-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
Journal of Civil Engineering Research
p-ISSN: 2163-2316 e-ISSN: 2163-2340
2018; 8(2): 40-47
doi:10.5923/j.jce.20180802.04

Effect of Crushed Tiles Aggregate and Oil Palm Additive on the Strength Performance of Concrete
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLS. O. Osuji, S. A. Adegbemileke, K. Agbonze
Department of Civil Engineering, University of Benin, Benin City, Nigeria
Correspondence to: S. O. Osuji, Department of Civil Engineering, University of Benin, Benin City, Nigeria.
| Email: |  |
Copyright © 2018 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

The use of waste material as aggregates in civil engineering applications is beneficial and is becoming increasingly desirable because it reduces the environmental impact and economic cost of quarrying operations, processing, and transportation. Thus, this study focused on establishing the effect of crushed tile and oil palm fibre additive on the compressive and flexural strength of concrete. The mixes were prepared with crushed tile replacement of 0%, 10% and 20%; also 10% and 20% crushed tile replacement with 0.6% oil palm additive were mixed and marked CTL, CT10, CT20, CTA10 and CTA20 respectively. Sieve analysis, aggregate impact value (AIV) and aggregate crushing value (ACV) tests were conducted on the granite and crushed tiles. A total of 45 concrete cube samples (100x100x100 mm) and 15 beam samples (100x100x500 mm) with a mix ratio of 1:2:4 and a water-cement ratio of 0.6 were cast, cured ant tested for their compressive and flexural strength at 7 days, 14 days and 28 days. The compressive strength of the specimens at 7, 14 and 28 days was 18.50, 20.37, and 23.53 N/mm2 for CTL; 27.50, 29.05, and 32.15 N/mm2 for CT10; 27.33, 27.55, and 29.03 N/mm2 for CT20; 18.06, 19.55, and 22.52 N/mm2 for sample CTA10, and 13.53, 15.48, and 19.5 N/mm2 for sample CTA20. The flexural strength at 28 days was 6.25N/mm2, 8N/mm2, 6.5 N/mm2, 6N/mm2 and 4.5N/mm2 for CTL, CT10, CT20, CTA10 and CTA20 respectively. The compressive strength result on concrete revealed that CT10 (i.e 10% crushed tile replacement) produced the highest compressive strength (27.5, 29.054, and 32.15N/mm2) for 7, 14, and 28days. Also CT10 recorded the highest flexural strengths of 8N/mm2 at 28 days. The increase in strength at 10-20% aggregate replacement could be due to the decrease of water in the mix because of the water absorption by the tiles. It is therefore recommended that a partial replacement of coarse aggregate with tiles up to 20% can be added to concrete mix having met the requirements. Also there was a reduction in strength upon the addition of the fibre into the mixes.
Keywords: Crushed tiles, Concrete, Strength, Oil palm fibre, Wastes, Aggregates
Cite this paper: S. O. Osuji, S. A. Adegbemileke, K. Agbonze, Effect of Crushed Tiles Aggregate and Oil Palm Additive on the Strength Performance of Concrete, Journal of Civil Engineering Research, Vol. 8 No. 2, 2018, pp. 40-47. doi: 10.5923/j.jce.20180802.04.
Article Outline
1. Introduction
- The use of waste material as aggregates in civil engineering applications is beneficial and is becoming increasingly desirable because it reduces the environmental impact and economic cost of quarrying operations, processing, and transport, i.e. rising hauling costs and tipping fees. On other side the waste exposed to our environment has an impact to ecology cycle, and among all, industrial waste is the major source of waste which will affect the environment. Therefore the use of waste products in concrete is not only economical but also solves some of the disposal problems.Ceramic waste is durable, hard and highly resistant to biological, chemical and physical degradation forces. The properties of these materials make them a good and suitable choice to be used in concrete. The use of waste ceramic tiles in concrete effects the properties of fresh and hardened concrete, and makes it economical and also solves some of the disposal problems [3]. In concrete, fibres can be introduced as primary or secondary reinforcement. The fibres are used as primary reinforcement to increase both the strength and toughness of the composite [14]. Fibres are also included in the matrix as the secondary reinforcement to control cracking induced by humidity or temperature variations or to provide post-failure integrity in the event of accidental overload [4, 2]. Also the inclusion of fibres in concrete is to delay and control the tensile cracking; thus transforming the inherent unstable tensile crack propagation to a slow controlled crack growth [13]. By far the best advantage of using natural fibres is that they offer significant cost reduction and benefits associated with processing as compared to synthetic fibres [23]. Oil palm fibre can be added to other constituent materials of concrete to be used as an additive. This creates another alternative for uses rather than burning the fibres which causes environmental problem and generate air pollution.This study aimed to determine the strength properties of concrete produced by the partial replacement of coarse aggregates with ceramic tiles and oil palm fibre as additive in order to reduce the cost of concrete production and environmental waste produced in construction and agricultural activities.
