-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Energy Engineering
p-ISSN: 2163-1891 e-ISSN: 2163-1905
2015; 5(1): 5-8
doi:10.5923/j.ijee.20150501.02
A Study on Steam Engineering Practices in Textile Industries of Bangladesh
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLTanjin Amin, Shohanur Rahman Shohug
Department of Mechanical Engineering, Bangladesh University of Engineering & Technology (BUET), Dhaka, Bangladesh
Correspondence to: Tanjin Amin, Department of Mechanical Engineering, Bangladesh University of Engineering & Technology (BUET), Dhaka, Bangladesh.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
In this paper, an effort is made to show the common steam engineering practices in Textile Sector. It has been observed that malpractices are causing a lot of wastage of energy and making the process inefficient. Various sources of loses are investigated and represented by using some simple calculations. The investigation shows the most alarming is the draining of condensate which saves not only heat energy but also electrical energy. Condensate also reduces the heavy load on ground water. We have concentrated on distribution system and blowdown systems also. After going through this paper, it is expected that, other industries outside Bangladesh will have an idea about efficient steam engineering practices. If proper steam engineering practices have been applied in textile industries, it will obviously increase the GDP of Bangladesh.
Keywords: Feed Water Temperature, Blowdown, CRS, PRS, PPPU, Flash Steam, Condensate
Cite this paper: Tanjin Amin, Shohanur Rahman Shohug, A Study on Steam Engineering Practices in Textile Industries of Bangladesh, International Journal of Energy Engineering, Vol. 5 No. 1, 2015, pp. 5-8. doi: 10.5923/j.ijee.20150501.02.
Article Outline
1. Introduction
- Bangladesh has emerged as a giant in textile industries within just three decades. The Generalized System of Preferences (GSP) of the European Union and USA, which conferred certain quota, has benefitted the textile sector enormously [2]. Almost 80% of total foreign earnings comes from this sector and near about 50% of total work force of the country is involved in textile sector [1]. The availability of cheap labour along with work quality has made it convenient the world famous brands to choose Bangladesh as a utopia in this sector. But lower fuel cost is often ignored, when an effort is made to find out the main reason of emergence of textile sector. Steam is used in all types of textile industries; sometimes to ensure the product quality parameters, sometimes to assist the utility machineries, such as chillers. It is a matter of pity that, steam is often considered free and its use is not done in an efficient way. Most probably, the availability and relatively low cost of natural gas are behind such ideas. Condensate, process water & dyeing water are drained, which can be reused [3, 5]. In this paper, an effort is made to show the usual alarming misuse of steam energy. We have also tried to suggest solutions using some conventional instruments. For this purpose, we have visited twenty textile industries in Bangladesh and observed the steam generation and distribution system very carefully. Steam engineering practice is often ignored and there is very little amount of research work on this field for Bangladesh. It is expected that this article will raise awareness regarding steam system designing not only in Bangladesh but also in other developing countries. This article will motivate others to undertake extensive research work to find out the optimum solution for textile industries in Bangladesh.
2. Efficiency Scenario
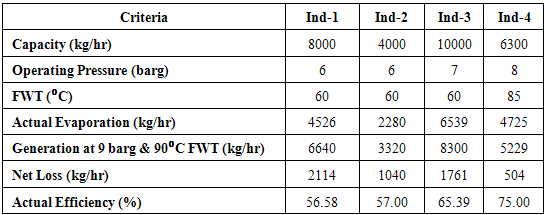
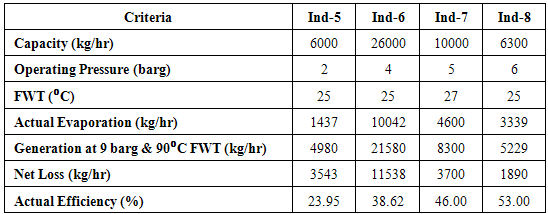
- Boiler is used as the steam generator. It has been observed that, the boilers are running at much lower than the design pressure, which results in lower efficiency. To cope up with space available, scenario in eight industries is shown below in two tables.Here, Ind stands for industry and design pressure for all the boilers is 10.54 barg. But, all the boilers run in maximum efficiency at 9 barg & 90ºC FWT.
|
|
|
 | Figure 1. Flash Steam is Vented to Atmosphere |
3. Blowdown Scenario
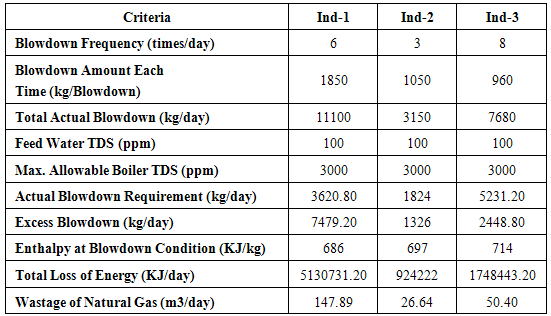
- All the industries are running with manual blow down system. It is causing significant loss of natural gas. To have an idea about how much waste of natural gas is done by manual blow down, frequency and amount of blow down are observed and actual blowdown requirement is also calculated. The results are shown in table 4.
|
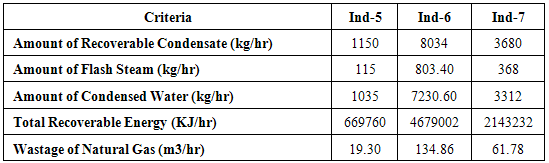
4. Distribution Scenario
- Improper pipeline sizing & distribution practice cause significant loses. Steam should be produced & distributed at High pressure (i.e. 9-10 barg) and utilized at low pressure (i.e. 3-4 barg). Due to high pressure, specific volume of steam would be low; which results in reduced pipe diameter as well as reduced radiation loss. Again, utilizing steam at low pressure ensure greater latent heat of condensation. So, maximum amount of heat can be extracted for utilizing in the heat exchangers. This can be simply done by a Pressure Reducing Station (PRS), which reduces pressure of steam without hampering the flow. It also increases the dryness fraction & supplies better quality dry steam. Some simple calculations are given below to show how a PRS can save energy.Let us take Ind-5 from Table. 2 as an example, which produces 1437 kg/hr steam at 2 barg operating pressure. When it reaches the process the pressure becomes 1.5 barg due to distribution losses. This factory is generating steam at lower pressure as the appliances demand lower pressure. But doing this, they are certainly wasting a lot of heat.Sample Calculation:Enthalpy of steam at 6.5 barg = 2760 KJ/kgLatent heat of steam at 1.5 barg = 2613 KJ/kgIf PRS is used, the amount of energy saved = (2760-2613) KJ/kg = 147 KJ/kgWastage of Natural Gas = (147 X 1437 / 34694) m3/hr = 6.08 m3/hr Actually, the loss is more as the factory is generating reduced amount of steam than the capacity.
5. Conclusions
- The following conclusions can be made from the observations.1. In most of the boilers are operated at lower pressure, which cause huge reduction in overall efficiency of boiler.2. Condensate is not recovered properly, which causes 70-80% of total loss.3. 10-15% of total loss happens due to improper blowdown process.4. 8-12 % loss occurs because of using steam at high pressure in appliance side.5. Condensate recovery not only increases the heat energy, but also saves the amount pumping power.
ACKNOWLEDGEMENTS
- The authors deeply acknowledge technical & financial support of Surma Dyeing Ltd, Natural Denim Ltd, