Anjorin S. A. 1, Olorunnishola A. A. G. 2, Akintunde M. A. 1
1Department of Mechanical Engineering, Federal University of Technology Akure, Nigeria
2Department of Mechanical Engineering Technology, Federal Polytechnic, Ado-Ekiti, Nigeria
Correspondence to: Anjorin S. A. , Department of Mechanical Engineering, Federal University of Technology Akure, Nigeria.
| Email: |  |
Copyright © 2016 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Abstract
An experiment was conducted by using the blend of Okaba coal and Erythrophleum suaveolens charcoal to fire the cupola furnace. The furnace was operated between air pressure of 1.02 and 1.03 bars while the readings of melting time, Ok/Es fuel blend consumed per kg of metal were taken. At the operating pressure of 1.02 bars, the melt rate of 283.04 kg/hr. was estimated and when compared with fuel consumed, the melt ratio of 1:5.58 (fuel: metal) was estimated. Also at the operating pressure of 1.03 bars, the melt rate of 280.63 kg/hr. was estimated while the melt ratio was 1:5.56. The percentage charge of Ok/Es blend fuel based experiment ranges from 17.99to 17.92 percent. Also while the Ok/Es fuel blend at 1.03 bars produced an estimated melting heat of 154.52 MJ/hr with a melting rate of 280.63 kg/hr, the Ok/Es fuel blend at 1.02 bars produced an estimated melting heat of 155.847 MJ/hr with a melting rate of 283.04 kg/hr. This implied that at high pressure, even though the Ok coal burn faster but because it contains high percentage of volatile matter, its ability to retain enough heat for efficient melting of iron was reduced which is the reason why its blending with Es charcoal with a lower volatile matter and a better heat retention ability was explored. The efficiency of the furnace slightly varied from 83.2% to 83.3% for Ok/Es blend at 1.03 bars operating pressure and Ok/Es at 1.03 % operating pressure respectively. The performance of Ok/Es blend in iron melting showed that the blend could be considered as one of the alternative fuels in foundry industries in Nigeria.
Keywords:
Okaba coal, erythrophleum suaveolens charcoal, Fuel blend, Performance evaluation, Melting time, Fuel consumed, Melt rate, Melting heat, and cupola furnace
Cite this paper: Anjorin S. A. , Olorunnishola A. A. G. , Akintunde M. A. , Investigating the Performance of Okaba Coal and Erythrophleum suaveolens Charcoal Blend in Iron Melting Cupola Furnace, International Journal of Energy Engineering, Vol. 6 No. 2, 2016, pp. 25-31. doi: 10.5923/j.ijee.20160602.01.
1. Introduction
Energy productivity, which measures the output and quality of goods and services per unit of energy input, can come from either reducing the amount of energy required to produce something, or from increasing the quantity or quality of goods and services from the same amount of energy (McKinsey, 2009).Melting of metals, glass, and other materials has been a vital manufacturing process for several thousand years, producing molten liquids that can be poured and solidified into useful shapes. Although the basic process continues to be the same, the utility of cast products has come a long way. The process that created tools and exotic goods for only a privileged few in the Bronze Age contributes to components used in over 90% of manufactured goods in our society today. Since the dawn of the industrial age, the tremendous progress in the melting process equipment, the range of molten materials, the chemistry and thermal controls, and the complexity of the finished products has enabled cast components in building a vast variety of products – automobiles, power generators, railroad cars, oil pipelines, military hardware, medical instruments, etc. to name just a few (Robert et al, 2005).The energy efficiency of any foundry largely rides on the efficiency of the melting process – a multi-step operation where the metal is heated, treated, alloyed, and transported into die or mold cavities to form a casting. Foundry industry is not doing well in Nigeria because of the high cost of energy required to run the industry. The foundry industries in Nigeria are