-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Materials Engineering
p-ISSN: 2166-5389 e-ISSN: 2166-5400
2019; 9(1): 8-15
doi:10.5923/j.ijme.20190901.02

Investigation on Mixing Process for the Development of High Ductile Mortar Containing Thin and Short Fibers
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLTek Raj Gyawali
School of Engineering, Faculty of Science and Technology, Pokhara University, Pokhara Metropolitan City, Kaski, Nepal
Correspondence to: Tek Raj Gyawali, School of Engineering, Faculty of Science and Technology, Pokhara University, Pokhara Metropolitan City, Kaski, Nepal.
| Email: |  |
Copyright © 2019 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

With a target of developing the High Ductile Mortar, the author has focused to develop the new mixing method for thin and short synthetic fibers reinforced mortar, namely High Ductile Mortar (HDM) mixing method. The HDM mixing method was developed with the original concept of the author that the thin and short synthetic fibers are able to be uniformly distributed and firmly coated while mixing in a viscous mortar. Viscous mortar was prepared by mixing the mortar with the addition of the first part of the water. Then, the required workability of HDM can be increased with further mixing with the addition of the second part of water without any disturbance on the distribution and coating condition of the fibers. The HDM mixing method was proved to be better than the conventional mixing method to increase the flexural strength and ductility of the fiber mortar containing thin and short Poly-Vinyl Alcohol (PVA) fibers. Flexural strength was increased by about 35% (from 7.5 MPa to 10.5 MPa) and the deflection at the peak level of flexural strength was increased by about 67% (from 0.75mm to 1.25mm). HDM mixing method prevailed good result to develop the High Ductile Mortar (HDM) of high flexural strength with significant enhancement in its ductility behavior.
Keywords: HDM mixing method, Poly-Vinyl Alcohol (PVA) fibers, Conventional mixing method, Flexural Strength, Deflection, Ductility
Cite this paper: Tek Raj Gyawali, Investigation on Mixing Process for the Development of High Ductile Mortar Containing Thin and Short Fibers, International Journal of Materials Engineering , Vol. 9 No. 1, 2019, pp. 8-15. doi: 10.5923/j.ijme.20190901.02.
Article Outline
1. Introduction
- Concrete consists of different ingredients ranging from very big size particles, like coarse aggregates, to very small size particles, like cement or other fine powders. It is therefore researches simply did not concentrate on the problems of ordinary concrete since it can be mixed with any type of mixer properly due to the mechanism of inter-particle collision and impact [1]. Mixing time may be different based on the condition how level of mechanical energy is developed through electric energy while running the mixer for mixing concrete. With modernization on concrete design and construction work, many attempts have been made and implemented to enhance the compressive strength of concrete like in Self Compacting Concrete (SCC), High Strength Concrete (HSC) and High Performance Concrete (HPC). With advancement on the requirement of structural performance like in flexural strength and ductility requirement, different types of fibers have been developed to be mixed with cement paste, mortar or concrete. In this respect, many investigative works are required to increase the flexural and ductility behavior of structural elements so that we may increase the strength, serviceability and durability of such structural elements like tunnel segments, bridge girders and many structural and non-structurally required lightweight elements in Buildings.
2. Literature Review
- A depth literature review was carried out in order to select the appropriate parameters for investigative work.
2.1. Development History of Steel Fiber Reinforced Concrete (SFRC)
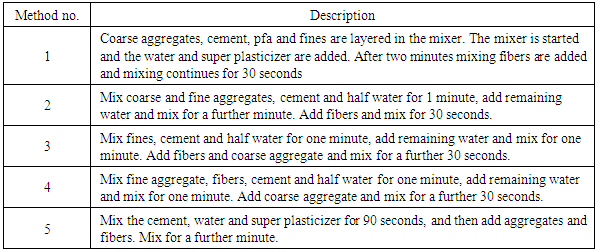
- Fiber reinforced cements and concrete (FRC) are firmly established as construction materials. Since the early 1960’s extensive research and developments have been carried out with FRC materials leading to a wide range of practical applications [3]. The interrelation of the structural performance of FRC with material constituents, processing and mechanical properties was modeled by Prof. Dr. Victor C. Li, Michigan University. He explained that the processing is one of the most important factors to create the action of coating, dispersion, orientation and resulting in good quality. These are directly related to the structural application of FRC through its mechanical properties.With regard to the production of FRC, many trials had been carried out, especially with the timing of adding fiber materials when mixing and other materials as well. American Concrete Institute had listed the following 5 methods of adding fiber materials in 1982 [3].(1) Feed the fibers with the aggregate and cement on the central conveyor belt. (2) Blend fibers and aggregate before charging into the mixer and then use standard mixing procedure.(3) Blend fine and coarse aggregate. Add fibers to the mixer operating at mixing speed, then add water and cement.(4) Add fibers to previously charged aggregate as the water. Finally, add cement and remaining water.(5) Add fibers as the last step to mixed concrete.However, American Concrete Institute, ACI 6.44-3R (1993), has indicated that the fibers should be added to a fluid mix, either as the last stage of mixing or added to the mixer with the aggregates [4]. Both documents of ACI indicated that care should be taken to avoid fiber balling. Many recommendations were made such as to avoid the clumps of fiber adding and slow rate of adding to allow dispersion.Bartos and Hoy [5-7] had studied about the effect of mixing procedure on the properties of fiber reinforced concrete and especially with the feeding sequence of ingredients into the mixer. Its methods and descriptions are shown in Table 1.
|
2.2. Existing Problems with SFRC
- In normal practice, the mixing of steel fiber reinforced concrete (SFRC) is carried out with the first method, described in Table 1, which is also recommended in most of the standards worldwide, i.e. ACI, JCI etc. However, it is noticed still difficult to make the even distribution of fiber materials in mixed concrete with this method in almost all types of existing mixers ever developed. Moreover, fibers may clump or form balls if more than 2% (by volume) of steel fibers are mixed with concrete. It is needless to say that the increase in the content of fiber means the increase in the requirement of external energy to make the fibers well distributed throughout the concrete. It means electric consumption of the mixer is more for the concrete with higher amount of fibers. In the forced type double axis mixer of 1.5m3 capacity [9], when mixing steel fiber reinforced concrete (SFRC ) of slump about 10 cm, load becomes double than that of ordinary concrete. This becomes 4 times in the case of slump 5cm. From this result, it can be understood that the load becomes extremely large when mixing the dry consistency SFRC with its slump of 2~3 cm. In order to avoid the balling of the fibers within a short time of introducing, dispensers are being used. These dispensers help the fibers to be introduced into the concrete in the dispersed form, which minimize the chance for balling. However, when using one dispenser with its capacity of 40kg/min, it takes about 4 minutes to introduce all fibers into the mixer for mixing SFRC with 2% fiber. It means it requires more than 5 minutes mixing SFRC with 2% SF in 1.5m3 mixer. Therefore, the main reason to limit the fiber content from 0.5% to 2% in the existing mixer should be due to the electric load and the mixing time.
