-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Metallurgical Engineering
p-ISSN: 2167-700X e-ISSN: 2167-7018
2013; 2(1): 62-68
doi:10.5923/j.ijmee.20130201.10
Development of Bulk Ultrafine-Grained Cold Reducible Grade Low Carbon Steel Produced by Equal Channel Angular Pressing
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLRajpal Singh1, Santosh Kumar2, N. K. Mukhopadhyay1, G. V. S. Sastry1, R. Manna1
1Centre of Advanced Study, Department of Metallurgical Engineering, Indian Institute of Technology (Banaras Hindu University), Varanasi Varanasi, 221 005, India
2Research and Development Centre for Iron and Steel, Steel Authority of India Limited Ispat Bhawan, Doranda, Ranchi, 834 002, India
Correspondence to: R. Manna, Centre of Advanced Study, Department of Metallurgical Engineering, Indian Institute of Technology (Banaras Hindu University), Varanasi Varanasi, 221 005, India.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
Billets of cold reducible grade low carbon steel has been deformed at room temperature, up to an equivalent strain of 16.94, by equal-channel angular pressing (ECAP) to produce ultrafine grain (UFG) structure, adopting route Bc. Deformed microstructures are characterized by optical microscopy, transmission electron microscopy. Mechanical properties are evaluated by Vickers microhardness measurement and tensile testing. Mechanisms of grain refinement and strengthening are explored. Bulk ultrafine-grained microstructure could be produced by equal-channel angular pressing in low carbon steel. Grain refinement is strongly dependent on amount of strain. The refinement process involves several steps viz., elongation of grains by shear deformation, subdivision of grains to bands, subgrain formation in bands and fragmentation of bands into grains. Finally conversion of subgrains to grains takes place. Grain size is reduced from 68 µm to 0.20 µm after twenty eight passes or an equivalent strain of 16.8. The yield and tensile strengths increase rapidly at first few passes and then reach to a saturation level. The rate of strengthening as a function equivalent strain decreases to a minimum as deformation progressed. The yield strength increases marginally by 20% but tensile strength goes up by about 300%. The major cause of strengthening is attributed to grain refinement and work hardening. However, ductility of UFG low carbon steel is lower than that of their coarse grained counterpart.
Keywords: Low Carbon Steel, Equal-Channel Angular Pressing, Ultrafine Grains, Transmission Electron Microscopy, Microhardness
Cite this paper: Rajpal Singh, Santosh Kumar, N. K. Mukhopadhyay, G. V. S. Sastry, R. Manna, Development of Bulk Ultrafine-Grained Cold Reducible Grade Low Carbon Steel Produced by Equal Channel Angular Pressing, International Journal of Metallurgical Engineering, Vol. 2 No. 1, 2013, pp. 62-68. doi: 10.5923/j.ijmee.20130201.10.
Article Outline
1. Introduction
- Grain refinement is the major hardening technique that can be adopted to enhance strength in low carbon steel. Limited strengthening of steels of low carbon content can be achieved by thermomechanical treatment (TMT) due to limited refining upto 4-5 micron level[1, 2]. Ultra high strength can be achieved by grain refining to ultrafine (grain size <1 μm) level, through severe plastic deformation (SPD) method, which is an order of magnitude higher than that of TMT processes[2,3]. Heavy equipment (high tonnage) are required to process to final component size through TMT[2]. On the other hand, new processing technique called severe plastic deformation technique can deform metals and alloys repeatedly by simple shear without any change in cross-section[3-6]. Among these SPD techniques, equal-channel angular pressing can produce bulk ultrafine-grained alloys free from any contamination, fully dense and ultrafine in grain size[3]. Steel being a major structural materials, recent research focuses on fabrication of bulk ultrafine-grained steel[1,7-22]. The grain size of low carbon steels processed by ECAP can be reduced to 0.2-0.5 µm at equivalent strain of 4 while ECAPed at 200-500°C i.e. 25 to 30 times lower than that can be achieved by TMT[1,7-9,20-21,23-24]. Grain size after ECAP at room temperature to an equivalent strain of 3 was obtained 0.2 µm[8]. The major works are either at low equivalent strain or at high temperature. Therefore, the present work focuses on producing bulk ultrafine-grained structure at high amount of equivalent strain and at room temperature.
2. Materials and Experimental Procedure
- Billets of 15 mm diameter and 60-120 mm long were prepared from cold reducible grade low carbon steel plates of size 330X220X38 mm3. The plates were received from Research and Development Centre for Iron and Steel, Steel Authority of India Ltd., Ranchi, India. The steel sample was analysed by optical emission spectrophotometer (OES , ARL Model 3460). The chemical composition was (by wt%) C-0.075%, Mn-0.31%, Si-0.108%, S-0.014%, P-0.033%, Al-0.028%, Ti-trace, Nb-trace and Fe-balance. The billets of 60 mm length were deformed at room temperature by ECAP adopting route Bc[3] using a 30 ton hydraulic universal testing machine. The billets were coated with a lubricant mixture of high density paraffin and MoS2 to reduce friction between billet and die. The ECAP die consisted of two equal-channels of 15 mm diameterintersected at an inner intersection angle (Φ) 120° and an outer arc angle (ψ) 60° that introduced an equivalent strain of ~0.6 in every passage of billet through the die. The equivalent strain ε was calculated for N number of passes by following equation[25].
 The billets were deformed to a maximum equivalent strain of 16.94 or 28 passes at room temperature. Deformed samples were sectioned along X, Y and Z plane for microstructural investigation. X plane was the transverse plane perpendicular to extrusion direction. Y plane was the flow plane vertical to the extruded billet and Z plane was the horizontal but parallel to top surface along extrusion direction[3]. The polished samples were etched at 2% nital solution at room temperature and the microstructure were examined using Metalux-3 optical microscope. Thin foils of 3 mm diameter and 40 µm thickness were electropolished using an electrolyte of 10vol % perchloric acid and 90vol % methanol at 20V and at temperature at –40°C. Detailed microstructures are characterized by Tecnai20G2 transmission electron microscope(TEM) at 200kV. Grain size is measured in micrographs by Heyn’s linear intercept method. Hardness is measured by Shimadzu Microhardness 2T tester at varying load to find out minimum load for load independent hardness in X and Y plane for different type of samples. Based on the above result minimum load was selected as 980 mN for Vickers indenter. Tensile test was conducted on bar specimens of gauge length 16 mm and gauge diameter 4.5 mm at room temperature at a constant cross head speed of 0.05 cm/min and constant chart speed 2cm/min.
The billets were deformed to a maximum equivalent strain of 16.94 or 28 passes at room temperature. Deformed samples were sectioned along X, Y and Z plane for microstructural investigation. X plane was the transverse plane perpendicular to extrusion direction. Y plane was the flow plane vertical to the extruded billet and Z plane was the horizontal but parallel to top surface along extrusion direction[3]. The polished samples were etched at 2% nital solution at room temperature and the microstructure were examined using Metalux-3 optical microscope. Thin foils of 3 mm diameter and 40 µm thickness were electropolished using an electrolyte of 10vol % perchloric acid and 90vol % methanol at 20V and at temperature at –40°C. Detailed microstructures are characterized by Tecnai20G2 transmission electron microscope(TEM) at 200kV. Grain size is measured in micrographs by Heyn’s linear intercept method. Hardness is measured by Shimadzu Microhardness 2T tester at varying load to find out minimum load for load independent hardness in X and Y plane for different type of samples. Based on the above result minimum load was selected as 980 mN for Vickers indenter. Tensile test was conducted on bar specimens of gauge length 16 mm and gauge diameter 4.5 mm at room temperature at a constant cross head speed of 0.05 cm/min and constant chart speed 2cm/min.3. Results and Discussion
- Fig. 1 shows the appearance of ECAPed samples after various degree of deformation. The sample ends are wedge shape and the angle of wedge is the shearing angle of 60°. There are no cracks while samples were deformed upto twenty seven passes (Fig 1 (a)). However a minor crack could be observed on sample that had undergone twenty eight passes of ECAP (Fig 1(b)). The extra projections at die joining face are removed before subsequent pass. The loss in length is due to this problem in die.