completely dependent on the imported materials, a situation which cost the nation huge sums of hard currency. The failure of national electrification in Nigeria over the last three decades is attributed to corruption, poor maintenance and uncompleted projects. Out of Nigeria’s 79 power stations, most of which date from the 1970s and 1980s, only about 15 are currently working – often not to full capacity (The Economist, 2007). The country’s demand for energy is an estimated 7,600 megawatts (MW). However its total installed generating capacity is only 6,000 MW. The government has set a target of achieving a further 6,000MW additional capacity by mid-2009, with a total of 20,000MW achievable by 2011 (UNDP, 2005). Most power generation comes from three conventional sources: hydropower, coal (thermal) and diesel or gas-fired power plants. These currently account for the intermittent generation of 3,500 MW, or about 20 watts per person (UNDP, 2006). Electricity transmission is a major problem in Nigeria. From the report of Anthony (2016), it was established that the electricity generation in Nigeria recently sank to 1,580 MW. The centralized grid system is dependent on large-scale generation, and considerable amounts of energy are lost in transmission. The government acknowledges the need for greater investment in decentralized power generation, but still prioritizes infrastructure for centralized generation (Brian and Emma, 2009). A total of 100 million tonnes of demonstrated coal (JORC) have been estimated to underlie 2,770 hectares in the Okaba area and an additional 435 million tonnes of non-reportable coal resource are projected to the west of existing drilling. In total the Kogi District is estimated to have a demonstrated coal resource of 223 million tonnes averaging 3.6 meters thick, which underlies 8,900 hectares (4%) of the district. The total non-reportable resources by JORC Code are 600 million tonnes (Mining Cadastre, 2012).It is in light of the foregoing, the fast depleting crude oil reserve in Nigeria, the growing insecurity in the oil producing Niger-Delta region, the evident public concerns over toxicity and pollution and cost and scarcity of coke, absence of proven fuel substitute to coke and dwindling profit margins in our foundry industries; necessitated the need to explore other forms of energy source like Okaba coal for iron melting.
2. Characterization of Okaba Coal
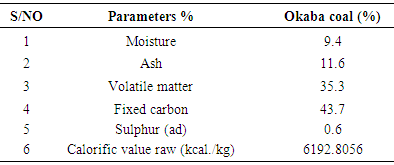
The samples of Okaba coal (Ok) used in this work were obtained from Okaba in Kogi State. The ultimate and proximate analyses of the above mentioned fuel were determined using procedures prescribed by International Standards Organization (ISO) and the results are presented in Tables 1 and 2.Table 1. Results of proximate analysis of Okaba coal
 |
| |
|
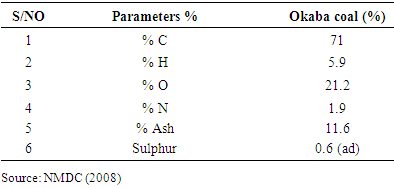
Table 2. Results of ultimate analysis of Okaba coal
 |
| |
|
The proximate analysis and calorific value of Ok coal were determined at the Grand Cereals Limited, Jos, Plateau State and the procedures are discussed below:
2.1. Proximate Analysis
Proximate Analysis involved the determination of moisture, ash, volatile matter and fixed carbon.
2.1.1. Moisture Content
The silica crucible for the test was preheated at 105°C for 1 hour. One gramme of Okaba coal sample was then placed in the crucible and heated at 105°C for 1 hour. The loss in weight accounts for the moisture content.
2.1.2. Volatile Matter
The standard crucible was preheated in the muffle furnace at 970°C for 7 minutes. The crucible was cooled in the desiccators and 1 gramme of Ok coal sample was placed in it with three drops of benzene. The crucible (with the lid on) was now placed in the muffle furnace at 970°C for 7 minutes. The loss in weight accounts for the volatile content of the coal.
2.1.3. Ash
The standard silica crucible was preheated at 825°C for 1 hour. It was then cooled in the desiccators. One gramme of Ok coal sample was placed in the crucible (with the lid on) and it was heated at 825°C for1 hour. The incombustible residue gives the ash content of the coal.
