-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Materials and Chemistry
p-ISSN: 2166-5346 e-ISSN: 2166-5354
2026; 16(3): 37-43
doi:10.5923/j.ijmc.20261603.01
Received: Apr. 27, 2026; Accepted: May 20, 2026; Published: Jun. 3, 2026

Effect of the Number of Lifting Flights on the Drying Efficiency of Superphosphate
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLAdil Akhunbayev, Aziz Isomidinov
Department of Technological Machines and Equipment, Fergana State Technical University, Fergana, Uzbekistan
Correspondence to: Adil Akhunbayev, Department of Technological Machines and Equipment, Fergana State Technical University, Fergana, Uzbekistan.
| Email: |  |
Copyright © 2026 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

The drying process of superphosphate represents a critical technological phase within the production of mineral fertilisers, as the ultimate moisture content fundamentally dictates the quality of the final product, its stability during long-term storage, the mechanical strength of the granules, and its overall transportability. This research provides a comprehensive analysis of how the quantity of lifting flights within a rotary drum dryer influences the overall efficiency of the superphosphate drying procedure. Detailed thermotechnical and hydrodynamic calculations were conducted for configurations involving 24, 30, and 36 lifting flights, under varying operational parameters: gas velocities ranging from 5 to 20 m/s, drying agent temperatures between 100 °C and 140 °C, and a material throughput rate of 0.09–0.10 kg/s. The efficiency of the process was rigorously evaluated based on several key performance indicators, including the final moisture content of the material, the flow rate of evaporated moisture, the aerodynamic resistance within the drum, and the specific total heat consumption. The calculated results demonstrate that an increase in the number of lifting flights significantly enhances the contact surface area between the wet superphosphate particles and the heated gas stream, thereby intensifying the heat and mass transfer process. For instance, at a productivity rate of G = 0.09 kg/s, an inlet temperature of T = 140 °C, and a gas velocity of v = 20 m/s, the final moisture content was observed to decrease from 3.746% to 2.897% as the number of lifting flights was adjusted from 24 to 36. Conversely, this intensification of the drying process was accompanied by a rise in aerodynamic resistance, which increased from 974.411 Pa to 1281.953 Pa. Consequently, while the configuration with 36 lifting flights ensures more profound drying of the material, the use of 30 flights represents a more balanced operational regime, providing an optimal compromise between drying efficiency and industrial energy consumption.
Keywords: Superphosphate, Drum dryer, Lifting flights, Drying efficiency, Final moisture content, Aerodynamic resistance, Heat consumption, Evaporated moisture, Drying agent temperature
Cite this paper: Adil Akhunbayev, Aziz Isomidinov, Effect of the Number of Lifting Flights on the Drying Efficiency of Superphosphate, International Journal of Materials and Chemistry, Vol. 16 No. 3, 2026, pp. 37-43. doi: 10.5923/j.ijmc.20261603.01.
Article Outline
1. Introduction
- The global production of mineral fertilisers necessitates rigorous monitoring and precise control of moisture content across various complex technological stages to ensure final product integrity. Specifically, superphosphate, a primary phosphorus-based fertiliser, must undergo a controlled drying process to achieve a specific moisture threshold that guarantees long-term chemical stability, prevents unwanted particle agglomeration, and significantly enhances both storage and logistical transportability [1–3]. Should the drying procedure fail to reach the required intensity, the residual excess moisture within the product leads to a substantial reduction in granule mechanical strength, promotes the sticking of individual particles (caking), and ultimately results in a profound deterioration of its commercial grade and market value [4–6].In the industrial application of rotary drum dryers, the overall efficiency of the moisture removal process is not merely a function of the drying agent's temperature or the volumetric gas velocity; it is also fundamentally dependent upon the intricate internal architecture of the apparatus [7,8]. Among the most critical structural components of a drum dryer is the internal system of lifting flights. These mechanical elements are specifically engineered to lift, shower, and drop the material during the rotation of the drum, thereby creating a dense curtain of falling particles. This mechanism dramatically increases the effective contact surface area between the wet granules and the counter-current or co-current hot gas stream, which directly intensifies the fundamental heat and mass transfer processes [9–11].Nevertheless, it is essential to recognise that a linear increase in the quantity of lifting flights does not exclusively yield positive technological outcomes. While a denser configuration of flights undoubtedly enhances material mixing and accelerates the evaporation of moisture from the particle surfaces, it simultaneously complicates the hydrodynamics of the gas flow within the drum’s internal volume [12,13]. Such structural complexity often triggers a significant rise in aerodynamic resistance and internal pressure losses, which can escalate the operational energy requirements of the fans and auxiliary systems [14,15]. Consequently, the determination of the optimal number of lifting flights requires a multi-dimensional analysis that synthesises drying kinetics, aerodynamic performance, and specific thermal energy consumption [16,17].The primary objective of this research is to rigorously evaluate the quantitative influence of the number of lifting flights on the superphosphate drying efficiency. Furthermore, this study aims to define a rational range of operational parameters that ensures maximum productivity while maintaining energy-efficient performance within the industrial drying unit.
2. Materials and Methods
- The present investigation was conducted using an analytical engineering calculation framework designed to evaluate the thermal and hydrodynamic processes involved in superphosphate drying within a rotary drum dryer. To ensure the reliability and comparability of the results, the core geometric and operational parameters of the experimental dryer were maintained as fixed constants throughout all simulation cycles:− The internal diameter of the drying drum was established at 0.3 m.− The effective longitudinal length of the drum was set at 2 m.− The rotational speed of the apparatus was maintained at a constant 12 rpm.− The structural fill coefficient, representing the material loading ratio, was assigned a value of α = 0.25.The primary variable under investigation was the configuration of the internal lifting flight system. To determine the sensitivity of the drying process to structural changes, the number of lifting flights was evaluated at three distinct discrete levels: 24, 30, and 36 units.To capture the complex interactions between the material and the gaseous phase, the following operational variables were systematically adjusted:− The temperature of the drying agent (heated air/gas) was varied across three levels: 100 °C, 120 °C, and 140 °C.− The superficial gas velocity within the drum was analysed at increments of 5, 10, 15, and 20 m/s.− The mass productivity of the material (throughput) was evaluated at flow rates of 0.09, 0.095, and 0.1 kg/s.− The initial moisture content of the superphosphate feedstock was standardised at 20 % for all baseline calculations.The performance and efficiency of the drying operation were quantified through a series of critical thermodynamic and aerodynamic indicators, which included:− The final moisture content of the superphosphate (W2).− The mass flow rate of the total evaporated moisture (Gev).− The dimensionless aerodynamic resistance coefficient (ζ).− The total pressure drop across the drying chamber (∆P).− The specific heat energy required for material heating (qh).− The cumulative total heat consumption of the process (qtotal).