2. Properties of Ceramic Tiles as a Coarse Aggregate
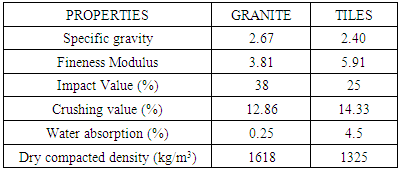
- The important specifications of coarse aggregate are its shape, texture and the maximum size. Ceramic waste aggregate are found to be smoother in texture than that of ordinary crushed stone aggregate. Surface texture and mineralogy affect the binder between the aggregates and the paste as well as the stress level at which micro cracking begins; the aggregate strength becomes influential in the case of higher-strength concrete. Ceramic wastes retain characteristics suitable for use as pozzolanic materials and thus are suitable for use in the making of concrete [26]. Some physical properties of ceramic waste compared with granite determined by [25] are presented in Table 1.
|
2.1. Workability of Partially Replaced Ceramic Tile Concrete
- Harry and Ekop [7] investigated the compressive strength characteristics of concrete made with ceramic tile waste as coarse aggregates and concluded from a slump test that workability of concrete decreases with increasing tile waste content. However, Hemanth [8] in his study on the effect of waste ceramic tiles in partial replacement of coarse and fine aggregate of concrete noted that there were minor increases in workability when crushed tiles were used to replace granitic aggregate.Qadir [16] concluded from result that the workability of fresh self-compacting concrete decreases with increasing the percentage ratio of crushed ceramic tiles; reason due to the fact that the crushed ceramic tile has ability to absorb water in the mixture and decreasing water in the mix which leads to decreasing workability of fresh self-compacting concrete, as well as the texture and surface of the crushed mosaic.
2.2. Strength Properties of Concrete Produced by Partial Replacement of Coarse Aggregate with Crushed Tiles
2.2.1. Compressive Strength Properties
- A number of researchers have compared the strength of concrete made with ceramic waste as coarse aggregate to that of conventional concrete. Sekar [19] found that the compressive strength of ceramic waste concrete with 15% replacement of crushed stone aggregate is 6.4% higher than the control mix. The optimum percentage of crushed tile replacement ranges from 10% to 30% in many literatures reviewed. The result of Shruthi et al. [20] indicated that the maximum compressive strength is obtained for the 30% replacement of ceramic tile aggregate with natural coarse aggregate.Swathi et al. [22] partially replaced fine aggregate with copper slag at 20%, 40% and 60% and coarse aggregate with waste ceramic tiles at 10%, 20% and 30%. A grade 40 concrete was used. It was observed that the compressive strength increased by 7.59N/mm2 at a combination 40% copper slag with 10% waste ceramic tiles.Sekar [19] studied the strength of concrete with ceramic waste as coarse aggregate. The researcher observed that there was a strength increase with addition of ceramic waste up to 15% and beyond which there appeared to be no specific enhancement in strength. It was further discovered that the surface hardness of ceramic waste concrete with 15% replacement of crushed stone aggregate was 6.6% higher than control concrete. The pulse velocity value of ceramic waste concrete with 15% replacement of crushed stone aggregate was 4.30% higher than control concrete. The compressive strength of ceramic waste concrete with 15% replacement of crushed stone aggregate was 6.4% higher than control concrete. Thus, it was concluded that the replacement of coarse aggregate with ceramic waste up to 15% replacement reaches optimum level.
2.2.2. Flexural Strength Properties
- Prasad et al. [10] studied crushed waste tiles and granite powder used as a replacement to the coarse aggregates and fine aggregate. The composition of waste crushed tiles were replaced in place of coarse aggregates by 10%, 20%, 30% and 40% and granite powder were replaced in place of fine aggregate by 10%, 20%, 30% and 40% without changing the mix design. The authors found out that for 10% of granite powder and 30% crushed tiles replacement, there was an increment of 69.15% and 98.57% for flexural strength after 7 and 28days of curing when compared to the conventional concrete flexural strength.Also Daniyal and Ahmad [3] used crushed waste ceramic tiles as a replacement for natural coarse aggregates with 10%, 20%, 30%, 40% and 50% of substitution in concrete. The flexural strength of optimal concrete was found 32.2% higher than reference concrete.Roobini et al. [18] determined the development strength of concrete with ceramic tiles as coarse aggregate. The flexure strength was a maximum at 10% replacement which is 4.84% more than that of conventional concrete. Qadir [16] in his study using ceramic waste of 0%, 15%, 25% and 35% substitution as coarse aggregate observed that the highest flexure strength was up to 98.12% that of conventional concrete.Daniyal and Ahmad [3] used crushed waste ceramic tiles as a replacement for natural coarse aggregates with 10%, 20%, 30%, 40% and 50% of substitution in concrete. The optimum value of waste ceramic tile to be used within the concrete mix with a water/cement ratio of 0.5 was determined to be about 30%. The compressive and flexural strength of optimal concrete was found 5.43% and 32.2% higher than reference concrete respectively. The findings revealed that using waste ceramic tile lead to enhancing the properties of concrete.
2.3. Effect of Curing Time on the Strength Properties of Partially Replaced Ceramic Tiled Concrete
- Torgal [24] examined the feasibility of using ceramic wastes in concrete. The results obtained indicated large differences in compressive strength in early curing ages and smaller differences in compressive strength at long curing age. Nevertheless, the strength performance is higher for concrete mixtures with ceramic sand beyond 14 days curing.From the research Umapathy et al. [25] on concrete strength using partial replacement of coarse aggregate for waste tiles and cement for rice husk ash in concrete, it was observed that the mechanical properties (compressive strength, flexural strength, tensile strength) increases with curing time.The compressive strength of concrete partially replaced with crushed tiles was observed to increase for the optimum percentage replacement in relation to the curing age. Prasad et al. [10] in their study on crushed waste tiles and granite powder as a replacement to the coarse aggregates and fine aggregate discovered that there was increment of 23.07% and 29.36% for compressive strength after 7 and 28 days of curing when compare to the conventional concrete strength.
2.4. Oil palm Fibre (OPF) Concrete Additive
- Pordesari [15] investigated the use of agricultural wastes from oil palm industry such as oil palm shell, palm oil fuel ash and palm oil fibre in concrete mixture. The author denoted that the addition of oil palm fibre in the mixture moderately increased the density of the lightweight concrete.Foazi [5] conducted a study to determine the workability, compressive strength and flexural strength of concrete to produce good fibrous concrete by using wet coconut fibre as an additive in concrete mixture. The experimental result showed that the flexural strength for concrete with addition of wet coconut fibre was higher than normal concrete. The result for 28 days also showed 9.57 MPa for normal concrete, 9.58 MPa for concrete with 1% addition of wet coconut fibre and 10.95 MPa for concrete with 2% addition of wet coconut fibre.Ramli and Dawood [17] conducted an experimental investigation to study the properties of lightweight crushed brick concrete containing palm fibre of different volume fractions. An experimental programme was planned in which the tests such as density, compressive strength and flexural strength were conducted to investigate the properties of lightweight crushed brick concrete reinforced by palm fibre. It was concluded that the use of palm fibre with lightweight crushed brick concrete enhanced the mechanical properties of the concrete and the optimization of the palm fibre fractions is required to get the best performance.Hashim et al. [9] did a study on strength development of concrete using palm oil fibre. Tests of compression, flexural and indirect tension at ages of 7, 28 and 90 days were conducted. From the test result it was observed that at 0.25% and 0.50% fibre content, the optimum fibre length for both percentages was 5 cm and 3 cm respectively. This optimum fibre length led to an increase in strength development by 39% in comparison to OPC specimens.Ahmad and Noor [1] discussed the usage of palm oil fibre as a discrete reinforcing fibre for restraining minor cracks that developed in the concrete from spreading. Palm oil fibre concrete was investigated for its workability, compressive strength and tensile splitting strength. Mix designs according to fibres added and PFA replacement level were identified and tested for slump. The result showed that the mix design of Palm oil Fibre concrete added with 0.50 and 10% PFA replacement gave the highest compressive strength. The Authors concluded that using palm oil fibres reduced workability and compressive strength but increased the tensile splitting strength.Reinforcing mortar with different fibres would reduce plastic shrinkage and improves durability [27-29]. Brian and Ece [30] also showed that the use of fibres in the repair of mortars improves the durability and flexural resistance of masonry structures while maintaining compatibility requirements and aesthetic appeal. Ozerkan et al. [31] inferred from their experiment conducted on the mechanical performance and durability of treated palm fibre reinforced mortar that higher inclusion of palm fibres within mortars offers better long term durability performance and advantage in resisting sulphate attack.Tile waste and agricultural waste, especially oil palm fibre wastes has been one of the problems of tile making industries and oil mills in Nigeria. This work focused on the combination of the properties of both oil palm and crushed tiles in other to further improve the properties of concrete.
3. Material and Methods
3.1. Materials
3.1.1. Ordinary Portland Cement
- The type of cement used in this study is Ordinary Portland cement (OPC); brand name is Dangote 3x. It is a grade 42.5R cement; meaning that the cement achieves 42.5MPa strength in 28 days’ setting time. Also it has a higher yield (about 8% more) than grade 32.5 cement and a rapid setting characteristics (R). Ordinary Portland cement is the main component in producing concrete. It is a mixture that contains calcium, silicon, aluminium, iron, and also a small quantity of other components. This type of cement will go through hydration in order to create a new solid formation in the presence of water.
3.1.2. Aggregates
- Granite is the coarse aggregate that was used in this study. There are various sizes of granite aggregate that available in market. In this study, the minimum size of granite aggregate used is 5 mm while the maximum size is 20 mm confirming to BS 1377-2-1990. Locally available free of debris and nearly riverbed sand is used as fine aggregate. The tiles were crushed uniformly to about 20mm size manually using hammer and sieved through 20mm BS Sieve. The various test conducted on the ceramic tiles are specific gravity, water absorption and impact test.Two of the characteristics of aggregate particles that affect the properties of concrete are particle shape and surface texture. Particle shape affects the workability of the concrete, and the surface texture mainly affects the bond between the matrix and the aggregate particles and thus the strength of the concrete. Generally, crushed aggregates consist of rather angular particles having a rough surface texture resulting in a concrete of lower workability but higher strength compared with a similar mix made with uncrushed aggregates. The crushed tiles are angular in shape. The surface texture on a face is smooth and rough on the other face; also the splitting edges are rough (See Figure 1).
 | Figure 1. Crushed ceramic tile aggregate |
3.1.3. Oil Palm Fibre
- The oil palm fibre was gotten from Nigeria Institute for Oil Palm Research (NIFOR) also in Benin City, Edo state. It is a by-product of oil palm nut whereby the oil in it was extracted and the fibre was manually separated from the nut by threshing, squeezing and washing process. The washed fibre was then air dried before application to the concrete.
3.2. Laboratory Testing of the Aggregates Properties
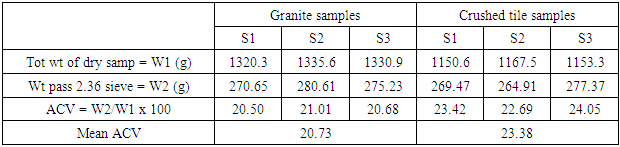
- The tests on the aggregates include the particle size distribution; the test consists of dividing up and separating by means of a series of test sieves, the aggregates into several particle size classifications of decreasing sizes. The test was carried out to BS EN 933-1:2012.The aggregate crushing value test was used to determine the relative measure of the resistance of an aggregate to crushing under gradually applied compressive load as per BS 812-110:1990.The aggregate impact value test was done to determine the aggregate impact value of the coarse aggregates using Impact testing machine conforming to BS 812-112:1990. Two of such tests were carried out and the mean of the results reported.
3.3. Samples Preparation
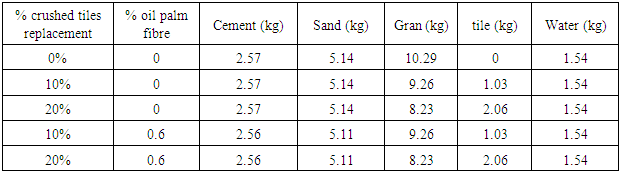
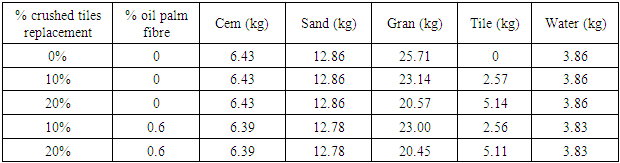
- The concrete material was mixed at a ratio of 1:2:4 at various percentage of granite replacement, namely 0%, 10%, 20% and finally, a 0.6% of oil palm fibre additive for each percentage replacement. A total of 45 cubes (100 x 100x 100 mm) and 15 beams (100 x 100 x 500 mm) were cast and cured in a curing pond/tank at a temperature of 20 ± 2°C for the specified period of 7 – 28 days (Table 2 and Table 3) in accordance to BS EN 12390-2:2009.
|
|
3.4. Tests on Samples
- At the end of the curing period, the cubes were removed and wiped to remove surface moisture in readiness for compression test in accordance to BS EN 12390-3:2009. The cubes were then placed with the cast faces in contact with the platens of the testing machine. The load was applied at a constant rate of stress of to failure. The readings on the dial gauge were then recorded for each cube.The flexural test was carried out on the 28day beam of size 100x100x500mm in accordance to BS EN 12390-5:2009 using a flexural test machine.
4. Result and Discussions
4.1. Result
|
|
|
|
 | Figure 2. Compressive strength at 7, 14 and 28 days |
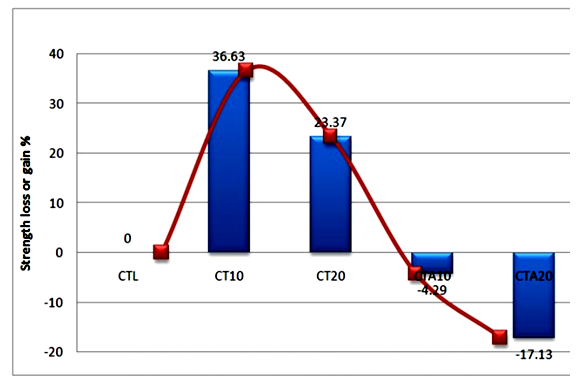 | Figure 3. Relative strength gain/loss of concrete samples |
4.2. Discussions
4.2.1. Aggregates Properties
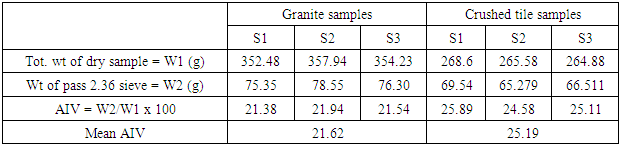
- Sieve analysis result of the granite aggregate showed that more than 75% of the aggregate fall within the sizes of 10-20mm. And the particle size distribution of the crushed tiles revealed that about 90% of the tiles are of size range 10-20mm.The aggregate impact value (AIV) determines the behaviour of aggregates to sudden impact load. The results of both granite and crushed tiles were found to be 21.62% and 25.19% (< 30%) which meets the specification of a good aggregate according to standards (Table 4). This crushed tile is just slightly lower in resistance to sudden impact compared to granite, this makes it fit for use as a concrete material and fit for road surfacing applications (BS 812-112: 1990).Aggregate crushing value of the aggregates was done to determine their relative resistance to crushing under a gradually applied compressive load. From the analysis (Table 5), ACV for the normal aggregates was found to be 20.73% while the ACV for tile aggregates was 23.38%. These values are close and show the suitability of the crushed tile as a concrete material. These values are higher than that determined by Umapathy et al. [25].
4.2.2. Slump Test
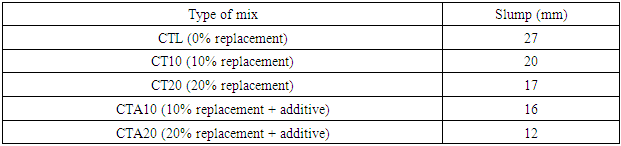
- The slump test result is presented in Table 6. The slump value decreases as the amount of tile aggregate increases and with addition of oil palm fibre. The decrease was partly due to a higher absorption of water by the tile aggregates and the oil palm fibre. This is in agreement with the findings of Harry and Ekop [7] and Qadir [16]. Also the addition of the fibre showed a considerable decrease in the workability of the concrete. Slump results for all the mixes were within the limits (10-30mm).
4.2.3. Compressive Strength
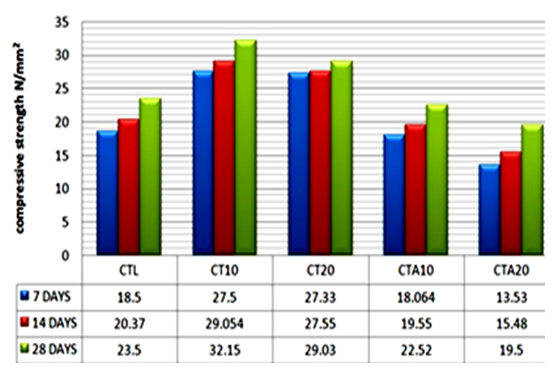
- The cube samples were subjected to compression test after 7, 14 and 28 days of curing. Figure 2 shows the test results for the various samples at their respective testing period. Analysis of the compressive strengths at 28 days of curing showed that for 10% and 20% replacement with crushed tiles, there were increments in compressive strength by 37% and 23% (32.15N/mm2 and 29.03 N/mm2) respectively compared with the 0% replacement (23.53 N/mm2). These values of relative strength increase for the percentage replacements are quite higher compared to that observed by Sekar [19]. The maximum compressive strength (32.15N/mm2) was obtained with the 10% tile replacement at 28 days (Figure 2). However, Shruthi et al. [20] obtained a maximum strength value at a 30% tile replacement. The result of the strength development also showed that an optimum mix is about 10-20%, which is about the same values obtained by Sekar [19]. This increase in strength could be as a result of the absorption of water by the crushed tiles, thereby reducing water in the mix. While for the same replacement of tile aggregate but with addition of 0.6% by weight of oil palm fibre additive, there were losses in compressive strength up to 4% and 17% of the strength of the normal concrete. The investigation conducted by Ahmad and Noor [1] also produced similar result. This shows that the addition of oil palm fibre rather reduces the compressive strength of concrete (Figure 3).
4.2.4. Flexural Strength
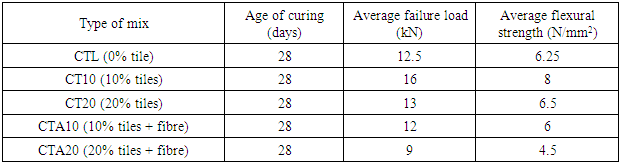
- The concrete beams of 100mm x 100mm x 500mm were subjected to four point flexural test machine after 28 days of curing and the result is presented in Table 7. The flexural strength for the normal aggregate (i.e. 0% tile, CTL) was found to be 6N/mm2 while that of 10% replacement of crushed tile aggregate gave the maximum strength of 8N/mm2. It was observed that flexural strength decreased as percent replacement increased; even with the addition of Oil palm fibre but the regressions are marginal. Thus it is seen that the addition of the fibre did not improve the flexural strength of the concrete. This is not in agreement with the work done by authors such as Hashim et al. [9], whose test result showed that at 0.25% and 0.50% fibre content, there was an increase in strength development by 39% in comparison to OPC specimens.
5. Conclusions
- The research on the use of industrial waste (crushed tile) and agricultural waste (oil palm fibre is vital because of the increment in the prices of construction materials in Nigeria and the increase in population which further increases environmental pollution. The following are conclusions are deduced from the experimental investigation:1. Crushed tile as an aggregate possesses some qualities of a good aggregate. From the results of the study, the aggregate crushing values and aggregate impact values of crushed tiles were 23.38% and 25.19% which are less than 30% according to standards and it is therefore suitable for concrete applications.2. The experimental result showed that there were increment of 36.63% and 23.37% in the compressive strength of concrete partially replaced with 10% and 20% crushed tile aggregate respectively at 28days. Also the optimum mix is about 10-20% tile replacement.3. Also there were increments in the flexural strength result (8 N/mm2 and 6.5 N/mm2 for both 10% replacement and 20% replacement respectively). 4. The workability of the concrete reduced as the percentage replacement with tile aggregate and fibre incorporation increased. This was due to the absorption of water by the tiles and fibre, thereby reducing the water in the mix.5. In the use of oil palm fibre as an additive in conjunction with tiles, there were reduction of 4.29% and 17.13% in the compressive strength of 10% and 20% tile replacement with 0.6% by weight oil palm fibre additive. Also the flexural strength was reduced with the addition of oil palm fibre to the above replacements.6. In adding crushed tile waste into concrete, the removal of wastes tile from the environment is done effectively thereby reducing construction waste and land pollution. This is an economic process, as the quantity of granite procurement is reduced.