2.1.4. Fixed Carbon
The fixed carbon is obtained from the relation:  | (1) |
2.1.5. Determination of Total Sulphur in Erythrophleum Suaveolens Charcoal by Eschka Method
The method involves igniting 1g of charcoal sample and Eschka mixture (2 parts of magnesium oxide with 1 part anhydrous sodium carbonate). The sulphur is dissolved in water and then precipitated as barium sulphate. The precipitate is then filtered, ashed and weighed. The experimental procedure is as follows: One gramme of Ok coal sample was weighed into a 30ml porcelain crucible and mixed with 3g of Eschka mixture. The blank and the standard sample were prepared in a similar manner. The crucibles were then placed in a cold muffle furnace and gradually heated to 800°C for about 60 minutes. The temperature was maintained for an additional 60 minutes. The crucibles were removed, slightly cooled and stirred to ensure that no black coal particles occur. The crucibles were them emptied into 400ml beakers containing 100mls of hot water. Digestion was done for 45 minutes, with occasional stirring. The solution in each beaker was now decanted through 540 filter paper into a 400ml beaker.The insoluble material in the first beaker was thoroughly washed with hot water. After washing in this manner, the solid was transferred to the filter paper and washed 5 times with hot water. The filtrate volume was about 250ml. The residue was then discarded. Three drops of methyl orange indicator was added. Sodium hydroxide was then added drop wise until just neutral. Then, 1ml of hydrochloric acid was added to just acid and 25 ml of potassium sulphate was also added using an ‘A’ grade pipette. The sample was now heated to boiling and 10mls of barium chloride solution was slowly added with stirring. The solution was maintained near boiling for 30 minutes and then stood overnight. The solution was then filtered with No 42 paper and washed well with hot water. The wet filter paper was placed into a crucible and ignited for 15 minutes. The paper was gradually smoked off in the muffle furnace, avoiding burning. The temperature was then gradually raised to 800°C and maintained for 1 hour. The crucible was cooled and barium sulphate weighted. Total sulphur is calculated as follows:  | (2) |
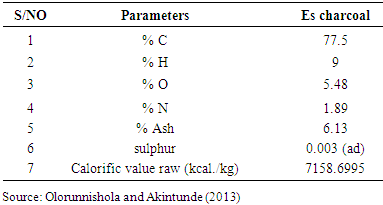
Where A = mass of barium sulphate from sample B = mass of barium sulphate from blank C = mass of sample usedThe results of the proximate and ultimate analyses of Okaba coal are as presented in Tables 1 and 2. While the analyses as obtained for Erythrophleum suaveolens charcoal by Olorunnishola and Akintunde (2013) are presented in Tables 3 and 4.Table 3. Results of ultimate analysis of Erythrophleum Suaveolens (Es) charcoal
 |
| |
|
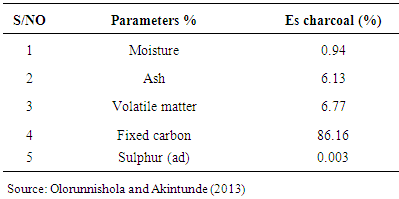
Table 4. Results of proximate analysis of Erythrophleum Suaveolens charcoal
 |
| |
|
2.2. Ultimate Analysis
The ultimate analysis results (Carbon, Hydrogen, Oxygen and Nitrogen, sulphur) of Okaba coal were obtained from the tests conducted at the National Metallurgical Development Centre (NMDC), Jos (2008).
3. Discussion of Characterization Results
Table 1 shows that the moisture content of 9.4% for the Ok coal is higher than 0.94% obtained for Es charcoal and exceeds the range required for the operation of the Ajaokuta Steel Plant blast furnace (Federal Ministry of Mines, Power and Steel circular, 1992). However the ash content of 11.6% is higher than 6.13% for Es charcoal and within the limit required for Ajaokuta. Furthermore, the ash content of 11.6% determined is far lower than 24%, for typical Indian coke (Moitral et al., 1992). The ash in coke is of great significance in the blast/cupola furnace operation. High ash lowers the carbon content and requires the use of more limestone as fluxes and thus the use of more energy for slagging. This results in increased coke rate and lower efficiency of the metallurgical process. It has been reported that 1% increase in ash causes an increase of 1.5-2% in coke rate, 1.5% in flux rate and lower blast furnace efficiency by 3-5% (Moitral et al., 1992).The volatile matter of 35.3% determined for the Ok coal is higher than 6.77% reported for Es charcoal and outside the upper limit of 30.3% specified for Ajaokuta Steel Plant (Raw materials, 1994). Very high volatile generally reduce solid fuel output. The sulphur content of 0.6% for Ok coal is higher than 0.003% of Es charcoal and still meets the requirement for Ajaokuta (0.9%) (Raw materials, 1994).The sulphur content of Ok coal is lower than 0.61% and 0.83 – 0.91% reported for Indian and German coke respectively (Weskamp et al, 1987). Sulphur in iron can exist either as iron sulphide (FeS) or manganese sulphide (MnS). The ferrous sulphide forms brittle, low melting point, yellowish brown films round the solid cast iron or steel crystals and causes the metal to split when forged. It also tends to promote the formation of cementite and thus a harder iron (Adeleke et al, 2006). The calorific value of 6192.8056 kcal/kg (26009.78 kJ/kg) was obtained for Ok coal while 7158.6995 kcal/kg (30,066.54 kJ/kg) was reported for Es charcoal. However, the high volatile matter and sulphur values of Ok coal depicts that it cannot be a good reducing fuel for the production of iron. Hence, the need to explore the possibility of mixing it with Es charcoal for experimental purpose.