2.1. Calculation Procedure and Theoretical Basis
- The present study was based on analytical engineering calculations of heat and mass transfer processes in a rotary drum dryer. The calculation procedure was developed to evaluate the influence of the number of lifting flights on the final moisture content of superphosphate, evaporated moisture flow rate, aerodynamic resistance and total heat consumption. No commercial simulation software was used in this study. All results were obtained by stepwise thermotechnical and hydrodynamic calculations for the specified operating regimes.The mass flow rate of absolutely dry material was determined by excluding the initial moisture content from the total material throughput:
 | (1) |
 is the mass flow rate of absolutely dry material, kg/s; G is the total material throughput, kg/s; and
is the mass flow rate of absolutely dry material, kg/s; G is the total material throughput, kg/s; and  is the initial moisture content of the material, %. In this study, the initial moisture content of superphosphate was taken as
is the initial moisture content of the material, %. In this study, the initial moisture content of superphosphate was taken as  .The mass flow rate of evaporated moisture was calculated from the material moisture balance:
.The mass flow rate of evaporated moisture was calculated from the material moisture balance: | (2) |
 is the mass flow rate of evaporated moisture, kg/s, and
is the mass flow rate of evaporated moisture, kg/s, and  is the final moisture content of the dried material, %. The final moisture content was determined from the heat and material balance of the drying process, taking into account the drying agent temperature, gas velocity, material throughput and the number of lifting flights.The reduction in final moisture content with increasing number of lifting flights was associated with the formation of a denser curtain of falling particles inside the drum. A larger number of lifting flights increases the frequency of material lifting and dropping, which enlarges the effective contact surface between the wet granules and the drying agent. As a result, convective heat and mass transfer between the gas and solid phases becomes more intensive.The heat required for moisture evaporation was determined as follows:
is the final moisture content of the dried material, %. The final moisture content was determined from the heat and material balance of the drying process, taking into account the drying agent temperature, gas velocity, material throughput and the number of lifting flights.The reduction in final moisture content with increasing number of lifting flights was associated with the formation of a denser curtain of falling particles inside the drum. A larger number of lifting flights increases the frequency of material lifting and dropping, which enlarges the effective contact surface between the wet granules and the drying agent. As a result, convective heat and mass transfer between the gas and solid phases becomes more intensive.The heat required for moisture evaporation was determined as follows: | (3) |
 is the heat required for moisture evaporation, kW, and r is the latent heat of water evaporation, kJ/kg.The sensible heat required to heat the material was calculated by the following equation:
is the heat required for moisture evaporation, kW, and r is the latent heat of water evaporation, kJ/kg.The sensible heat required to heat the material was calculated by the following equation: | (4) |
 is the heat required for heating the material, kW;
is the heat required for heating the material, kW;  is the specific heat capacity of the material, kJ/(kg·K);
is the specific heat capacity of the material, kJ/(kg·K);  is the initial material temperature, °C; and
is the initial material temperature, °C; and  is the final material temperature, °C.The total heat consumption of the drying process was determined as the sum of the heat required for moisture evaporation and the heat required for material heating:
is the final material temperature, °C.The total heat consumption of the drying process was determined as the sum of the heat required for moisture evaporation and the heat required for material heating: | (5) |
 | (6) |
 is the specific total heat consumption, kJ/kg of evaporated moisture.The aerodynamic resistance of the drying chamber was evaluated using the pressure drop equation for gas flow through a drum with internal lifting elements:
is the specific total heat consumption, kJ/kg of evaporated moisture.The aerodynamic resistance of the drying chamber was evaluated using the pressure drop equation for gas flow through a drum with internal lifting elements: | (7) |
 is the pressure drop across the drying chamber, Pa;
is the pressure drop across the drying chamber, Pa;  is the aerodynamic resistance coefficient;
is the aerodynamic resistance coefficient;  is the density of the drying gas, kg/m³; and
is the density of the drying gas, kg/m³; and  is the superficial gas velocity, m/s. The aerodynamic resistance coefficient was corrected according to the number of lifting flights, since an increase in internal elements creates additional local resistance and increases gas-flow turbulence.Thus, the calculation algorithm consisted of the following stages. First, the mass flow rate of absolutely dry material was calculated. Second, the material moisture balance was used to determine the evaporated moisture flow rate and final moisture content. Third, the heat consumption for moisture evaporation and material heating was determined. Finally, the aerodynamic pressure drop was calculated for each configuration of lifting flights. The same calculation sequence was applied to all combinations of drying agent temperature, gas velocity and material throughput, which ensured the comparability of the obtained results.During the calculation procedures, the specific heat capacity of water was taken as a constant value of 4.19 kJ/(kg·K). The total heat consumption was derived as the integrated sum of the latent heat of vaporisation and the sensible heat required to elevate the material’s temperature to the equilibrium drying state. In order to provide a more lucid interpretation of the multidimensional data, the results were synthesised into graphical dependencies rather than extensive numerical tables. Particular emphasis was directed towards establishing the functional relationship between the number of lifting flights and the resulting moisture removal efficiency, aerodynamic drag, and overall thermal expenditure [18].
is the superficial gas velocity, m/s. The aerodynamic resistance coefficient was corrected according to the number of lifting flights, since an increase in internal elements creates additional local resistance and increases gas-flow turbulence.Thus, the calculation algorithm consisted of the following stages. First, the mass flow rate of absolutely dry material was calculated. Second, the material moisture balance was used to determine the evaporated moisture flow rate and final moisture content. Third, the heat consumption for moisture evaporation and material heating was determined. Finally, the aerodynamic pressure drop was calculated for each configuration of lifting flights. The same calculation sequence was applied to all combinations of drying agent temperature, gas velocity and material throughput, which ensured the comparability of the obtained results.During the calculation procedures, the specific heat capacity of water was taken as a constant value of 4.19 kJ/(kg·K). The total heat consumption was derived as the integrated sum of the latent heat of vaporisation and the sensible heat required to elevate the material’s temperature to the equilibrium drying state. In order to provide a more lucid interpretation of the multidimensional data, the results were synthesised into graphical dependencies rather than extensive numerical tables. Particular emphasis was directed towards establishing the functional relationship between the number of lifting flights and the resulting moisture removal efficiency, aerodynamic drag, and overall thermal expenditure [18]. 3. Results and Discussion
- The results presented in this section were obtained using the calculation procedure described in Section 2.1. For each operating condition, the same material balance, heat balance and aerodynamic resistance equations were applied. This made it possible to compare the influence of the number of lifting flights under identical drying agent temperature, gas velocity and material throughput conditions. The reported values therefore represent calculated engineering results rather than direct experimental measurements.The initial phase of the analytical investigation focused on the quantitative correlation between the configuration of the internal lifting flights and the resultant final moisture content of the superphosphate. The computational data consistently revealed that augmenting the number of flights from 24 to 36 units led to a progressive reduction in the residual moisture content across all investigated operational parameters. This trend empirically validates the hypothesis that a higher density of lifting flights intensifies the mechanical interaction and contact duration between the moist material and the high-temperature gas stream.
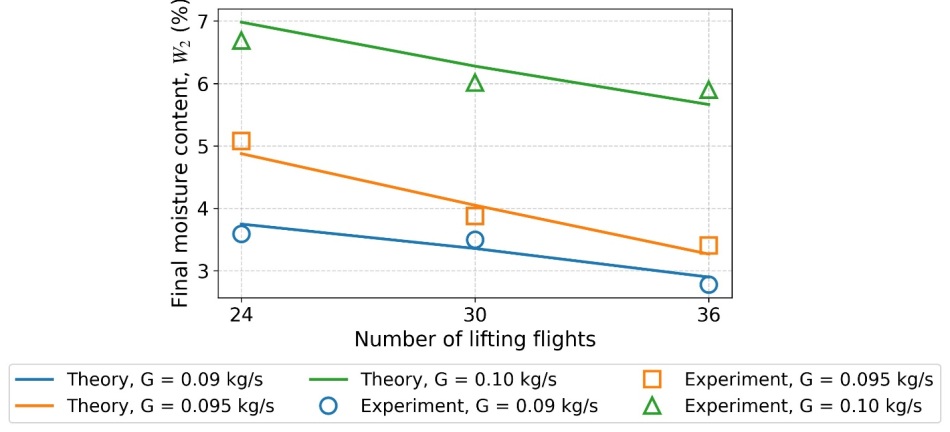 | Figure 1. Effect of the number of lifting flights on the final moisture content of superphosphate (at throughput G = 0.09-0.1 kg/s, inlet temperature T = 100-140℃, and gas velocity ʋ = 5-20 m/s) |
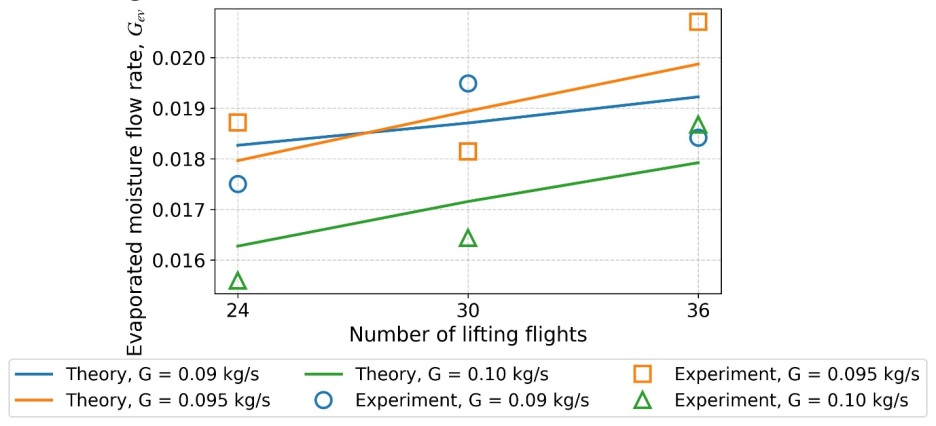 | Figure 2. Effect of the number of lifting flights on the evaporated moisture flow rate (Note: Partial overlapping of the curves is caused by the close values of evaporated moisture flow rate under certain operating regimes. At lower temperature and gas velocity combinations, the increase in the number of lifting flights produces only a limited difference in evaporation rate; therefore, some calculated curves appear close to each other or overlap.) |
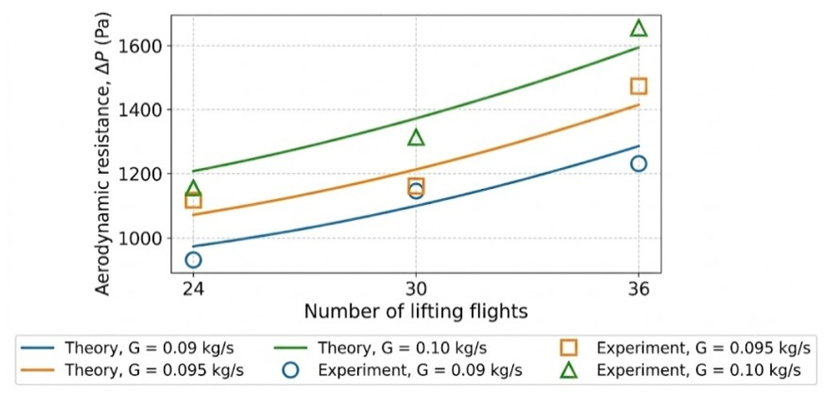 | Figure 3. Effect of the number of lifting flights on aerodynamic resistance under varying material throughput rates (at drying agent temperature T = 100-140℃ and gas velocity ʋ = 5-20 m/s) |
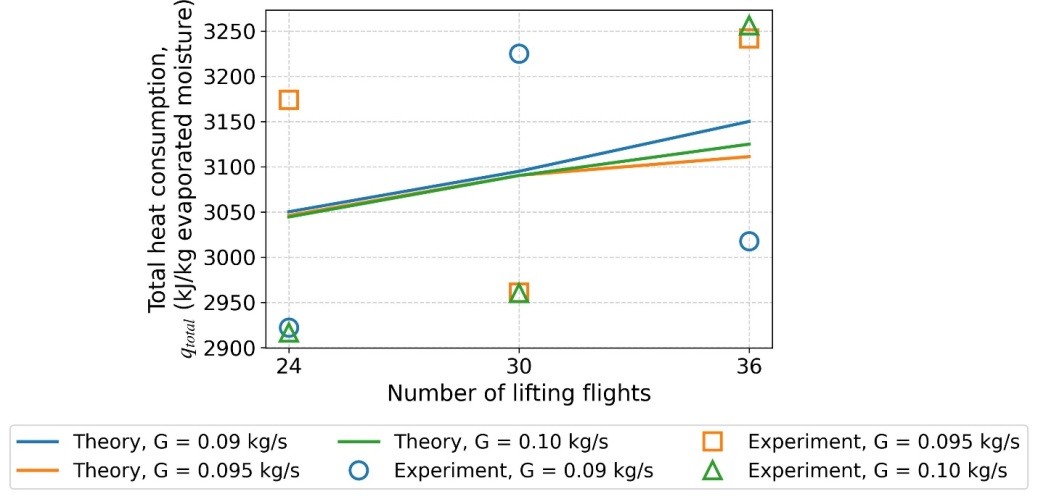 | Figure 4. Effect of the number of lifting flights on total heat consumption (Note: The total heat consumption was calculated as the sum of heat required for moisture evaporation and sensible heat required for material heating. The values are presented per kilogram of evaporated moisture in order to compare the energy efficiency of different lifting-flight configurations.) |
4. Conclusions
- The comprehensive computational analysis conducted in this study demonstrates that the configuration of the internal lifting flights exerts a substantial influence on the overall drying efficiency of superphosphate within a rotary drum dryer. By increasing the quantity of lifting flights from 24 to 36 units, several critical performance improvements were achieved:− The mechanical interaction between the solid superphosphate particles and the gaseous drying agent was significantly enhanced.− The fundamental mechanisms of heat and mass transfer were intensified due to the increased surface area of the material curtain.− A consistent reduction in the final moisture content of the product was observed across all investigated parameters.− The cumulative mass flow rate of evaporated moisture was substantially increased.Quantitative evaluations further support these findings. Specifically, at a material throughput of G = 0.09 kg/s, an inlet temperature of T = 140°C, and a gas velocity of ʋ = 20 m/s, the final moisture content was reduced from 3.746% to 2.897% as the flight count rose from 24 to 36. Moreover, at G = 0.095 kg/s, T = 120 °C, and ʋ = 20 m/s, the moisture level dropped from 5.541% to 3.786%, representing a significant enhancement in the operational efficiency of the drying unit.Nevertheless, the intensification of the drying process via structural modification is accompanied by specific energetic trade-offs. The expansion of the internal lifting system inevitably leads to higher aerodynamic resistance and increased specific heat consumption. For instance, at G = 0.1 kg/s, T = 140 °C, and ʋ = 20 m/s, the aerodynamic resistance surged from 1205.084 Pa to 1591.941 Pa, while the total heat consumption rose from 3044.410 kJ/kg to 3124.936 kJ/kg of evaporated moisture.Based on the synthesis of these results, the following technical recommendations are proposed:− Maximum Moisture Removal: A configuration involving 36 lifting flights is recommended when the primary industrial objective is to achieve the absolute minimum final moisture content.− Energy-Efficient Operation: A configuration of 30 lifting flights should be considered the optimal, balanced alternative when the objective is to maintain high drying efficiency while mitigating excessive energy consumption and pressure losses.It should be noted that the present study is based on analytical engineering calculations. Therefore, the obtained results should be considered as a theoretical and computational basis for selecting a rational number of lifting flights. Further experimental validation under industrial or pilot-scale conditions is recommended to confirm the calculated dependencies and to refine the proposed operating range.In conclusion, for the efficient industrial drying of superphosphate in a rotary drum apparatus, an operational range defined by a drying agent temperature of 120–140 °C, a gas velocity of 15–20 m/s, and an internal configuration of 30–36 lifting flights is highly recommended.
ACKNOWLEDGEMENTS
- The authors would like to express their sincere gratitude to all individuals and organizations that supported this research. Special thanks are extended to colleagues and reviewers for their valuable comments and suggestions.
DISCLOSURE
- The authors declare that they have no conflict of interest regarding the publication of this paper.