-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
Journal of Civil Engineering Research
p-ISSN: 2163-2316 e-ISSN: 2163-2340
2018; 8(1): 1-8
doi:10.5923/j.jce.20180801.01

The Properties of Fiber Reinforced Mortar Applied in Decorative Products
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLHoang Quoc Vu, Thuy Ninh Nguyen, Nguyen Vo Hoang Giang
Building Materials Lab., Faculty of Civil Engineering, Ho Chi Minh City University of Technology, Viet Nam
Correspondence to: Hoang Quoc Vu, Building Materials Lab., Faculty of Civil Engineering, Ho Chi Minh City University of Technology, Viet Nam.
| Email: |  |
Copyright © 2018 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Fiber materials such as glass fiber, polymer or technical textile were used quite popular in the technology of fabricating the building materials with advantageous features as high bending and tensile strength, proper slenderness of panels for practical applications. The research based on reliable results of previous illustrative studies of many groups and authors about the proportion, type of fiber reinforcement; these results were acquired through supplementing many kinds of fiber to mortar mixes at varying content. In the scope of this project, the researches were carried out to investigate the properties of fiber reinforced mortar which use a specific type of glass fiber reinforcement with the content varies within a considerable limit, from 0 to 1.25 percent. The results of verifying the properties of reinforced mortar were used as reference data of the process of producing of decorative panels and the installation on the building. The project aimed to figuring out a calculating model and designing the decorative panels which meet the aesthetic and quality requirements. The fabricating process and the installing of panels was defined and optimized by the practical work.
Keywords: Mortar, Glass fiber, Fiber reinforced mortar, Decorative panels, Practical work
Cite this paper: Hoang Quoc Vu, Thuy Ninh Nguyen, Nguyen Vo Hoang Giang, The Properties of Fiber Reinforced Mortar Applied in Decorative Products, Journal of Civil Engineering Research, Vol. 8 No. 1, 2018, pp. 1-8. doi: 10.5923/j.jce.20180801.01.
Article Outline
1. Introduction
- Mortar is a very popular material and almost used in the construction for many sectors such as wall constructing, covering, ground finishing, crack filling, repairing, decorating... This research particularly focused on the application of the mortar on the production of interior and exterior decorative panels as fencing, wall, column header, wall strip... The advantages of using mortar to produce these products is its lightweight, stiffness, forming ability and volume stability as well as fast installation and proper finishing surface. However, the disadvantages, which are the nature of many composite materials, those are the low bending and tensile resistance. Moreover, in the manufacturing of panels with high slenderness, it is easy to lead to fracture, cracking, particularly in the producing of covering panels, curving shaped column headers, finishing plates.The general idea to overcome this drawback is to enhance the stickiness, the plasticity also strengthen the bending resistance of the members being built. The approaches are typically found include: Supplement the stone powder to improve the plasticity of the mixture, make it easier to shape in to form and decrease the roughness of the surface. Add polymer additives: Polymer additives are highly hydrated so that will help increase the stickiness of the mortar and reduce the amount of water used while ensures the strength. Use the reinforced glass fiber: As said above, this solution primarily increases tensile and bending resistance that helps produce products with high slenderness and expected bending resistance. Fiber reinforcement is a solution used to increase the properties of the mortar produced products. Generally, when the resistance of a mortar sample increased then the brittleness also increased, it causes obstacles in the fabrication of panels slenderer and more durable. Reinforced fiber added to the mixture increases the plasticity and overcome its drawbacks. Previously, reinforced fiber is used quite common to reinforce brittle materials such as cement or brick. Basically, there are many types of reinforced fiber, including fiberglass, steel fiber, synthetic fiber (nylon, carbon, polypropylene...) and some kinds of natural fiber.About 50 years ago, it began the intensive researches of the application of the reinforced fiber in constructional products. It may include James P. Romualdi and James A. Mandel with the research on the usage of steel fiber to improve the tensile resistance of concrete members [1]. This is the primary study in this field that try to use the short-fiber randomly mixed instead of using the long continuous fibers definitely arranged in the structure. This research by James P. Romualdi also based on another study of himself on the mechanism of the formation of cracks in concrete are made in 1963 along with Gordon B. Batson [2]. Recently, in 2008 Andrzej M. Brandt also had an article about the history of development of nearly 40 years of the cementitious composite materials used reinforced fiber and its trend in the future [3]. In 2014, Oguzhan Kelestemur and associates in Firat University, Turkey has taken a study to investigate the properties of mortar samples that use stone powder and glass fiber in producing under high temperature condition [4]. This is a fairly detail research whose results are drawn include: The influence of glass fiber to compressive strength of mortar mixtures. In addition, the study also showed that the porosity of mortar samples increase with the presence of reinforced fiber and this value continue to spike when the temperature over 400°C. Criado and associates has also done a study on the usage of recycled reinforced glass fiber in mortar production also survey the corrosion phenomenon of mortar samples in NaCl [5]. About the properties of mortar with reinforced fiber, this research also produced the same results as Keleştemur on the strength and the porosity of mortar samples. In addition, Ali Shams, Michael Horstmann and Josef Hegger with the study of the properties of concrete panels using the reinforced fabric [6] also provide similar conclusions. Within the scope of this research, these tasks are going to be assign:1. Preliminary evaluating of properties of mortar used reinforced fiber based on studies were carried out before.2. Design the proportion of mortar with the expected compressive strength of 30 MPa as standard mixtures and others with the stone powder and reinforced fiber in the proportion of the mixture.3. Investigate the influence of stone powder and reinforced fiber to the properties of mortar.4. Produce some prototype of decorative panels using mortar with reinforced fiber and apply those products in some buildings.The methodology of this research is to experiment and investigate the properties of raw materials for the fabricating process of the mortar. The proportions of the mortar mixtures are designed and experimentally adjusted to give the composition of control samples and others with additional materials. The experiments were carried out according to corresponding standards to evaluate the properties of the modified samples in comparison with control samples.
2. Materials and Testing Methods
2.1. Compulsory Ingredients
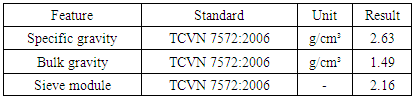
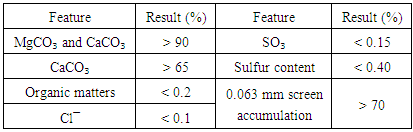
- The composition of the mortar includes cement as binder, water, sand, additives if necessary and may have other ingredients. In this study, the cement used is the Holcim PCB 40 from Holcim-Lafarge, the water used meets the Vietnamese Standard (abbreviated as TCVN hereafter) 4506: 2012 as the standard for specifications of water used for concrete, mortar and water used to clean the aggregates [7].Sand used in this study is conventional construction sand quarried from the rivers; after being transported to the laboratory, the sand is washed to remove impurities and store in a cool and dry place. The two preliminary properties of sand are their specific gravity and bulk gravity determined according to the guidelines in TCVN 7572: 2006 [8]; the particle size distribution was defined by sieving experiments.
|
|
2.2. Reinforced Glass Fiber
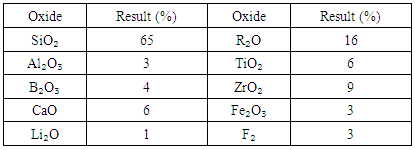
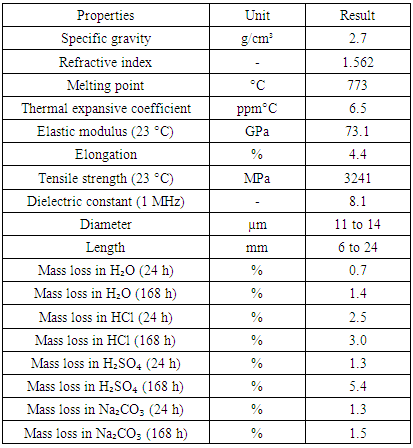
- The fiber reinforcement used in this study is the fiberglass, which is made from the process of spinning hot glass; it can be added with minerals such as silicon, aluminium, magnesium... to produce types of fiber with superior properties as: The class-E fiber has the electric conductivity, the class-C fiber can work in high corrosion environment, the class-R fibers has high mechanical strength...To classify according to the application, the glass fiber can be divided into groups such as thermoplastic reinforced fiberglass, reinforced fiber for gypsum plaster, alkali-resistant reinforced fiberglass for cementitious materials. Short slender reinforced glass fibers work in mortar and other composite materials in a particular mechanism in comparison with long and arranged fiber. Specifically in the process of mixing the fiberglass into the mixture, the fibers are dispersed randomly in all directions in the mix. Basically, the fiber reinforcement redistributes the stresses in the mortar micro structure when subjected to the load.The performance of the reinforcing merely depends on the surface bond between the mortar and the fiber material. If the adhesion between the mortar and the fiber is strong enough, the stress will be transferred to the fiber and it will break when the stress peak the critical value. Conversely, if adhesion conditions are not ensured, the fiber may instantly separate from the mortar and the effectiveness of the reinforcing will be not satisfied.This study uses alkali-resistant AR-fiberglass for composite materials produced in short and slender fiber with the length varies from 6 to 24 mm and the fiber diameter of 11 to 14 µm.
|
|
|
3. Results and Discussion
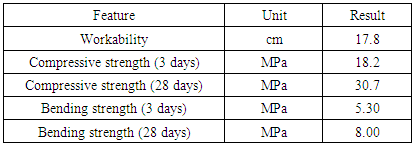
- The proportion of the mortar were determined according to calculation and adjusted by experimentally work as guided in TCVN 4459:1987 [10]. The design value of the compressive strength of the mortar is 30 MPa. Firstly, the proportion of control samples do not contain stone powder and reinforced fiber were designed with the content of water, sand and cement are calculated according to standards mentioned. In the next Table 6 is the designed proportion of the control sample with the designed compressive strength of 30 MPa, the symbol of the sample is M300-0, it needs to be noticed this composition includes compulsory ingredients; the quantity of others does not affect and does not count into the proportion.
|

|
|
3.1. The Influence of Reinforced Fiber and Stone Powder to the Workability of Fresh Mortal
- The workability is determined in accordance with the TCVN 3121:2003. The workability is a very important feature of fresh mortar mixture. The workability is primarily investigated in this study because when more stone powder and reinforced fiber put into the mixes, these supplement ingredients can change the distribution of components in the structure also the amount of water.The Figure 1 below shows the result of experiment determines the workability of fresh mortar with stone powder varies from 5 to 20% and fiber from 0 to 1.25%. It is necessary to figure out that when the fiber content increased to 1% or 1.25%, the workability of fresh mixture was significantly affected.
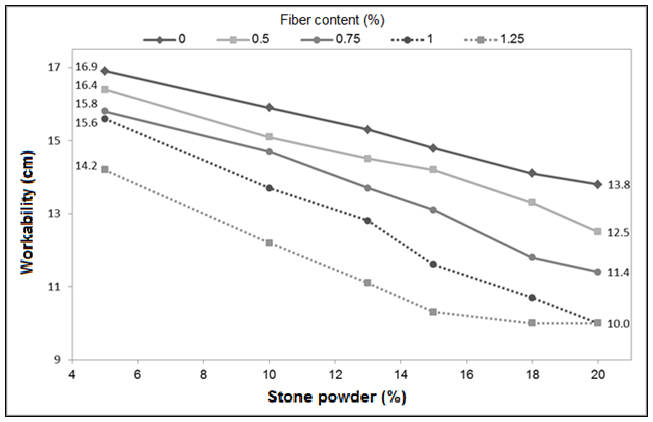 | Figure 1. The result of workability of fresh mortar mixtures using fiber reinforcement and stone powder |
 | Figure 2. Measuring the workability of a sample |
 | Figure 3. A sample with the low workability makes it hard to shape |
3.2. The Influence of Reinforced Fiber and Stone Powder to the Compressive Strength of the Mortar
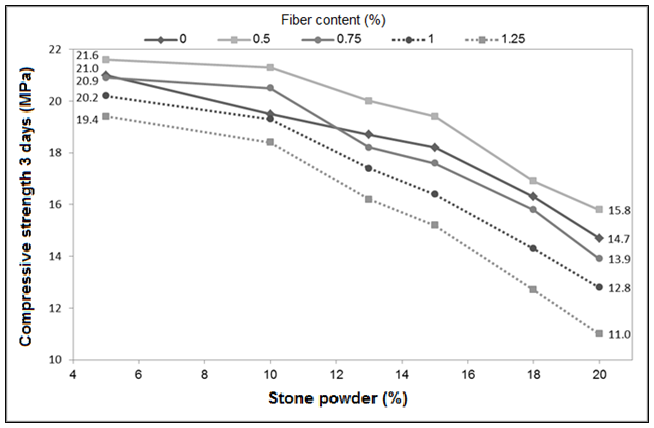 | Figure 4. Compressive resistance results (3 days) of the samples |
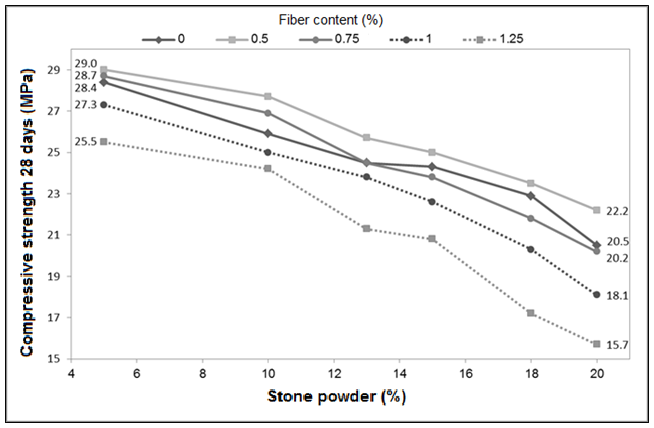 | Figure 5. Compression test results (28 days) of the testing samples |
3.3. The Influence of Reinforced Fiber and Stone Powder to the Bending Strength of the Mortar
- The result of the bending resistance on 3 days of samples is shown in the Figure 6 below.