4. Experimental Procedures and Data Collection
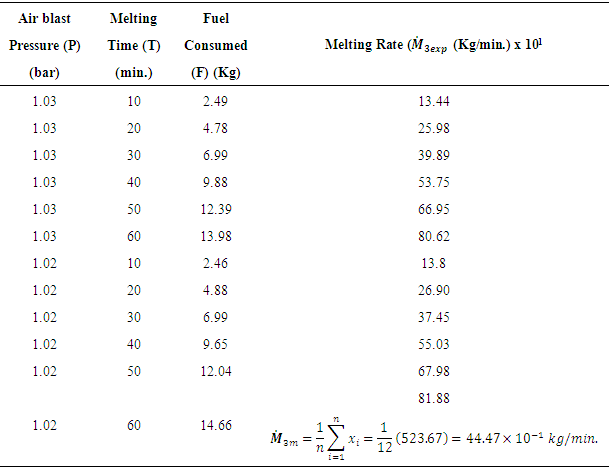
Cast metal from car engines and machine parts scraps were sourced for. In the experimentation, firstly, a predetermined quantity of metal (17 Kg) was melted with the blend of Ok/Es (2.5 kg of Okaba coal + 0.5 kg of Es charcoal) burnt as fuel per charge. Each charge was accompanied with 1 Kg of limestone in order to separate the slag from the molten iron. Also 1 Kg of silicon was being introduced to the charge at an interval before the iron is tapped in order to improve the machine-ability of the cast iron. This experiment was conducted at different values of air blast pressure of 1.03 and 1.02 bars respectively while using the blend of Ok/Es to melt the charge. The variations of rate of melting, fuel consumption and melting time with air blast pressure were recorded as shown in Table 5. The values of melting temperature and tapping temperature for the experiment are presented in Table 6.Table 5. Ok/Es fuel based experiment without oxygen enrichment
 |
| |
|
Table 6. Melting zone and tapping temperatures
 |
| |
|
The cupola furnace used in this experiment was developed by Olorunnishola and Anjorin (2015).
4.1. Discussion of Experimental Results
Table 5 showed that with an increase in air blast pressure from 1.02 bar to 1.03 bar, fuel consumption increases gradually and this result in less output in terms of melting rate. From Table 5 while the average fuel consumed per minute was 0.84 kg at the pressure of 1.03 bar, the average metal melted per minute was approximately 4.677 kg. Therefore, while the fuel consumed per hour was 50.51 kg, the amount of metal melted per hour was 280.63 kg. Table 5 also showed that at 1.02 bar the average fuel consumed per minute was 0.845 kg while the amount of metal melted per minute was 4.717 kg. Therefore the amount of fuel consumed per hour was 50.68 kg while the melting rate was 283.04 kg/hr. The above statements implied that at 1.03 bar, the ratio of metal melted to fuel consumed in melting the metal was 5.56:1 while at 1.02 bar the ratio was 5.58:1. The results implied that at high pressure, even though the coal burn faster but because it contains high percentage of volatile matter as shown in Table 1, its ability to retain enough heat for efficient melting of iron is reduced. Figures 1 and 2 showed that at steady pressure, the fuel consumed and melting rate increased gradually with time. Table 6 showed that the tapping and melting temperatures are 600°C and 1230°C respectively. The efficiency of the cupola furnace with a blend of okaba coal and E.s charcoal burnt as fuel was calculated to be 83.2%.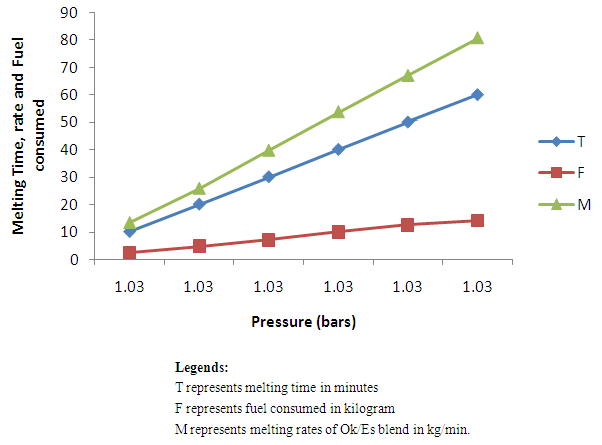 | Figure 1. Pressure (1.03 bars) against Melting Time, Rate and Fuel consumed |
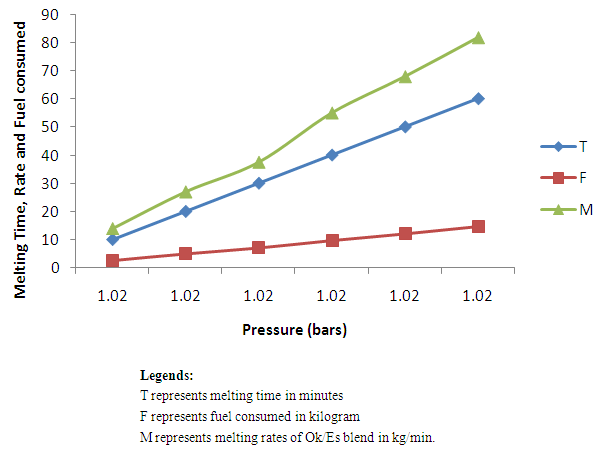 | Figure 2. Pressure (1.02 bars) against Melting Time, Rates and Fuel consumed |
4.2. Actual Quantity of Heat used for Melting with the Mixture of Ok/Es as Fuel (at 1.03 bars operating pressure)
The quantity of heat used for melting was estimated to be 154520.49 kJ/kg at the operating pressure of 1.03 bars by using equation 3. | (3) |
where:
4.3. Actual Efficiency / Output of the Cupola with the Mixture of Ok/Es as Fuel (at 1.03 bars operating pressure)
The efficiency was estimated to be 83.2 % by using equation 4. | (4) |
where;
4.4. Actual Quantity of Heat used for Melting with the Mixture of Ok/Es as Fuel (at 1.02 bars operating pressure)
The quantity of heat used for melting was estimated to be 155847.49 kJ/kg at the operating pressure of 1.03 bars by using equation 3. where:
where:
4.5. Actual Efficiency / Output of the Cupola with the Mixture of Ok/Es as Fuel (at 1.02 bars operating pressure)
The efficiency was estimated to be 83.3% by using equation 4. where;
where;
5. Conclusions
The furnace was operated between air pressure of 1.02 and 1.03 bars while the readings of melting time, Ok/Es blend consumed per kg of metal were taken. At the operating pressure of 1.02 bars, the melt rate of 283.04 kg/hr. was estimated and when compared with fuel consumed, the melt ratio of 1:5.58 (fuel: metal) was estimated. Also at the operating pressure of 1.03 bars, the melt rate of 280.63 kg/hr. was estimated while the melt ratio was 1:5.56. The percentage charge of Ok/Es blend fuel based experiment ranges from 17.99 to 17.92 percent. Also while the Ok/Es fuel blend at 1.03 bars produced an estimated melting heat of 154.52 MJ/hr with a melting rate of 280.63 kg/hr, the Ok/Es fuel blend at 1.02 bars produced an estimated melting heat of 155.847 MJ/hr with a melting rate of 283.04 kg/hr. This implied that at high pressure, even though the Ok coal burn faster but because it contains high percentage of volatile matter, its ability to retain enough heat for efficient melting of iron was reduced which is the reason why its blending with Es charcoal with a lower volatile matter and a better heat retention ability was explored. Already Olorunnishola et al. (2016) reported on the good ability of Es charcoal to retain heat and that its estimated melting heat was 255.9 MJ/hr. The efficiency of the furnace slightly varied from 83.2% to 83.3% for Ok/Es blend at 1.03 bars operating pressure and Ok/Es at 1.03% operating pressure respectively. The performance of Ok/Es blend in iron melting showed that the blend could be considered as one of the alternative fuels in foundry industries in Nigeria.
