-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Energy Engineering
p-ISSN: 2163-1891 e-ISSN: 2163-1905
2015; 5(4): 80-86
doi:10.5923/j.ijee.20150504.03
Experimental Evaluation of the Thermal Performance of Dryer Airflow Configuration
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLMatuam Balbine1, Edoun Marcel1, Kuitche Alexis1, Zeghmati Belkacem2
1Laboratory of Energetic and Applied Thermal Process, ENSAI, University de Ngaoundere, Cameroon
2Laboratoire de Mathématiques Et PhySique - Groupe de Mécanique Energétique (LA.M.P.S-G.M.E), Université de Perpignan Via Domitia, France
Correspondence to: Edoun Marcel, Laboratory of Energetic and Applied Thermal Process, ENSAI, University de Ngaoundere, Cameroon.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
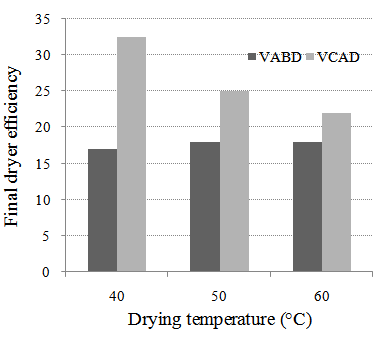
This work focuses on the comparative study of energy efficiency of a dryer according to the drying principle. The experimental study of the mango drying was carried out in an electric dryer at 40 °C, 50 °C and 60 °C, 0.6 m/s with two configurations (vertical airflow batch drying and vertical countercurrent airflow drying). For each configuration, the evolution of drying kinetics and energy efficiency were highlighted at different temperatures. The analysis of results showed that the higher hot air temperature led to the faster drying rate and the shorter drying time. At 40 °C, the time to reach an equilibrium moisture ratio of 30% is 10 h and 12 h respectively for vertical airflow batch drying and vertical countercurrent airflow drying. The vertical countercurrent airflow drying permits us to obtain best quality of products in terms of moisture ration. Dryer efficiency decreases with increase in the drying temperature. For vertical airflow batch drying, efficiency is 17%, 18% and 22 % respectively at 40°C, 50°C and 60°C. In the case of vertical countercurrent airflow drying those efficiency are 34%, 25% and 22%.
Keywords: Dryer, Drying Configuration, Energy Efficiency
Cite this paper: Matuam Balbine, Edoun Marcel, Kuitche Alexis, Zeghmati Belkacem, Experimental Evaluation of the Thermal Performance of Dryer Airflow Configuration, International Journal of Energy Engineering, Vol. 5 No. 4, 2015, pp. 80-86. doi: 10.5923/j.ijee.20150504.03.
Article Outline
1. Introduction
- Drying is one of the oldest methods of food preservation and it represents a very important aspect of food processing in developing country. The main aim of drying products is to allow longer periods of storage, minimize packaging requirements and reduce shipping weights [1], the drying process should be undertaken in closed equipment to improve the quality of the final product [2]. Formerly, solar dryer was used to drying tropical agro-product (natural drying). However, unprotected from rain, storm, windborne dirt, dust, and infestation by insects, rodents, and other animals, the quality of food can be seriously degraded so it sometimes becomes inedible. Artificial dryer may become a more convenient alternative for rural sector and other areas. Also, it can reduce agro-products losses, improve the quality of dried product significantly and is economically beneficial compared to solar drying methods. But drying can represent a significant fraction of industrial energy use. In this regard, we can take the example of Canada; energy for drying consists up to 70% of the total energy in manufacturing most wood product, 50% in textiles fabrics, 27% paper and 33% in the pulp production [3]. The problem of energy consumption during drying becomes more difficult when it comes to dry the products with high water content in an environment with high humidity (humid tropical zone). That why it is important to choice a good method of drying agro-product. Several studies in the literature show the influence of drying parameters on the energy efficiency of drying in a specific drying principle. Tirris et al. [4] shows that energy efficiency increase with increasing of air flow rates. Mumba [5]; Ferradji et al. [6]; Prasad et al. [7] evaluate the effect of the type of product and type of pretreatment performance. The effect of air temperature and humidity on the performance of a solar dryer air flow through was highlighted by [8]. Kuitche et al. [9] show the influence of air drying temperature on the energy efficiency in an electric dryer. In the case of drying air flow licking, Kudra and Ratti [10] evaluate energy efficiency under the thickness of the product. Bala et al. [11]; Kudal et al. [12] found that energy efficiency increases with temperature. In the particular case of cross-flow drying, the influence of the size products and materials that constitute the dryer performance was described by [13-15]. To the best of our knowledge, the influence of the principle drying principle on the energy efficiency of dryer has not been experimented. It is in this context that fits our work. The objective is to compare the energy efficiency based on the principle of drying and contribute to improving the energy efficiency of drying in developing country.