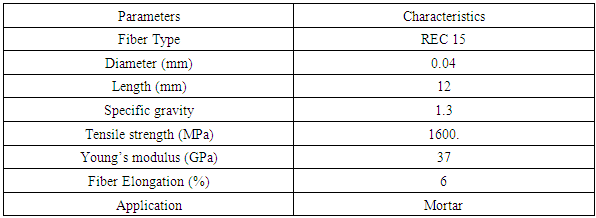
2.3. Development of Thin, Short and Light Fibers
- Synthetic fibers have become more attractive in recent years as reinforcements for cementitious materials [10]. This is due to the fact that they can provide inexpensive reinforcement for concrete and if the fibers are further optimized; greater improvements can be gained without increasing the reinforcement costs [11]. Moreover, unlike the steel fiber, which is highly corrosive in nature, there is no corrosion concern regarding synthetic fibers in concrete [11].Victor Li., in early 1990s, first introduced that inclusion of small and thin synthetic fibers in cementitious material enhances toughness and increases crack resistance capacity as well as damage resistance capacity. His purposed product was known as Engineered Cementitious Composites (ECC) [12, 13]. By the time, Kuraray was the first Japanese company to develop Poly Vinyl Alcohol PVA fibers. PVA fibers have high tenacity, high modulus, low elongation, light weight, good resistance against chemicals (alkaline), good adhesion to cement matrix. [14]. PVA fibers act greatly in a cement based matrix with no coarse aggregates due to their surface formation and high strength. The resulting composite, which exhibits a pseudo ductile behavior, is called ECC [12, 13]. Gong and Zhang carried out the research work on the effect of PVA fiber diameter on the crack resistance property of ECC [15].Zhang et al. investigated the influence of matrix strength (water-binder ratio) on the bending resistance property of ECC [16]. Pang et al. did the research work on the effect of fly ash amount, cement-sand ratio, and the like on the mechanical properties of ECC [17]. Li and Xu studied the bending resistance property and flexural toughness evaluation method of ultra-high toughness cementitious composite (UHTCC) [18]. Zhou et al. conducted research on fracture and impact properties of short discrete jute fiber reinforced cementitious composites (JFRCC) with various matrix for developing low-cost natural fiber reinforced concretes and mortars [17]. Wang et al. performed experimental and numerical studies on the performance of seven high-performance fiber-reinforced cement-based composites against high velocity projectile impact [19]. Zhang et al. investigated the dynamic characteristics and the constitutive relationship of polypropylene fiber reinforced mortar (PFRM) materials under compressive impact loading [20].With the development of such PVA fibers, many researches have been carried out to study the mechanical behavior of hardened PVA fibers reinforced mortar depending upon the types and percentage of PVA fibers. However, any research works have not been noticed to investigate the dispersing method of such thin and short fibers one by one inside the mortar and coating firmly by mortar. This paper has attempted many trials to investigate the appropriate method of dispersing and mixing of PVA reinforced cement paste to set the base for the development of High Ductile Mortar (HDM) with significant high flexural strength and high ductility.Theoretically, we know that if small and thin fibers are uniformly distributed and if each individual fiber is well coated with mortar, then it is possible to increase the strength and ductility of mortar by strengthening the transition zone in between paste and aggregate as each well coated fiber plays the important role of structural bridging the phases. For this, small and thin fibers were pre- distributed before mixing with mortar. Moreover, sequence and timing of charging each ingredient were modified while mixing fiber mortar. The result was obtained:(1) Pre-distribution of PVA fibers in air pressure gave the best result of the distribution. [20](2) Mixing of fiber mortar in chopper mixer gave the better result than in a mortar mixer. [20]However, it was not found possible in the practical aspect as per the final goal of the application. By keeping the target for the practical aspect of HDM, the author hereby has attempted to develop the new mixing method for HDM, with which its flexural strength and ductility behaviour may enhance.
3. Objective
- The main aim of this research is to investigate the appropriate mixing procedure for the uniform distribution and finely of individual very thin and short PVA fiber materials for mixing fiber mortar in order to develop High Ductile Mortar (HDM). Its specific objectives are:(1) To develop new mixing procedure for making uniform distribution and finely coating of thin and short PVA fibers inside the fiber paste.(2) To compare the result with conventional mixing method if new mixing procedure has created the base for the development HDM.
4. Necessity of this Research Work
- As we know that the concrete and mortar are brittle materials due to very weak transitional zone in-between the phases of the matrix. All experimental results have shown that all failures in ordinary concrete or mortar are initiated from the transition zone. Due to this reason, the structural elements are failing before providing any ductility. However, in modern construction industries we have badly needed ductile structural elements which may not only be capable to bear the high compressive stress but also the tensile and flexural strength.
5. Experimental Procedure and Visual Justification
- All experimental procedures were based on initially all trials and errors and then defined experimental procedure in order to achieve the theoretically predicted result.
5.1. Unsatisfactory Results of Initial Many Trials
- Theoretically, we know that if small and thin fibers are uniformly distributed and if each individual fiber is well coated with mortar, then it is possible to increase the strength and ductility of mortar by strengthening the transition zone in between paste and aggregate as each well coated fiber plays the important role of structural bridging the phases. For this, small and thin fibers were pre-distributed before mixing with mortar. Moreover, sequence and timing of charging each ingredient were modified while mixing fiber mortar. The result was obtained:(1) Expected result was not obtained with use of pre-distributed mortar.(2) Mechanical properties of mortar could not be enhanced with modification of the sequence and timing of charging each ingredient.
5.2. Condition for High Ductile Mortar
- The condition required for the high ductile mortar is shown in Fig. 1.
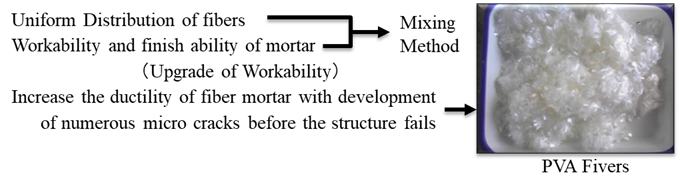 | Figure 1. Condition required for High Ductile Mortar |
|
5.3. Problem with Conventional Mixing Method
- Conventional mixing method for the mixing of fiber mortar is shown in Fig. 2. In the conventional method, dry ingredients were first charged to mortar mixer and dry mixing was started. Then water was added and wet mixing was carried out. After the mixing of mortar PVA fibers were charged part by part with running the mixer in slow speed. After the end of charging, fiber mortar was mixed for additional time in order to obtain fiber reinforced mortar for visual check evaluation and additional tests. In this conventional mixing procedure, the problem was noticed with the formation of fiber lumps by accumulation fibers by groups. Even this process did not work while using the pre-distributed fibers since the similar problem of forming fiber lumps were noticed during the mixing. It should be noted that the mechanically properties of fiber mortar is badly affected when using the fiber mortar containing fiber lumps. The condition of the mixed fiber mortar mixed with this method is shown in Fig. 3. Fiber lumps were clearly seen in the mixed fiber mortar.
 | Figure 2. Conventional Mixing Method |
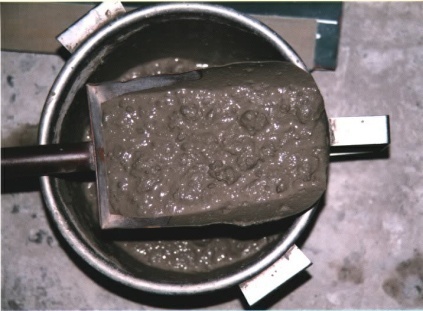 | Figure 3. Mixed Condition of Fiber Mortar with Conventional Mixing Method |
5.4. Investigation on New Mixing Method
- This investigation basically correlates with the application of the basic concept required for the development of HDM at implementation level.
5.4.1. Basic Concept
- Basic concept adopted for the new mixing method is as followings:(1) In order to upgrade the binding capacity of the matrix for fiber, its viscosity should be increased.(2) Flow ability of fiber mortar should be increased for the easiness of placing, compaction and finishing. It can only be done with the decrease on the viscosity of the matrix.The above two major points themselves are controversial. The viscosity of the matrix is vitally needed for the proper distribution of small and thin fibers, but it seriously affects the workability in terms of difficulties in placing, compaction and finishing works. It should be balanced during the mixing trials in order to achieve both bonding capacity and flow ability properties of mixed fiber mortar.In order to solve such controversial problems, the whole mixing process is divided into three steps of mixing as:(1) Produce high viscous mortar(2) Distribute fiber uniformly inside mixing mortar(3) Increase the workability of fiber mortar
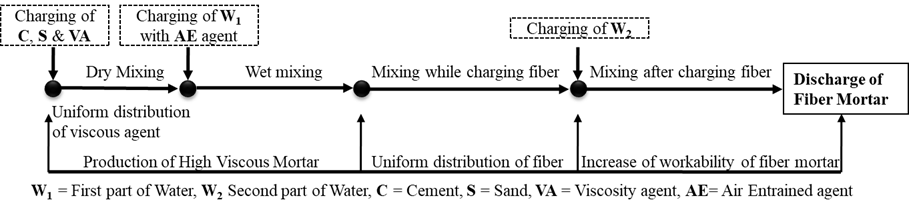
5.4.2. Development of New Mixing Method
- Based on the basic concept, the new mixing method is illustrated in Fig. 4.
 | Figure 4. New Mixing Method Procedure |
- Cement and sand were charged into a mortar mixer container in sandwich layers, i.e. half of sand
 cement
cement remaining sand. Then viscosity powder was poured covering each portion of the mix of cement and sand. Then the mixing work was carried out based upon new mixing process.Produce High Viscous MortarThis process consists of two major sub parts as dry mixing and wet mixing of mortar. After charging all dry constituents to the container, the dry mixing was started. The dry mixing was done for the required period of time so that the particles of cement and sand not only distributed each other uniformly, but the viscosity agent powder should also have to be uniformly distributed among the matrix of cement and sand. After the visual confirmation of the quality of dry mixing, then wet mixing was done by adding the first part of the water, W1, gradually. W1 was designed in such a way that the amount of water would only be sufficient to have a coating around each cement particle and paste would be good coated around each sand particle. Within this mixing mechanism, the particle of viscosity agent when come in contact with water particle would have become highly viscous liquid which would play the vital role to increase the viscosity of hard consistency mortar.Distribute Fiber inside mixing mortarAfter the completion of the production of high consistency viscous mortar, the mixing was continued by charging the fiber materials part by part gradually. After the completion of charging, the mixing was continued until fibers were uniformly distributed inside mortar and each fiber material was well coated with viscous mortar.Produce workable high ductile mortarAfter the completion of the second step of mixing, then the third step of mixing was continued with addition of remaining water, W2, gradually. This mixing was done until the added water was uniformly distributed throughout the fiber mortar. The W2 played the role of free water inside fiber mortar which significantly should have increased the workability with causing less effect on the coating condition of each distributed fiber inside the mortar.After the completion of above major three steps of mixing, then predicted high ductile mortar was ready for the required test or majorly visual check followed by casting specimens for the flexural strength test.After the visual check judgment, three specimens of sizes 40cm×10cm×5cm (length × width × depth) were produced of both new mixing method and conventional mixing method for the bending tests. Curing was done as per standard. The bending test was carried out in 28 days.
remaining sand. Then viscosity powder was poured covering each portion of the mix of cement and sand. Then the mixing work was carried out based upon new mixing process.Produce High Viscous MortarThis process consists of two major sub parts as dry mixing and wet mixing of mortar. After charging all dry constituents to the container, the dry mixing was started. The dry mixing was done for the required period of time so that the particles of cement and sand not only distributed each other uniformly, but the viscosity agent powder should also have to be uniformly distributed among the matrix of cement and sand. After the visual confirmation of the quality of dry mixing, then wet mixing was done by adding the first part of the water, W1, gradually. W1 was designed in such a way that the amount of water would only be sufficient to have a coating around each cement particle and paste would be good coated around each sand particle. Within this mixing mechanism, the particle of viscosity agent when come in contact with water particle would have become highly viscous liquid which would play the vital role to increase the viscosity of hard consistency mortar.Distribute Fiber inside mixing mortarAfter the completion of the production of high consistency viscous mortar, the mixing was continued by charging the fiber materials part by part gradually. After the completion of charging, the mixing was continued until fibers were uniformly distributed inside mortar and each fiber material was well coated with viscous mortar.Produce workable high ductile mortarAfter the completion of the second step of mixing, then the third step of mixing was continued with addition of remaining water, W2, gradually. This mixing was done until the added water was uniformly distributed throughout the fiber mortar. The W2 played the role of free water inside fiber mortar which significantly should have increased the workability with causing less effect on the coating condition of each distributed fiber inside the mortar.After the completion of above major three steps of mixing, then predicted high ductile mortar was ready for the required test or majorly visual check followed by casting specimens for the flexural strength test.After the visual check judgment, three specimens of sizes 40cm×10cm×5cm (length × width × depth) were produced of both new mixing method and conventional mixing method for the bending tests. Curing was done as per standard. The bending test was carried out in 28 days.6. Results and Discussions
- The first investigative evaluation of the prepared mortar was just the visual check with an eye and touched by hand. The second was flow table test followed by mechanical properties tests.
6.1. New Mixing Method Named as “High Ductile Mortar (HDM) Mixing Method”
- Fig. 5 shows the condition of the High Ductile Mortar just after the mixing using the new mixing method.With a visual and handle check, no any fiber lump was noticed throughout the mixed mortar as it was noticed in the mortar mixed with conventional mixing method. Each fiber was found uniformly distributed and well coated with mortar/paste. Moreover, it was found with the tentative check of the viscosity by hand, high ductile mortar mixed with new mixing method was found to be less viscous than that mixed with conventional method resulting in much easier for placing, compaction and finishing.
 | Figure 5. Visual Condition of High Ductile Mortar mixed with HDM mixing method |
 | Figure 6. Table Flow test of High Ductile Mortar (Flow value > 150mm) |
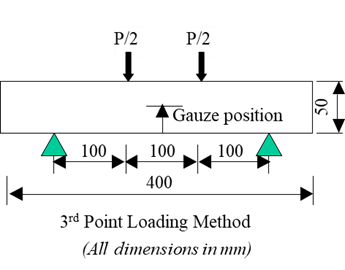 | Figure 7. Bending test method |
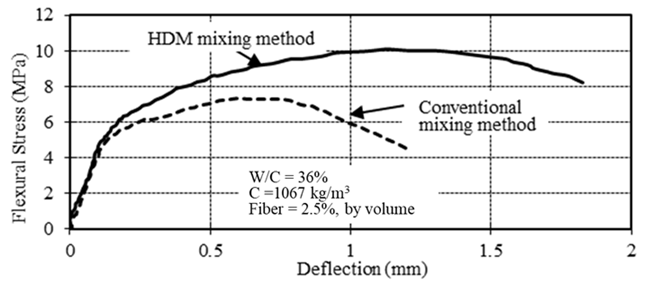 | Figure 8. Comparison between HDM mixing method and conventional mixing method for flexural strength test results |
|

 | Figure 9. Development of micro cracks in specimen prepared with HDM mixing method |
7. Conclusions
- A conventional mixing method was found not suitable for the development of High Ductile Mortar. In order to overcome this problem, the author developed new mixing procedure, namely High Ductile Mortar (HDM) mixing method, which significantly enhanced the strength and ductility behavior of the High Ductile Mortar. It was because this method made possible to disperse thin and short PVA fibers within the viscous mortar, prepared with the first portion of water, and fine coating around each fiber; then, its required workability was achieved with the addition of the second portion of water without disturbing distribution and coating condition of PVA fibers. HDM mixing method increased the flexural strength by 35% and 67% in deformation at the time of peak flexural strength. From the observation of the stress-strain curve, plasticity of the specimen mixed with HDM mixing method was significantly more than those of the conventional mixing method. Specimens with conventional mixing method were failed with single crack, but numerous micro cracks were developed in those from the HDM mixing method.The HDM mixing method, developed by the author, is the new mixing method for mixing the thin and short synthetic fiber mortar in order to enhance the flexural strength and ductility behaviour of HDM.
8. Future Scope
- The author has focused on developing High Ductile Mortar (HDM) with a target of the flexural strength more than 12 MPa, required for tunnel pre-cast segments, replacing steel fibers with short and thin synthetic fibers in order to overcome the problems on mixing as well as to enhance the flexural strength and ductility behavior. Since, it is very preliminary investigative work; the focus was given on different parameters to identify qualitatively rather than quantitatively.The result obtained in this paper will be followed by the investigative work on alteration of mix proportion, modified mixing process as well as casting method.
ACKNOWLEDGEMENTS
- The author carried out this research work in Maeda Corporation, Tokyo, Japan. All required expenditure required for this research work was funded by Maeda Corporation. The author would like to sincere gratitude to Dr. Matabee Maeda for his continued support during the period of this research work. Sincere thanks are also extended to colleagues and technicians for their help in experimental work.