-
Paper Information
- Next Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2011; 1(2): 67-70
doi:10.5923/j.materials.20110102.10
Fabrication of Al7075/TiB2 Surface Composite Via Friction Stir Processing
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLHossein Bisadi, Asghar Abasi
Department of Mechanical Engineering, Iran University of Science and Technology, Tehran, Iran
Correspondence to: Asghar Abasi, Department of Mechanical Engineering, Iran University of Science and Technology, Tehran, Iran.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
In this work friction stir processing was utilized to successfully disperse and embed TiB2 particles with global size of 2.62 μm in Al 7075. The effects of rotational and traverse speeds with two FSP passes on particle distribution and microstructures were studied. Microstructure observations were carried out by employing optical microscopy and scanning electron microscopy (SEM) of the modified surface. The results showed that increasing the rotational speed caused a more uniform distribution of TiB2 Particles. Microhardness of the cross section and tensile test result were also evaluated. The microhardness values of produced composite surface raise with increasing the rotational and traverse speed and improved almost 3 times as compared with base aluminium. Tensile test result shows rising in yield strength by more than two times of base metal.
Keywords: Friction Stir Processing, Metal Matrix Composite, Al7075 alloys, TiB2 (titanium boride) Powder
Cite this paper: Hossein Bisadi, Asghar Abasi, Fabrication of Al7075/TiB2 Surface Composite Via Friction Stir Processing, American Journal of Materials Science, Vol. 1 No. 2, 2011, pp. 67-70. doi: 10.5923/j.materials.20110102.10.
1. Introduction
- Aluminium and its alloys are used commonly in aerospace, aircraft structures and transportation industries because of their high strength to weight ratio. Especially aluminium based Metal Matrix Composites (MMC) exhibited high strength and improved resistance to fatigue and wear[1]. However, these composites also suffered from low ductility and toughness due to incorporation of the hard ceramic reinforcements[2-3], which limited their wide applications. For many applications, surface properties determined by the useful wear and fatigue life. In these situations, it is desirable that only surface layer of components was reinforced by ceramic particles while the bulk of component retained the original properties and structure with higher toughness. Surface composites can be produced using several techniques including plasma spraying and high-energy electron beam irradiation[4-5], that consist of melting treatments. Friction stir processing for surface modification of light metal alloys are also available in solid-state condition[6]. Friction stir welding (FSW) is a solid state joining process developed by the Welding Institute in Cambridge England[7]. By adapting the concepts of FSW Mishra et al.[8] developed FSP for fabrication of metal matrix composites. Also FSP has been shown as an effective technique to refine the microstructure of Al- alloys and fabricate metal–matrix composites[9-12]. In the FSP, a cylindrical rotating tool with a concentric pin and shoulder travels down the surfaces of metal plates, and friction between the rotating tool and workpiece produces localized heat and locally raise the temperature of the material but work piece does not reach to the melting point. The FSPed zone consists of a weld nugget, a thermo-mechanically affected zone and a heat affected zone. During this process, the material experience intense plastic deformation at nugget zone, resulting in significant grain refinement[13-16]. The fine grain structure in the nugget zone causing a higher mechanical strength and ductility[17-18]. The microstructure and mechanical properties of the FSPed zone can be controlled by optimizing the tool design and FSP parameters such as temperature, tilt angle, penetration depth and rotational and traverse speeds[19-20]. Many different ceramic particles like oxides carbides and borides such as SiC, B4C, Al2O3, TiC and etc have been added to aluminum alloys. Among these particles, Titanium diboride (TiB2) has appeared as an outstanding reinforcement. This is due to the fact that TiB2 is stiff hard and it does not react with aluminium to form any interphase at the interface between the reinforcement and the matrix[21]. Furthermore, in contrast to most ceramics TiB2 is electrical and thermal conductive[22].In the current investigation, Several Al7075-TiB2 surface composite were fabricated using two FSP passes by various tool rotational and traverse speeds. The focus in this work is the microstructural and mechanical characterization of the composites, Also studied the effects of speeds on microstructure and microhardness of the developed surface composites.