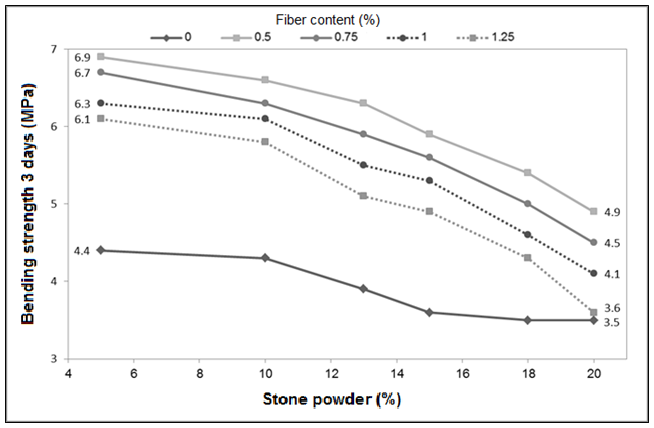 | Figure 6. The bending strength (3 days) of the testing samples |
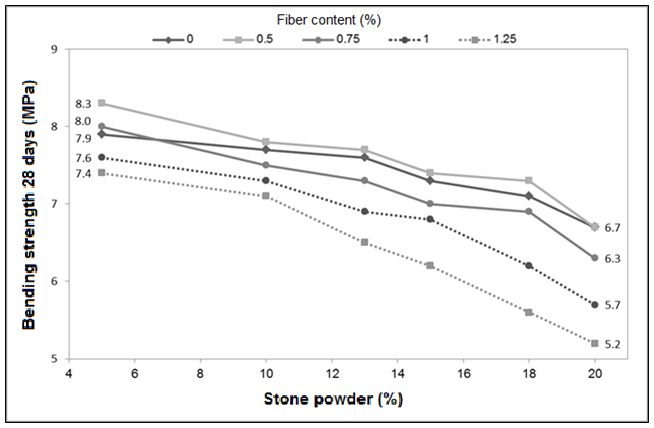 | Figure 7. The bending strength (28 days) of the testing samples |
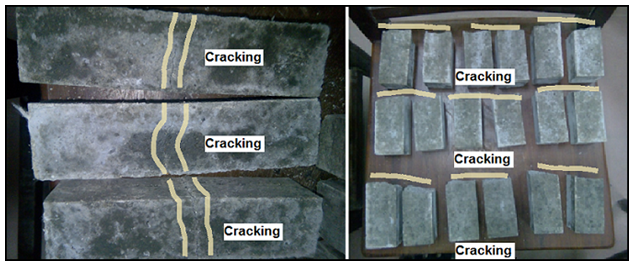 | Figure 8. The cracking state of samples with and without reinforced fiber after the bending test |
4. The Fabricating of Panels Use Reinforced Mortar and Its Application
- This research aims to produce some prototypes of the decorative panels that use the fiber reinforced mortar has been studied and experimented before and apply those products on the buildings. Through its installing and operation, it could figure out evaluations and optimize the parameters, results of the study, include the proportion of the ingredients of the mixture, also the optimal dimensions and shape of those panels. The process of fabricating the prototype includes 6 steps which are described in the Figure 9.
 | Figure 9. The process of fabricating the decorative panels |
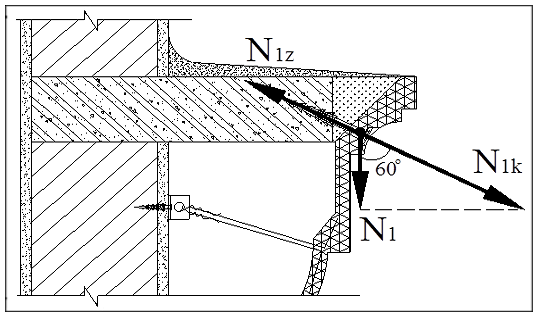 | Figure 10. The calculation diagram of a typical column strip |
 | Figure 11. The installation of panels at the construction site |
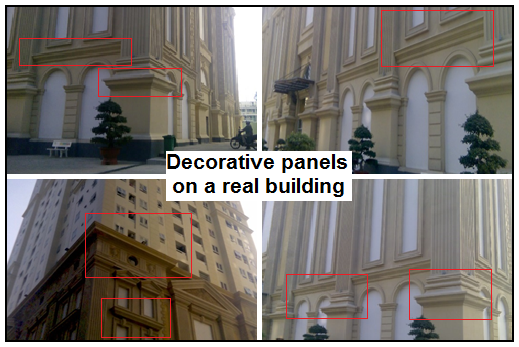 | Figure 12. The exterior of a finished building which use the decorative panel products from this study (red rectangles rounded) |
5. Conclusions
5.1. The Influence of Stone Powder
- The stone powder whose role increases the stickability and plasticity of the fresh mortar, it makes the process of forming and fabricating the decorative products is easier. Particularly for covering products, column header, wall-decorating strips with high slenderness requirement and complex shapes, the importance of stone powder is very considerable in the proportion of the mortar. Compared to the samples do not use stone powder, others have used it have a brighter and less rough surface than which is truly crucial in the production of decorating panels.Because of the importance of the surface quality for decorative products that made from mortar, it can conclude that the stone powder may become one of the mandatory materials in the process of producing those.While increases the plasticity, the stone powder also reduces the workability of the fresh mixture quite strong. The samples used stone powder in high percentage up to 18 or 20% are all too dry, their particles become discrete, so that the stone powder should only be used at an adequate content for the best performance.In tests of resistance, samples using stone powder have a dominant tendency to decrease its strength when increasing the amount of stone powder. The cracks on the testing samples in the bending test are all perpendicular cracks, the samples are suddenly destroyed; those mean stone powder is just filling compound, it definitely do not affect to the resistance of mortar samples. In conclusion, the use of stone powder needs to be considered to ensure the decreasing remains within an acceptable limit.
5.2. The Influence of Reinforced Fiber
- Similarly as stone powder, the reinforced fiber also has the absorbent ability so that adding fiber into the mixture reduces the workability of the fresh mixture. For the compressive strength, samples added fiber at 0.5% has the strength slightly greater than others that do not use fiber. When the amount of the fiber continues to increase, the compressive strength of testing samples reduces gradually and even lower than the strength of mixes without fiber.The fiber reinforcement has a considerable effect in the bending strength of samples after 3 days, namely all mixtures that use fiber have its strength higher than samples with 0% of fiber. At 28 days, the difference was almost negligible. In both 3 and 28 days results, the sample uses fiber at 0.5% makes it the highest strength.Another feature that relates to the properties of mortar using reinforced fiber is that on the bending test, the samples contain fiber do not suddenly break, its cracks formed and spread gradually even when the sample was destroyed. This feature is often observed in the type of composite mixture that reinforced with fiber or technical fabric. It can be explained that when the cracks began to appear, then the stress is immediately transferred from the cement paste to the fiber through the bonding connection.Those fibers have its inherent property of high tensile resistance so that it will turn into yield state when the stress is critical and prevent the structure from suddenly demolition.
6. Recommendations
- The cooperating of stone powder and reinforced fiber helps making products with high plasticity, easy to form into shape, smaller thickness and shapes that are more complex. Stone powder added to the mortar mixture improved the quality of the finishing surface of products, made it brighter and less rough. Reinforced fiber added to the mortar to make the products stronger in both compressive and bending conditions, the samples still kept in shape and were not broken apart when destroyed.Those attributes help in increasing the efficiency also aesthetic performance of these decorative panels. Stone powder and fiber content needs to be control under limiting values in order to ensure the economical factor as well as the decline of properties of the mortar stay within the acceptable level.For the reinforced fiber, the recommended content was 0.5% and it should be less than 15% for stone powder.The recommended method of producing these decorative panels is the injection method using mortar injecting equipment. The mortar added stone powder is quite plastic, workable so that the injecting approach is completely possible. The advantage of this method is that applies the pressure on the fresh mortar, let the mixture stick into the shaping edge, which results at the finishing surface of those panels is less rough, the structure is more homogeneous and durable.In the process of mixing the fresh mortar, it should be noticed that those glass fiber with the length of 20 to 30 mm and in the porous and foamy state are quite hard to disperse all along the mixture, so that is necessary to follow the producing instructions and guidelines to make it at the best performance.
ACKNOWLEDGEMENTS
- This research has been carried out under the grant of Ho Chi Minh City University of Technology within the project’s sponsorship with the code Ta-KTXD-2017-04.