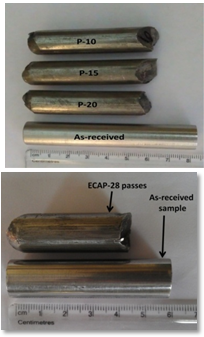 | Figure 1. Low carbon steel billet (a) as-received, after ECAP for ten passes (P-10), fifteen passes (P-15), twenty passes (P-20) and (b) twenty eight 28 passes |
 | Figure 2. Optical microstructure of low carbon steel (a) as-received, after ECAP for (b) one pass, (c) two paases, (d) five passes (e) ten passes, (f) fifteen passes |
 | Figure 2. Optical microstructure of low carbon steel after ECAP for (f) fifteen passes, (g) twenty passes and (h) twenty eight passes |
 | Figure 3. Bright field images of Y plane of low carbon steel after ECAP for (a)-(b) two passes, (c)-(d) five passes (arrow indicates carbide particle, (e) ten passes |
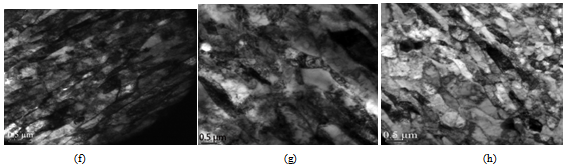 | Figure 3. Bright field images of Y plane of low carbon steel after ECAP for (f) fifteen passes, (g) twenty passes and (h) twenty eight passes |
 | Figure 4. Bright field images of X plane of low carbon steel after ECAP for (a) ten passes |
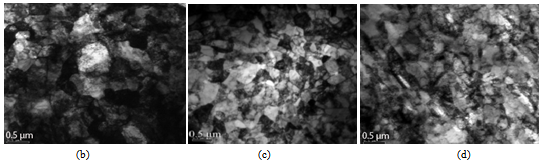 | Figure 4. Bright field images of X plane of low carbon steel after ECAP for (b) fifteen passes, (c) twenty passes, (d) twenty eight passes |
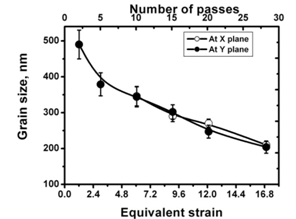 | Figure 5. Variation of grain size of low carbon steel with equivalent strain |
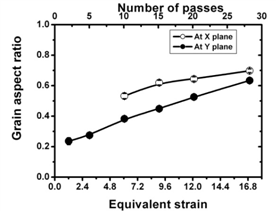 | Figure 6. Variation of width to length ratio of grain/subgrain in low carbon steel with equivalent strain or number of passes |
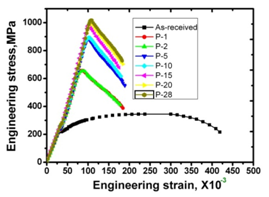 | Figure 7. Engineering stress-strain curves of as-received low carbon steel and ECAPed samples |
|
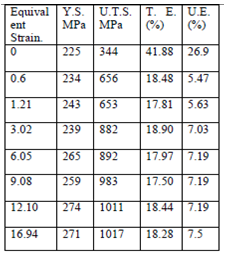
 | Figure 8. Variation of yield strength, ultimate tensile strength and total elongation with equivalent strain or number of passes |
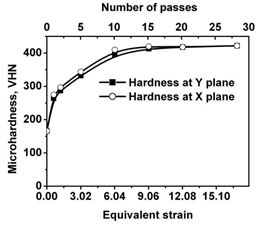 | Figure 9. Variation of microhardness measured at 980 mN in X and Y-plane of ECAPed samples with equivalent strain or number of passes |
4. Conclusions
- Equal-channel angular pressing can be adopted to produce ultrafine-grained structure in low carbon steel of average grain size of 0.2 µm. Grain refinement is strongly dependent on amount of strain. The refinement process involves several steps viz., elongation of grains by shear deformation, subdivision of grains to bands, subgrain formation in bands and fragmentation of bands into grains. Finally conversion of subgrains to grains takes place. Ultimate tensile strength of ultrafine-grained low carbon steel could be enhanced to about 1000 MPa which is about three times to that of coarse grained counterpart. The yield and tensile strengths increase rapidly at first few passes and then reach to a saturation level. The rate of strengthening as a function equivalent strain decreases to a minimum as deformation progressed. The yield strength increases marginally by 20% but tensile strength goes up to by about 300%. The major cause of strengthening is due to grain refinement and work hardening. However, ductility of UFG low carbon steel is lower than that of their coarse grained counterpart.
ACKNOWLEDGMENTS
- Authors wish to thank the Department of Science and Technology, Government of India for financial support under the project no. SR/S3/ME/0009/2010 (G).