ACKNOWLEDGMENTS
The authors appreciate the technical assistance received from the Department of Mechanical Engineering Technology, Federal Polytechnic, Ado-Ekiti, Federal Polytechnic, Bauchi, Federal University of Technology, Akure, National Metallurgical Development Centre, Jos and Grand Cereal Nig. Ltd. Jos for the use of their facilities in the course of carrying out this work.
References
| [1] | Adeleke, A.O.; Makan, R.S.; and Ibitoye. S.A. (2006). Characterization of Ajaokuta Coke for Blast Furnace Ironmaking. [Electronic version]. Journal of Minerals Materials Characterization & Engineering,5 (2), 155-165. |
| [2] | Anthony, A. (2016). Nine Power Plants in Nigeria and their Reduced Mega Watts, Retrieved 7th May, 2016 from: Naij.com News. |
| [3] | Brian, S. and Emma, W. (2009). Access to sustainable energy: What role for International oil and gas companyyes? Focus on Nigeria. International Institute for Environment and Development. |
| [4] | Federal Ministry of Mines, Power and Steel (1992). Circular on Carbonization tests for Ajaokuta coke requirements, Lagos, Nigeria. |
| [5] | McKinsey & Company (2009). Pathway to a low-carbon economy: Version 3 of the Global Greenhouse Gas Abatement Cost Curve, p. 7. |
| [6] | Mining Cadastre (2012). Coal deposit in Nigeria. Retrieved from: http://www.howwemadeitinafrica.com. |
| [7] | Moitra, A.K., Banerjee, N.G., Shrinkhande, K.Y., Sing, K., Raja, K. and Banerjee, S (1992). Studies on coal carbonization in India. Central Fuel Research Institute (CFRI) publication, Calcutta. |
| [8] | National Metallurgical Development Centre (2008). Data bank of Raw Materials for the Metallurgical Industry. AB Enterprises Ltd. Kaduna, Nigeria, p. 55. |
| [9] | Olorunnishola, A.A.G, Anjorin, S.A. and Akintunde, M.A. (2016). Performance Evaluation of Erythrophleum Suaveolens Charcoal-Fired Cupola Furnace, International Journal of Scientific and Engineering Research, (IJSER), Vol. 7, Issue 1, pp. 833-842. |
| [10] | Olorunnishola, A.A.G and Anjorin, S.A. (2015). Design, Construction and Testing of an Erythrophleum Suaveolens Charcoal-fired Cupola Furnace for Foundry Industries in Nigeria, Scientia Agriculturae, Vol. 12, No. 1, pp. 1-12. |
| [11] | Olorunnishola, A.A.G and Akintunde, M.A, (Dec. 2013). Characterizing Erythrophleum Suav eolens Charcoal as a Viable Alternative Fuel to Coke in Iron Melting In Nigeria. IOSR Journal of Mechanical and Civil Engineering (IOSR-JMCE), Vol. 10, Issue 3, pp. 6-11. |
| [12] | Raw Materials (1994). Raw materials and products specification for Federal Government steel companies, 1994, 1st edn., Abuja, Nigeria. |
| [13] | Robert, D. N.; Ji-Yea, K.; Rajita, M.; and William, T. C. (2005). Advanced melting technologies: Energy saving concepts and opportunities for the metal casting industry. pp 1-20. |
| [14] | The Economist (2007). An African energy crisis. Retrieved from: (www.economist.com/world/mideast-africa/displaystory.cfm?story_id=9660077) on August 16, 2007. |
| [15] | UNDP (2005). Unleashing Entrepreneurship: Making business work for the Poor. UNDP, New York. (www.undp.org/cpsd/report/index.html) |
| [16] | UNDP (2006). Human development report 2006. Beyond Scarcity: Power, Poverty and the Global Water Crisis. UNDP, NewYork. (www.undp.org.cn/downloads/ghdr/ghdr2006.pdf). |
| [17] | Weskamp, W., Rhode, W., Stewen, E., and Habermehl, D., (1987). Greater coke strength through reactive additives to coking blends”, 1st International Cokemaking Congress, Essen, Section III. I. |

 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTML