-
Paper Information
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Materials Engineering
p-ISSN: 2166-5389 e-ISSN: 2166-5400
2014; 4(5): 180-184
doi:10.5923/j.ijme.20140405.03
The Effect of Fiber Treatment on the Mechanical and Water Absorption Properties of Short Okra/Glass Fibers Hybridized Epoxy Composites
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLM. T. Isa1, S. Usman1, A. O. Ameh1, O. A. Ajayi1, O. Omorogbe1, S. U. Ameuru2
1Department of Chemical Engineering, Ahmadu Bello University, Zaria, Nigeria
2Department of Textile Science and Technology, Ahmadu Bello University, Zaria, Nigeria
Correspondence to: S. Usman, Department of Chemical Engineering, Ahmadu Bello University, Zaria, Nigeria.
| Email: |  |
Copyright © 2014 Scientific & Academic Publishing. All Rights Reserved.
Surface modification of natural reinforcements can enhance their adhesion to polymer matrices. This work reports the effects of varying NaOH concentration (5%, 10%, 15% and 20%) on the properties of the composites at 15wt% fiber loading and 50:50 okra/glass fiber ratio. The result indicated that treatment concentration greatly influence the properties of the resulting composite, showing significant improvement over the untreated fiber composites. The 5 wt % of NaOH treatment concentration gave better MOR (50345.2 kN/m2) and minimal water absorption properties (1.98%). Better tensile strength (24.48MPa), MOE (785.9Mpa) and elongation at break (2.93mm) was observed with composites made with the 10 wt % NaOH concentration treated fiber. The composite have properties which suggest their suitability for application in the building and construction industries as panels for portioning and flooring or wall coverings, architectural landscaping to replace the hardwood currently used hence, preserving the environment.
Keywords: Okra fiber, Glass fibers, Hybridization, Fiber treatment, Mechanical properties, Water absorption
Cite this paper: M. T. Isa, S. Usman, A. O. Ameh, O. A. Ajayi, O. Omorogbe, S. U. Ameuru, The Effect of Fiber Treatment on the Mechanical and Water Absorption Properties of Short Okra/Glass Fibers Hybridized Epoxy Composites, International Journal of Materials Engineering , Vol. 4 No. 5, 2014, pp. 180-184. doi: 10.5923/j.ijme.20140405.03.
Article Outline
1. Introduction
- The final behavior of a composite material depends to a great extent on the adhesion between the reinforcing fiber and the matrix. The adhesion between two different materials is a function of several factors among which are the surface roughness and surface polarity [1, 2]. In order to improve adhesion between cellulosic material and polymeric matrix, several fiber surface modifications such as reaction with acid [3-6], organosilane [8-11] and alkaline treatment (Mercerization) [5, 11-13] have been reported.Mercerization as proposed by ASTM D1965 is the process of subjecting vegetable fiber to an interaction with a fairly concentrated aqeous solution of a strong base, to produce great swelling with resultant changes in the fine structure, dimension, morphology and mechanical properties [14]. When natural fibers are stretched, such arrangement amongst the fibrils would result in a better load shearing by them and hence result in higher stress development in the fiber.Syndenstricker et al., [15] studied the effects of varying NaOH concentration on sisal-polyester composite and observed that NaOH treatment of the sisal fiber decreases fiber density and 10% treatment concentration results in a rougher fiber surface. Girishal et al., [16] concluded in their study that alkali treatment of natural fiber improved the quality of the fiber/matrix interface and hence having significant effect on the mechanical properties of natural fiber reinforced composites. Mishra et al., [17] observed excess delignification of the fiber at 10% NaOH concentration resulting in weaker fibers. NaOH treatment concentration and soaking time were also reported to greatly affect the properties of coir- polyester composite [18].Due to their good mechanical properties and environmental advantages, natural fibers have proved to be a suitable reinforcement material [19] and therefore ways of improving these properties to make them more applicable as structural materials need to be investigated. This study aims to develop natural fiber composite from a relatively new but widely available okra fiber. Investigation of the mechanical and water absorption properties of okra – glass fiber hybrid composite and the effect of varying concentration of NaOH on fiber modification was studied.
2. Experimental
2.1. Materials
- The Okra fibers, Glass fibers, the epoxy (Grade 3554A) and the hardener (Grade 3554B) were purchased from Juneng Nigeria ltd, Nssuka, Nigeria and the Sodium hydroxide pellet and acetic acid manufactured by ReAgent Chemicals UK and supplied by Moore Chemicals, Zaria, Nigeria.
2.2. Method
2.2.1. Mould Preparation
- A mould with dimensions 210mm x 160mm x 20mm cavity was used in this work. The mold cavity was cleaned to remove particles and then coated with layers of releasing agent (wax) for easy removal (Demolding) of the composite.
2.2.2. Solution Preparation
- 5% w/v, 10% w/v, 15% w/v and 20% w/v Sodium hydroxide solutions were prepared in 500ml beaker by diluting 20g, 40g, 60g and 80g pellets respectively of sodium hydroxide in 400ml of distilled water. 5% v/v acetic acid solution was prepared in a 500ml beaker by mixing 20ml of acetic acid in 380ml of water.
2.2.3. Fiber Preparation
- The okra and glass fibers were chopped to 20mm fiber length. Some quantity of the okra fiber were soaked in the prepared 5% w/v sodium hydroxide (NaOH) solution to remove some of the lignin (delignification) and other materials like wax and pectin. The soaked fibers were kept in the refrigerator (about 5℃) for 20 mins with occasional stirring. On expiration of the time, they were removed, washed with tap water and then soaked in the prepared 5% v/v acetic acid solution for 5 mins to neutralize the excess sodium hydroxide left on the fibers. The fibers were then washed with tap water and finally washed thoroughly with distilled water. They were dried in air for two weeks and finally in an oven at 70℃ until they attain constant weight. The procedure was repeated using the 10% w/v, 15% w/v and 20% w/v sodium hydroxide solutions respectively.
2.2.4. Treated Okra/Glass-Epoxy Composite Specimen Preparation
- Preliminary loading of the short okra fiber in the pre-calculated matrix showed that the mean loading capacity was 15 wt %, compared to the 20.4 wt % reported by Srinivasababu et al., [20].The treated okra and glass fibers were hybridized on 50:50 ratio based on the 15 wt% total fiber weight established. The composite samples were made respectively by mixing the pre calculated volume of epoxy and hardener in the ratio of 5:1 by weight in a plastic cup and stirred thoroughly for 10 minutes. A portion of the mixture was poured into the prepared mold and some quantity of the hybridized 50:50 (treated okra [5% w/v conc. NaOH): glass) fibers were loaded in random orientation using hand lay-up method. Brush was used to apply the matrix to ensure the fibers were properly coated with the matrix. The procedure was repeated until the remaining fiber and the matrix was exhausted. The sample was cured at room temperature for 24 hours under load. It was then demolded and further post-cured in an oven at 70℃ for 3 hours. The procedure was repeated using the 10% w/v, 15% w/v and 20% w/v treated okra fibers respectively.
2.3. Characterization
- Tensile testing of the composite specimens was carried out using an Instron Machine Model 3369, System Number 3369K1781, Capacity 50kN, Maximum speed 500mm/min, located at Center for Energy Research and Development (CERD) OAU Ile-Ife , Nigeria using ASTM D638. The flexural test was conducted according to ASTM D790 using the Enerpac universal material testing machine, located at the Department of Mechanical Engineering, Ahmadu Bello University Zaria, Nigeria. The flexural modulus (MOR), was calculated using Equation 1
 | (1) |
 | (2) |
3. Results and Discussion
3.1. Tensile Strength
- The tensile strength result of the treated okra fiber hybridized composite is presented in Figure 1. A positive treatment effect was observed with fibers treated with the 5 w/v % and 10 w/v % concentrated NaOH solution respectively. They exhibited 46.7% and 98.1% increase in their tensile strength values as compared to the untreated hybrid composite. As the concentration of the NaOH solution was increased to 15% and 20% respectively, a negative effect of treatment was observed.
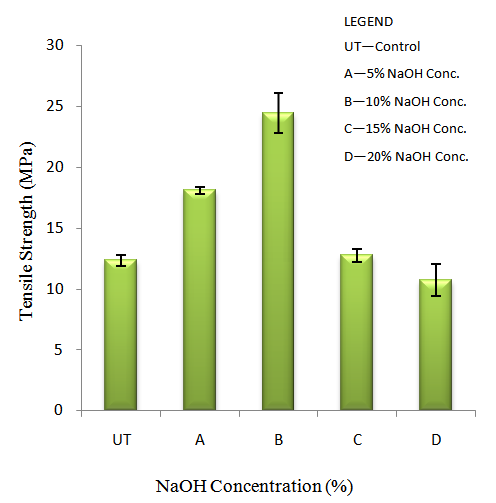 | Figure 1. Effect of Fiber Treatment on the Tensile Strength of the Composite |
3.2. Modulus of Elasticity (MOE)
- Figure 2 presents the effect of fiber treatment on the MOE of the composite. It was observed that treated fibers improve the tensile modulus of the composite.
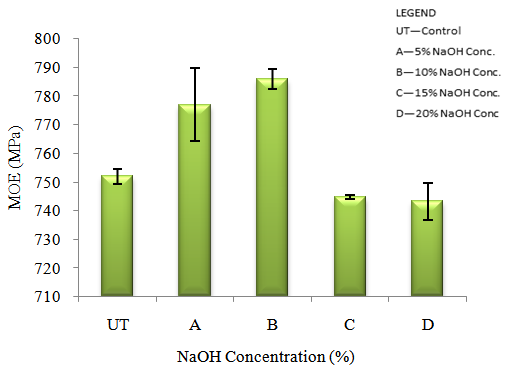 | Figure 2. Effect of Fiber Treatment on the MOE of the Composite |
3.3. Elongation at Break
- Figure 3 presents the effect of fiber treatment on the elongation at break of the hybridized composite. The composite resulting from the 10% concentrated NaOH solution treated fiber exhibited the highest elongation at break of 2.9mm corresponding to 19% higher than the untreated fiber composite.
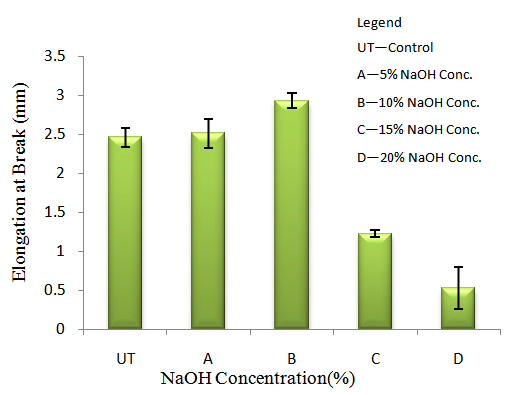 | Figure 3. Effect of Fiber Treatment on the Elongation at Break of the Composite |
3.4. Modulus of Rupture (MOR)
- The effect of fiber treatment on the flexural modulus of the hybridized composite is presented in Figure 4. The results showed that fiber treatment concentrations strongly affect the flexural modulus of the composite.
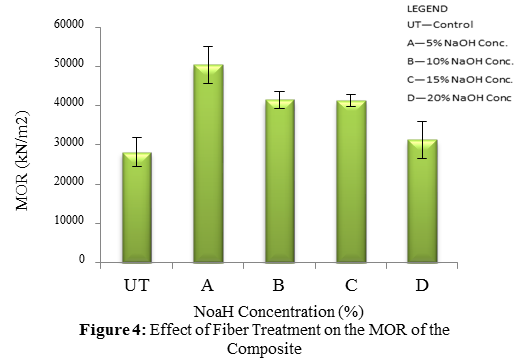 | Figure 4. Effect of Fiber Treatment on the MOR of the Composite |
3.5. Water Absorption
- The effect of fiber treatment on the water absorption capacity of the composite is presented in Figure 5. It was observed that the water absorption capacity of the untreated fiber hybrid composite dropped from 2.6% to 2.0%, when the fibers were treated with 5% concentrated NaOH solution. Denser NaOH solution treatment further increased the water uptake of the composite as compared to the 5% concentrated NaOH solution treated fiber composite. The reduction in the water absorption could be attributed to the greater adhesion between the fiber and the matrix, which could be possible due to the surface treatment of the fibers [17]. By providing additional sites for mechanical interlocking, alkali treatment leads to improvement of interfacial bonding hence, promoting resin-fiber interpenetration at the interface. This hydrophobic resin pick-up could also account for the reduction in water absorption.
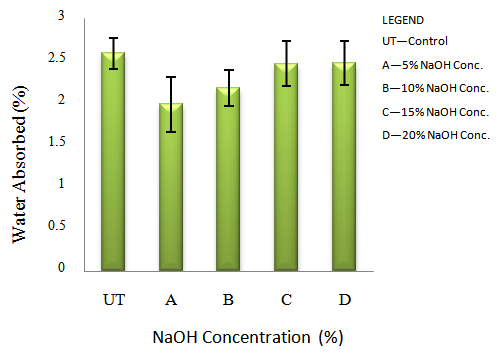 | Figure 5. Effect of Fiber Treatment on the Water Absorption propertiy of the Composite |
4. Conclusions
- The effects of fiber treatment on the properties of short okra and glass fiber hybridized composite have been investigated in this paper.Fiber treatment greatly improves the properties of natural fibers by creating a rougher surface for good adhesion between the cellulosic fibers and the polymeric matrices. Better flexural strength and minimal water absorption was obtained at 5 wt % of NaOH treatment concentration. The 10 wt % treatment concentration produced composite with better tensile strength, MOE and elongation at break.The composite have properties which suggest their suitability for application in the building and construction industries as panels for portioning and flooring or wall coverings, architectural landscaping to replace the hardwood currently used hence, preserving the environment.