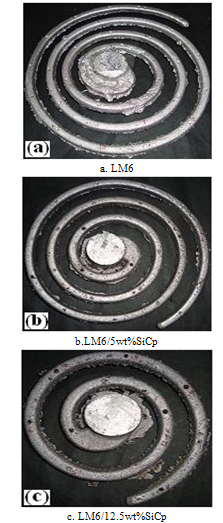 | Figure 4. Spiral cast of LM6, LM6/5wt%SiCp and LM6/12.5wt%SiCp |
 | Figure 5. Effect of weight percentage of SiCp on the fluidity of metal matrix composites |
4.2. Cooling Curves and Solidification
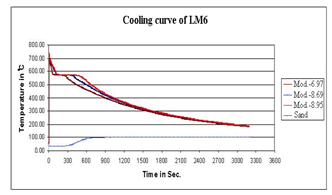
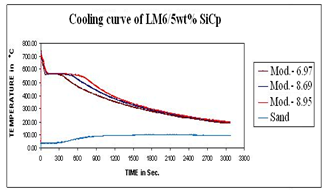
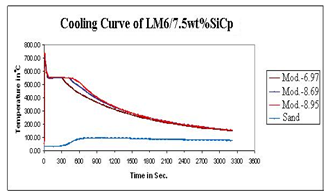
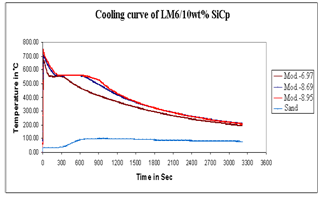
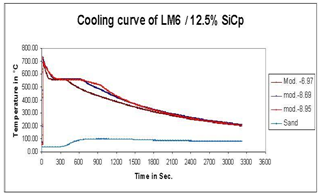
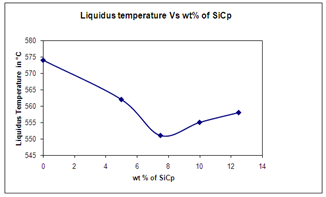
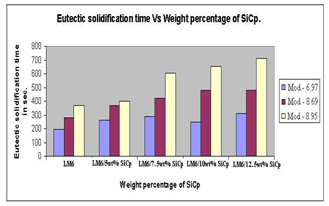
- Addition of an alloying element or second phase particles into a matrix alloy usually affects the various time and temperature parameters of its solidification curve. The variation in the nature of the cooling curve always has a significant impact on the microstructure and mechanical behavior of the material. Fig.6-10 shows the cooling curve of the Al alloy (LM6) and LM6 reinforced with 5wt%, 7.5wt%, 10wt% and 12.5 wt% of SiCp metal matrix composites. The cooling curves for different section of castings at different weight fraction of SiCp indicate that the rate of cooling increasing on increasing the weight percentage of SiCp in the cast MMCs. The cooling rate from the cooling curves shows that the eutectic solidification time (i.e. the time interval between the start and the end of the eutectic phase solidification) increases on increasing the weight percentage of SiC particles in the aluminum alloy matrix. It has also observed that the introduction of SiC particles in the matrix metal lowered the liquidus temperature when compared with the unreinforced alloy. Fig.11 shows the variation of liquidus temperature with increase in weight percentage of SiC particle. This can be attributed to the unfavorable primary aluminum nucleation condition prevailing at the reinforcement surface and the depression in the freezing point due to the presence of reinforcement, which is considered as an impurity. Studies by Gowri and Samuel[56] have also shown that addition of particles lowers the liquidus temperature by about 10℃. The similar trend has also observed by T.P.D. Rajan et al.[35].It is observed that the start of eutectic solidification of the matrix alloy (LM6) at a temperature of 574℃ with the solidification ending at 572℃. After addition of reinforcement particles i.e. SiCp in matrix alloy, the start and end temperature of eutectic solidification changes.
 | Figure 6. Cooling curves of Al (LM6) composites at different modulus of the casting |
 | Figure 7. Cooling curves of Al (LM6)-5wt%SiC composites at different section of casting |
 | Figure 8. Cooling curves of Al (LM6)-7.5wt%SiC composites at different section of casting |
 | Figure 9. Cooling curves of Al (LM6)-10wt%SiC composites at different section of casting |
 | Figure 10. Cooling curves of Al (LM6)-12.5wt%SiC composites at different section of casting |
 | Figure 11. Effect of wt% SiCp on liquidus temperature |
 | Figure 12. Effect of wt% SiCp on eutectic solidification time |
4.3. Microstructural Analysis
- Samples of as cast MMCs for metallographic examination were prepared by grinding through 320, 400, 600, 800, 1200 and 1500 grit papers followed by polishing with 6 µm diamond paste. Then the samples were etched with the etchant i.e. Keller’s reagent (2.5 ml Nitric acid, 1.5 ml HCl , 1.0 ml HF,95.0 ml Water). The etched samples were dried by using electric drier and then the microstructure was observed by using optical microscope (Olympus, modelno.-GS51).The microstructure of the as cast LM6 MMCs are shown in figure-13 -16 at different modulus of the casting. The micrograph of MMC castings at different section shows that the distributions of SiC particles are not uniform throughout the casting and segregation of particles are more in the eutectic region. This tendency may be attributed to the fact that the rate of cooling is not uniform throughout the casting due to change in thickness of the casting and slower rate of cooling in the sand mold.
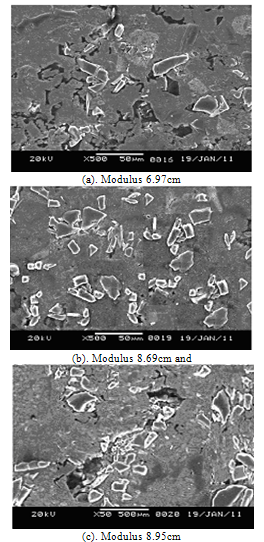 | Figure 13. Microstructure of LM6/5wt% SiCp as cast MMC at different modulus of the casting |
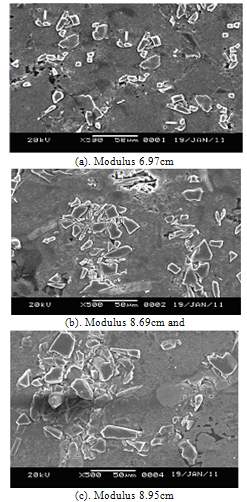 | Figure 14. Microstructure of LM6/7.5wt% SiCp as cast MMC at different modulus of the casting |
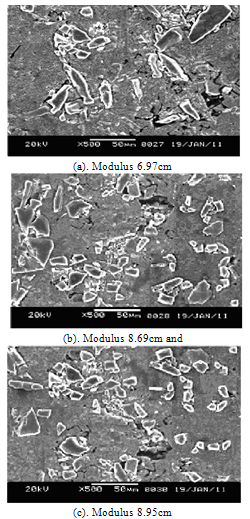 | Figure 15. Microstructure of LM6/10wt% SiCp as cast MMC at different modulus of the casting |
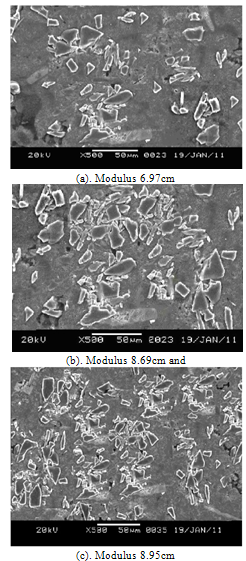 | Figure 16. Microstructure of LM6/12.5 wt% SiCp as cast MMC at different modulus of the casting |
5. Conclusions
- In this experimental study the effect of SiC particles on the fluidity properties of the metal matrix composites are measured by means of spiral casting. The solidification behavior of cast MMCs are also studied through the cooling curves that recorded experimentally for Al alloy (LM6) with varied percentage of SiC particles from 5 wt% to 12.5 wt% in steps of 2.5 wt% and compared with the unreinforced matrix alloy.i.e.LM6.
ACKNOWLEDGEMENTS
- Authors thankfully acknowledge the financial support provided by U.G.C, New Delhi under Major Research Project Grant[F.No.32-88/ 2006 (SR) dated 09.03.2007] without which this work could not be attempted.