2. Material and Method
2.1. Experimental Material
- The North Cameroon mangoes variety was used in the present study. The harvest period is relatively short, lasting for 2 to 3 months in the year (April-June) and weight varies from 150 to 300g. After watching, mangoes were sliced into 9 mm thickness. The drying air velocity was adjusted to 1 m s-1 and the drying was done at air temperatures of 40, 50 and 60°C. The initial moisture content of mangoes slice was 932.87% d.b. and it was determined by the AOAC method no. 934.06 (AOAC, 2000).
2.2. Experimental Equipment
- The experimental equipment is an electric dryer with forced convection design and tested in the Laboratory of Energetic and Applied Thermal Process at ENSAI of University of Ngaoundere in 2010 [16]. The dryer has the following main components: an electrical box, a turbine, a system of air heating, drying chamber and a recirculation chamber (fig. 1). The particularity of this dryer is the possibility to simulate each drying airflow configuration.
 | Figure 1. Picture of experimental dryer (TropiSec2010) |
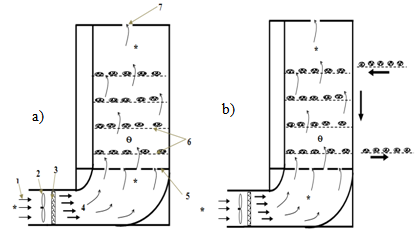 | Figure 2. Schematic representation of the drying system a) Vertical Airflow Batch drying; b) Vertical Countercurrent Airflow drying (1-Air inlet; 2-Fan; 3-Electrical heater; 4-Hot air; 5-Air-diffuser; 6-Tray; 7-Air outlet) |
2.3. Moisture Ration, Drying Rate and Thermal Dryer Efficiency
- The moisture contents mangoes slice were expressed in dimensionless form as moisture ratios MR with the following equation:
 | (1) |
 | (2) |
 | (3) |
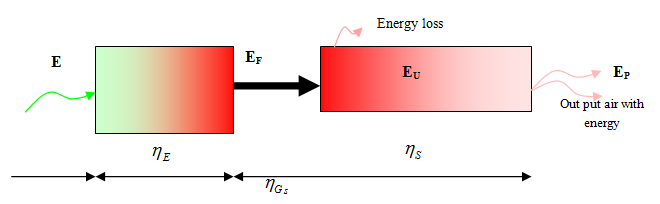 | Figure 3. Energy conversion in a dryer |
 | (4) |
 | (5) |
 | (6) |
3. Results and Discussion
3.1. Effect of Tray Position on Drying Time
- Fig.4-5 present relation between moisture ratio and drying time at 40°C, 1 m/s for four positions of trays in the dryer respectively in Vertical Airflow Batch drying (fig. 4) and Vertical Countercurrent Airflow Drying (fig. 5). We observed in the two cases that the constant rate-drying period was not detected in drying curves. The final moisture ration differed with the position of the tray in the dryer. This difference can be explained by a gradual saturation of the air as it passes over the first tray consequence of non-homogeneity of the product at the end of drying. Similar observations have been reported for the drying of sage [20-22]. But in fig. 5, despite the introduction of tray at different time (2 hour interval), all the trays have the same final moisture ration at the end of drying. Vertical countercurrent airflow drying could permit us to obtain more homogeneous products in terms of moisture ration. To the best of our knowledge, the similar results are only report in the study of pineapple slices [16].
