-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Materials Engineering
p-ISSN: 2166-5389 e-ISSN: 2166-5400
2018; 8(5): 101-108
doi:10.5923/j.ijme.20180805.04

Adobe Soil-Cement Bricks Reinforced with Recycled Kraft Paper Fibers
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLElise Oliveira Schweig1, Raul Tadeu Lobato Ferreira1, Greyce Bernardes de Mello Rezende1, Vinicius Borges de Moura Aquino2, André Luis Christoforo2, Francisco Antonio Rocco Lahr3
1Earth and Exacts Sciences Institute (ICET), Federal University of Mato Grosso, Barra do Garças, Mato Grosso, Brazil
2Centre for Innovation and Technology in Composites – CITeC, Department of Civil Engineering (DECiv), Federal University of São Carlos, São Carlos, Brazil
3Department of Structural Engineering (SET), University of Sao Paulo, São Carlos, Brazil
Correspondence to: André Luis Christoforo, Centre for Innovation and Technology in Composites – CITeC, Department of Civil Engineering (DECiv), Federal University of São Carlos, São Carlos, Brazil.
| Email: |  |
Copyright © 2018 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Civil Construction Industry impacts significantly the environment, being one of the most critic factors related to elevated production of Civil Construction Residue (CCR). Among CCR produced, the Kraft paper package acquires notoriety, due their large use on material packaging, such as Portland cement and lime, then, present a high production rate and offer contamination potential, lack of collection logistics and nearly any reuse. In this scenario, the study and development of alternative constructive materials which applies the sustainability concept and CCR recycling have acquired great relevance in the sector. It is highlighted the residue incorporation on masonry soil-cement blocks, due its block are not submitted to the sintering process. Then, the present research intend to study adobe blocks mechanical properties based on soil-cement reinforced with cellulose fibers obtained from Kraft paper recycling. The bricks were confectioned with 7% Portland cement content and with 0%, 8%, 10% e 12% Kraft paper fiber addition, being submitted to compressive strength test, water absorption test, durability test with wetting and drying and retraction analysis. It was verified the confectioned composites presented as a viable and interesting alternative on technical and environment range. All studied researches presented null retraction and compressive strength increase on cracked state, toughness increase and good performance about durability.
Keywords: Adobe, Soil-Cement, Civil Construction Residue, Kraft Paper, Sustainability
Cite this paper: Elise Oliveira Schweig, Raul Tadeu Lobato Ferreira, Greyce Bernardes de Mello Rezende, Vinicius Borges de Moura Aquino, André Luis Christoforo, Francisco Antonio Rocco Lahr, Adobe Soil-Cement Bricks Reinforced with Recycled Kraft Paper Fibers, International Journal of Materials Engineering , Vol. 8 No. 5, 2018, pp. 101-108. doi: 10.5923/j.ijme.20180805.04.
Article Outline
1. Introduction
- The Civil Construction Industry (CCI) provokes a great environmental impact on their activities, mainly on intense exploitation of non renewable feedstock, elevated consumption of water and energy, emission of pollutants and generation of great amount of solid waste, which frequently are nor reused or destined appropriately [1-3].Considering that, sustainability has become extremely important for development of CCI, which started to change the actual model of exploitation and solid residue management based on technology improvement, materials, constructive techniques and production models that employs ecology concepts. Also, fomenting public, institutional policies on economic, environmental and social range on education, environmental conscience on CCI professionals and consumer market [3].It is well known that civil construction activities produces residues. This scenario is more concerning on urban regions due to urbanization process and accelerated industrialization, population growth and bad spatial organization of urban center [4].The disturbs caused by Civil Construction Residues (CCR) are originated, mainly, as a consequence of the great volume of CCR produced, which represents an amount of 50 to 70% of total urban solid residue generated in Brazil [4, 5].On actual scenario in Brazil, nearly 72% of Brazilian municipalities presents collection and management CCR service on operation. Of this parcel, less than 10% displays processing for CCR screening and recycling, An extremely low rate, considering great amount of residues produced by Brazilian CCI [5]. Then, as the correct as the irregular CCR disposition generates problems and elevated costs for public authorities [5, 6].On economic level, this costs are related to public cleaning and sanitation, larger areas for landfills, urban regions devaluation, higher risks of ecosystem contamination and proliferation of vectors and diseases [3, 5].The social impacts referent to CCR mismanagement are characterized