2. Experimental
- The materials used in this work are Commercial AL7075- O alloy (Al-Zn-Mg, annealed condition) rolled plate as the substrate material and TiB2 powder with average particle size of 2.62 μm as the reinforcement. The surface of AL7075 alloy plates was cleaned before processing. Work pieces were prepared with a thickness, width, and length of 4, 45, and 160 mm, respectively. A shallow groove was machined thorough the center surface of the substrate with a width and depth of 1 and 2mm, respectively. TiB2 powder was filled in the groove and specimens were subjected to two FSP passes.A hardened H-13 tool steel was used that consisted of a shoulder with a diameter of 16mm and a pin with a diameter and length of 5.4 and 3mm, respectively. The shoulder tilt angle was fixed at 3°. The tool rotation rate was adjusted at 450, 825, 1115 rpm, and the rotating tool was traversed at a speed of 32, 60 mm/min along the long axis of the work piece. The metallographic specimens were prepared by mounting and grinding and polishing by use of alumina nanopowder and etched with Keller’s reagent. Microstr- uctural observations were carried out by employing optical and scanning electron microscopy (SEM) of the cross sections perpendicular to the tool traverse direction.The Vickers hardness of the stirred zone was measured on a cross section and perpendicular to the processing direction using a Vickers hardness tester utilizing a 200 gf load for 15 s. Mechanical properties were evaluated by tensile test at room temperature with an initial strain rate of 10-3s-1. Tensile test specimens prepared by EDM cut from the nugget zone parallel to the processing direction. The tensile tests were carried out using a GALDABINI universal testing machine. The gage dimensions of the specimens were 100 mm in length and 15 mm2 in area respectively.
3. Result and Discussion
 | Figure 1. Optical microstructure of the 7075 annealed (400x) |
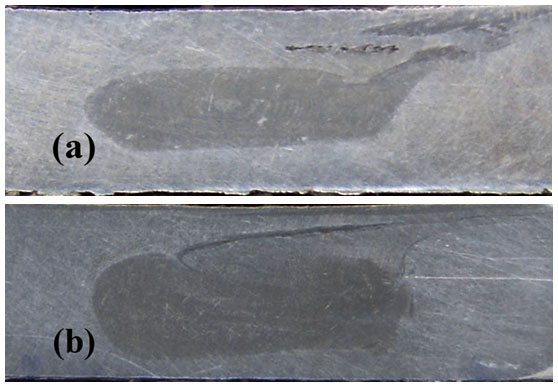 | Figure 2. Cross section of friction stir processed with (a) 450 rpm and 32 mm/min, (b) 825rpm and 32 mm/min |
 | Figure 3. Optical micrograph of interface zone, (a) 450 rpm and 32 mm/min (b) 1115 rpm and 32 mm/min |
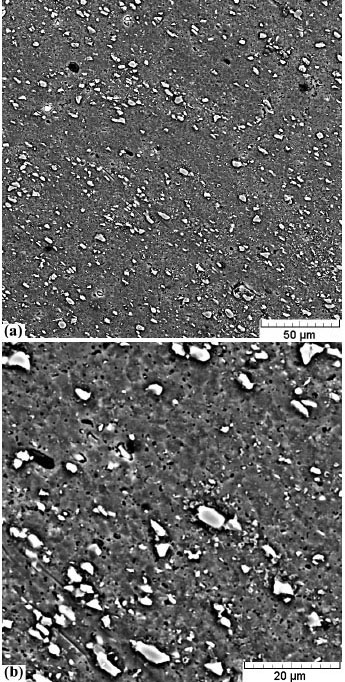 | Figure 4. SEM micrographs showing (a) distribution of TiB2 particles (b) precipitate dissolve substrate |
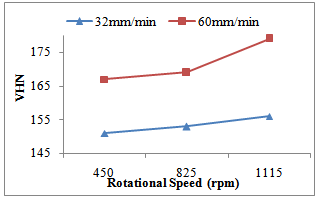 | Figure 5. Vickers microhardness values |
4. Conclusions
- The effects of processing parameters on particle dispersion and hardness were investigated in AL7075-alloy reinforced with TiB2 micro-particles. OM and SEM confirmed that particles were imbedded in the stir zone of FSPed layer. It was found that increasing the tool rotational speed improved the distribution of TiB2 particles in the Al-alloy matrix. Furthermore by increasing the traverse speed to 60 mm/min improve the hardness of surface layer composite. Also by tensile test result identified that yield strength of the composites is almost 2 times of the base metal.