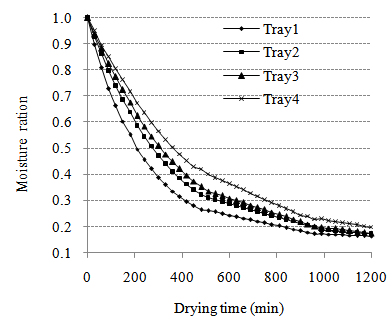 | Figure 4. Effect of tray position on mangoes slice drying time at 40°C and vertical airflow drying |
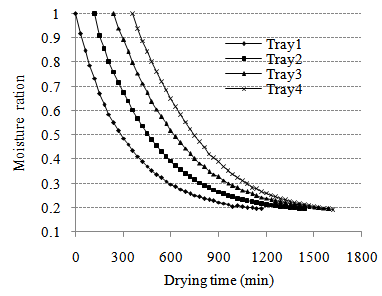 | Figure 5. Effect of tray position on mangoes slice drying time at 40°C and vertical countercurrent airflow drying |
3.2. Influence of Drying Principle on the Drying Kinetics
- Fig. 6 present the evolution of the moisture ration of mango slices in two study configurations. The moisture ration decreases with increasing drying time. In the particular case of Vertical countercurrent airflow, moisture ration increasing with input tray (peaks in dash curves). In the experimental temperature range, the higher hot air temperature led to the faster drying rate and the shorter drying time. As the drying air temperature rises, the transfer rate of moisture from the internal of the drying mangoes to its surface and the vaporization potential of moisture at the surface increased, resulting in the higher drying rate. Moreover, we observed that the end of drying varies with the drying principle. At 40 °C, the time to reach an equilibrium moisture ratio of 30% is 10 h and 12 h respectively for vertical airflow batch drying and vertical countercurrent airflow drying. These results are similar to those obtained by [16].
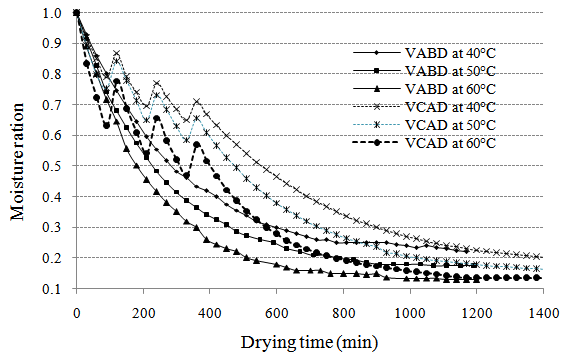 | Figure 6. Effect of drying principle on mangoes slices drying time at 40°C, 50°C and 60°C |
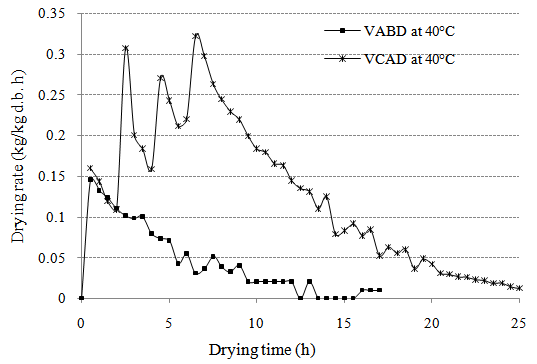 | Figure 7. Effect of drying principle on mangoes slice drying rate at 40°C |
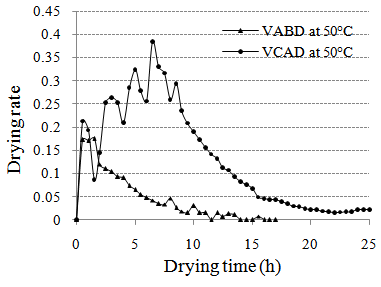 | Figure 8. Effect of drying principle on mangoes slice drying rate at 50°C |
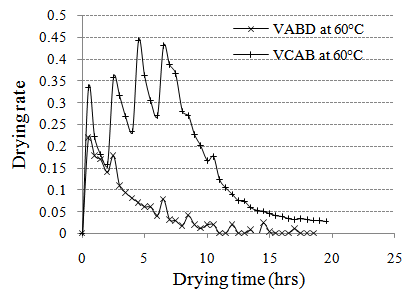 | Figure 9. Effect of drying principle on mangoes slice drying rate at 60°C |
3.3. Influence of Drying Principle on Dryer Efficiency
- The curves of the evolution of instantaneous dryer efficiency under moisture ration at different temperature were presented in figs. 10-11. Dryer efficiency decreases with increase in the drying temperature. During VABD (fig. 10), the dryer efficiency decrease with reducing moisture ration at the tree temperatures tested in the present work. At the end of drying process, we observed that, they are not significant difference in dryer efficiency. Fig. 11 shows us that, dryer efficiency increase with moisture ration in the range of 1-0.5. The maximal values of efficiency for each temperature tested are noted at moisture ration of 0.5. In a range of 0.5-0, dryer efficiency decrease with decreasing moisture ration. Drying principle has a significant effect on dryer efficiency.
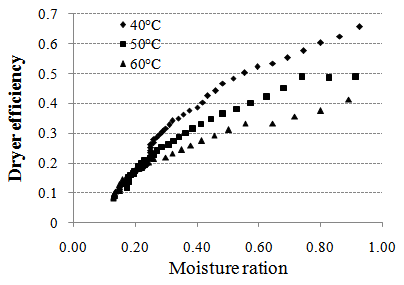 | Figure 10. Moisture ration evolution of dryer efficiency during Vertical Airflow Batch Drying principle |
 | Figure 11. Moisture ration evolution of dryer efficiency during Vertical Countercurrent Airflow Drying principle |
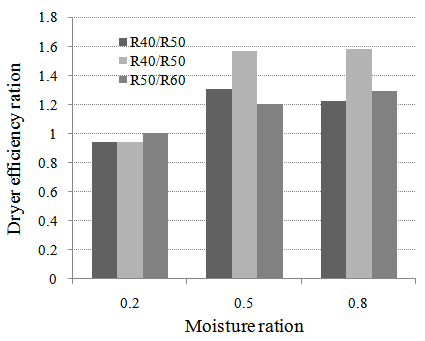 | Figure 12. Moisture ration evolution of temperature efficiency ration during Vertical Airflow Batch Drying principle |
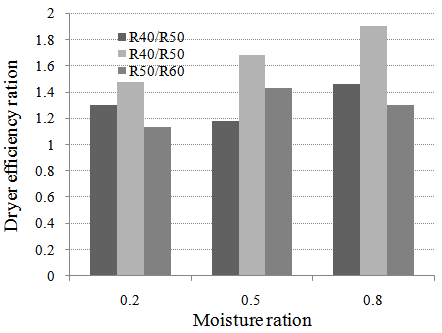 | Figure 13. Moisture ration evolution of temperature efficiency ration |
 | Figure 14. Moisture ration evolution of temperature efficiency ration |
4. Conclusions
- The dryer energy consumption used for the treatment of food products in developing countries still rest a real obstacle to their use. Several studies have been conducted to improve the energy efficiency of drying. In order to contribute to the process begun by our predecessors, it was discussed in this work to compare the energy efficiency of drying for two configurations (Vertical airflow batch and vertical countercurrent airflow drying) with the application mango slices. Achieved under this work , it is clear from the results of the comparison that the drying VCAD unlike in the VABD, not only to obtain homogeneous dry foods but also to stabilize the energy consumption of the dryer, which stabilization by improving the energy efficiency of drying process. In the future we will studies the effect of the drying principle on the quality degradation of tropical agro-food product.
ACKNOWLEDGEMENTS
- The authors thank the UFD-PAI/ENSAI of University of Ngaoundere for material and financial supports during the present work.