by degradation of life quality of population and the increase of social inequality, due to the presence of low income communities near landfills. Therefore, this parcel of population is exposed in a direct form to problems related to lack of public sanitation [4].Considering, then, the interdependency between residue generation, environment, public sanitation and population life quality, it is urgent the search for adequate destination of CCR and CCR management in Brazil [6].In this context, the utilization of materials provided by renewable resources and with recycling potential are practices that offers great contribution for sustainable development of CCI [7]. It happens due recycling allows residue to return for productive chain as a low cost secondary feedstock, reducing the demand of extraction and consumption of non renewable feedstock and minimizing the problems related to elevated RCC production [3, 5].Among CCR, it can be highlighted the Kraft paper, material which, in Brazil, are used as chemical products package, such as the Portland cement [8]. It owns good physical and mechanical properties provided by its production process, which confers higher durability and burst and rent resistance [9, 10].According the Annual Report of Brazilian Cement Industry Union (SNIC) [11], it was verified the Brazilian consumption of cement was nearly 71 millions of tons, with 66% of this amount packaged with Kraft paper. This information reflects the expressive volume of approximately 937 millions of cement bags discarded.Despite this fact, the material presents logistic problems and whimsy recycling rate due to the contamination that Kraft paper are submitted by its contact with chemical products, demanding a particular treatment for posterior recycling, not able to receive the same destination of ordinary paper [8]. Most of Kraft paper residue are destined for landfills, burned or inappropriately discarded, which causes pollution and water and soil contamination [8-10].Alternatives for recycled Kraft paper as secondary feedstock studied by ICC professionals are related to fiber incorporation on cement materials, such as concrete blocks with no structural function [10], composites [12, 13] and mortars [14-16]. It is noted that any study investigated the Kraft paper fiber addiction on adobe bricks.Also, researches were found whose methodology evolves Kraft paper recycling added on plaster [17], and employed with plastic of disposable cups to produce ecological sidings [18].Still, it can be checked studies that evaluates Kraft paper use as a geotechnical material for soil stabilization [9] and its addition on Compressed Soil Block (CSB) for vertical seal [8, 9].Another advantageous alternative associated to CCI sustainable development is represented by soil use as construction material, due the fact it is an abundant, renewable, recyclable, nontoxic and low cost feedstock [20, 21], highlighted the use of constructive techniques related to established soil block, also known as ecological bricks [22].One of referred techniques is adobe, which represents one of the most ancient and well-known soil construction technique, presenting constructions all over the globe, adapting well to climate and geographical conditions, factors that pushed it to be the architectonic basis of several civilizations [1, 22].Many of this ancient constructions are still on use, representing the quality and durability of adobe as construction material. As an example, the 8,000 years old Catal Hüyük city, in Turkey; Ganj-Dareh, in Iran, built around 7,000 B.C.; Ramses II barns, dated of 4,500 years in Egypt, parts of Great Wall in China and the Djénne mosque, in Mali, dated of 1,280 A.C., considered the largest construction on soilin the world. [22].Adobe presents as a quick and easy constructive technique, also offers thermal and acoustic isolation, consumes abundant and renewable feedstock, demands low cost equipments, dismiss specialized workforce and enables several forms and dimensions [1, 21-23]. Beyond that, it is not performed the sintering process on the block, producing less residues and pollutants and demanding less energy on its manufacturing.In addition, soil constructions techniques offers great potential for incorporation and association with several types of residues and fibers, either civil construction or from other industries [23].In this context, it is realized the need for Kraft paper residue as its potential to be incorporated on soil based masonry components. Therefore, intending to collaborate with the increasing searches focused on sustainability and low environment impact, the present study aims to evaluate the technical viability of soil-cement adobes stabilized with cellulosic fibers of recycled Kraft paper provided from Portland cement packages.For such, they were verified properties as retraction, compressive strength, water absorption and durability by wetting and drying (accelerated aging) on blocks with 0%, 8%, 10% e 12% Kraft fiber content at 7-day curing age.
2. Material and Methods
2.1. Materials
2.1.1. Soil
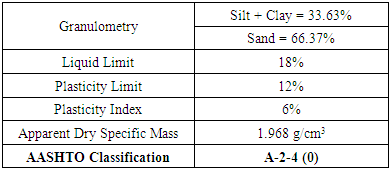
- Soil was harvested in Pontal do Araguaia city, Brazilian state of Mato Grosso, from an opening with 2.5 m depth, on the banks of ring road which connects BR-150 and BR-070 railroads, illustrated on Figure 1. The organic layer was dismissed.The soil characterization was made from the determination of granulometric composition [25], liquid limit (LL) [26] and plasticity limit (PL) [27], whose standards are defined by the Brazilian Association of Technical Standards (ABNT). The maximum apparent specific dry mass, according the paving company, is 1.968 g/cm³. The classification was performed according American Association of State Highway and Transportation Official (AASHTO).
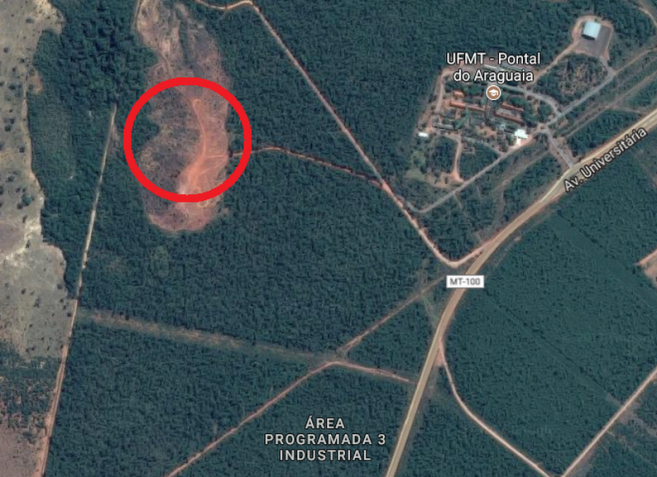 | Figure 1. Approximate place of soil harvest (Source: Google Maps [24]) |
2.1.2. Portland Cement
- The Portland cement adopted in the present research was the CP-II-Z-32, being the most common in this region. This cement is characterized as composed and its specification is normalized by ABNT [28].The cement content was determined by tables of Brazilian Association of Portland Cement (ABCP) [29], which provides the average value of binder to be adopted on General Standard of Soil-Cement Dosage. These tables own as entrance data parameters that express the granulometry and soil consistence limits to be stabilized, with different tables for sandy soil and clay soil.The procedures described on General Standard [29] were not used for dosage effects, the own obtained value on the tables was adopted as the rational and satisfactory cement content.
2.2. Methods
2.2.1. Kraft Paper Fiber Obtaining
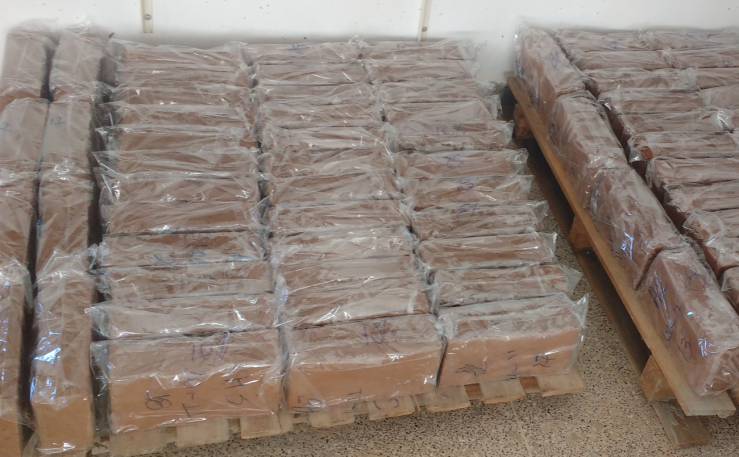
- Kraft paper residues were acquired from cement bags gathering on a construction site of a concrete company in Barra do Garças city, Brazilian state of Mato Grosso. Kraft fibers obtaining were performed based on the routine proposed on the literature [8] with some adaptations.The recycling process consists on the following stages:a) Bags cleaning to withdraw any residual cement [10];b) Bag Fragmentation in parts with dimensions inferior to 5 cm;c) Cellulose pulp obtaining from paper crushing on industrial blender until it acquires pulp consistence (Figure 2).d) Withdrawal of water excess, leaching the pulp with a cloth;e) Cellulose pulp dispersion, executed by a rotating metallic stem;f) Granulometric selection of disperse fiber on a 9.5 mm opening sieve;
 | Figure 2. Cellulose pulp after triturating |
 | Figure 3. Final aspect of recycled Kraft paper fibers |
2.2.2. Adobe Brick Confection
- The process of mixture preparation was accomplished from the adaptation on the routine proposed in the literature [8] and consisted on the following stages: (i) Humidifying the concrete mixer walls;(ii) Disperse Kraft paper fibers with gradual soil incorporation previously mixed with cement, whose objective was avoiding agglomerations, ensuring the mixture homogeneity;(iii) Addition of little amounts of water until the mass reaches the modeling point, considering the empirical recommendations of adobe technique whose appearance is close to a plaster mortar and presents enough plasticity to fulfill the entire formwork and the block do not deform with its own weight when unformed [22].The water amount added in the first mixture prepare for each fiber content was replicated on posterior productions of the same proportion, in a manner to ensure the same moisture content for all adobe bricks referent to each trace.Adobe brick modeling was accomplished on the floor covered with canvas and with a cast mold, previously smeared with release agent, capable to produce two brick simultaneously with dimensions 12 cm width, 24 cm length and 7cm height. The mixture was distributed manually in a manner to fulfill the voids and corners until reach mold height (Figure 4). Blocks were scratched to guarantee face parallelism.
 | Figure 4. Adobe modeling on steel cast mold |
 | Figure 5. Block cure on humid chamber |
2.2.3. Retraction Analysis
- The retraction analysis of the material was performed by the well-known procedure named box test [30], which consisted on scraping and sieving 3 kg of soil, which was mixed with cement and fibers [8]. For this test, it is desired to obtain plaster mortar consistence similar appearance of adobe mass. Then, it was adopted the same moisture content during block confection, as the same mixture procedure. The composite referent to each trace was disposed on one test box compartment, illustrated on Figure 6, which was lubricated with oil and its inner dimension on each compartment: 60 cm length, 8.5 cm width and 3.5 cm height. In sequence, one of the extremities was rose and left to fall under gravity effect at 7 cm height from the floor, on both extremities.
 | Figure 6. Box for retraction test |
2.2.4. Compressive Strength Test (CS)
- Soil-cement blocks compressive strength test is established by ABNT [31], which determines that 10 samples with 7 days cure must be tested. This standard requires the proof tests obtain a minimum compressive strength of 2 MPa for average values and 1.7 MPa for individual values. This test was conducted with the objective to verify the influence of fiber addition on compressive strength in relation to the testimony sample (with no fiber addition).In this research, the test procedure was adapted, dismissing the immersion stage [32] and the proof test cut before rupture [33]. The covering was executed from mortaring the block superior face, ensuring the parallelism of this face. Two steel plates were used to transfer test load uniformly on the proof test.
2.2.5. Water Absorption Test (WAT)
- The water absorption test is regulated by ABNT [31], that requires the values of this parameter should not be higher than 20% for average values and 22% for individual values on cure at 7 days. The procedure consists on placing 3 proof test on chamber until the mass become consistent and further weighting when the component reaches room temperature. Next, proof test are immersed on water for 24 hours, for then, being withdrawn, dried superficially and weighted again to calculate water absorption by Equation 1.
 | (1) |
2.2.6. Durability Test for Wetting and Drying (DMS)
- DMS test, also known as accelerated aging test, was executed following the regulation disposed by ABNT [34], utilizing the soil-cement blocks as proof test [8] and eliminating the mass loss analysis by brushing process, fact justified to consider the effect of abrasives efforts on masonry components are less severe and more punctual when compared with other soil-cement applications [35].The analysis was made from determining the durability coefficient, which is obtained on Equation 2. The objective of this parameter is evaluate proof test CS which undergoes DMS test, correlating the average CS value for 7 days curing. The material is considered durable if obtains a durability coefficient equal or higher than 80% [36].
 | (2) |
3. Results and Discussion
3.1. Soil Characterization and Classification
- Test results are presented o Table 1.
|
3.2. Adobe Block Traces
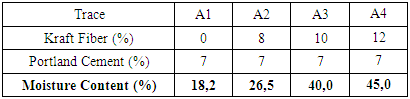
- With the soil predominantly sand, the cement proportion was determined based on ABCP table [29], which provides the average cement content for non organic sand soils by the General Standard Soil-Cement Dosage. Therefore, it was obtained a cement content equal to 7% for soil stabilization, that was used in all traces, as displayed on Table 2 and presents moisture content for each mixture.
|
3.3. Retraction Analysis
- Retraction test by box method presented satisfactory results for all traces, not being observed crack occurrence on any sample, as represented on Figure 7. It is pointed out the traces with fibers have not displayed significant retraction on measurement, then it can be considered null. For samples without lraft fibers, it was verified an average retraction value equal to 4 mm, lower than the 2 cm limit disposed on the literature [30].
 | Figure 7. Tested Samples Retraction |
3.4. Compressive Strength
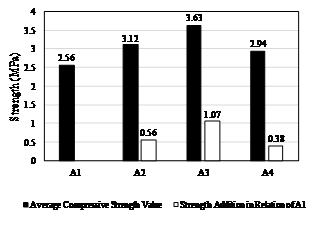
- The results obtained for compressive strength, average and individual values, reached standard values. Average values of compressive strength were 2.56 MPa for testimony sample (without fiber incorporation), 3.12 MPa for 8% Kraft fiber trace, 3.63 MPa for 10% Kraft fiber trace and 2.94 MPa for 12% Kraft fiber trace, as presented on Figure 8.
 | Figure 8. Average CS values and addition in relation to A1 (MPa) |
 | Figure 9. Residual Water observed on CS test |
3.5. Water Absortion (WA)
- In relation of this parameter, only testimony sample presented values under the limit established on standard, which average value required is 20%. The results obtained for each trace are displayed on Figure 10.
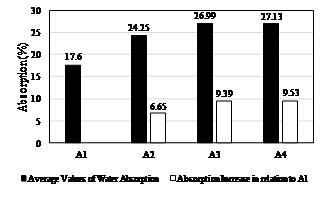 | Figure 10. Average Values of WA and increase in relation to A1 |
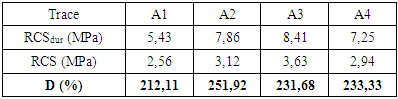
3.6. Durability for Wetting and Drying
- Proof test submitted to durability test for wetting and drying did not presented cracks and kept their physical integrity during and after cycles.The volume variation, humidity and mass loss did not presented a default behavior, being inefficient the data analysis by these parameters, as described on standard. This behavior can be attributed to eventual intern cracking during the cycles of immersion and heating [37]. Then, the analysis was performed based on durability coefficient whose results are presented on Table 3.
|
4. Conclusions
- The performance presented by adobe blocks was satisfactory, offering compressive strength values superior to the required by standard. The mixture whose results stood out on that parameter is the trace with 10% Kraft fiber, presenting a average strength increase equal to 1.07 MPa in relation to testimony sample, which is equal to a 41.86% increase. The result obtained strength this kraft fiber content as a reference for sand soils.During the compressive strength tests, it was checked blocks crashing, which occurred in a accentuated manner on fiber reinforced mixtures and also they did not presented strength peaks, i.e., the obtained data reading correspond to the supported load until the maximum deformation admitted on the machine test. This fact represent the strength increase and energy absorption capacity after material rupture, in other words, composite toughness increase due to kraft fiber addition.It can be pointed out the significant gain on mechanical strength when submitted to accelerated aging test, which resulted on compressive strength values two times superior to the obtained after 7 days curing. This fact attributes technical quality and durability to the produced composites.Elevated water absorption indexes were observed with the testimony sample meeting standard demand. This fact is justified by Kraft paper fibers and characteristic porosity due the chosen block confection technique. Adobes demands great plasticity for modeling, elevating composite moisture.Despite these facts, it is notorious that soil-cement bricks present great potential as construction material, presenting minor environmental impacts and residue production. Also, it becomes more relevant on CCI actual scenario when associated with CCR recycling and other solid residues, as Kraft paper cement bags, representing a possible solution for a sustainable destination for this residue.A suggestion for further studies the optimization of moisture content for fiber added mixtures, the study of mechanical properties of adobe with different curing time, improvement of water absorption characteristics with other mechanisms of stabilization, the exam of physico-chemical characteristics of percolated water on the brick and the investigation of thermal and acoustic properties of the composite material.
ACKNOWLEDGMENTS
- For all the provided support, the authors thanks the Coordenação de Aperfeiçoamento de Nível Superior (CAPES) and the Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq).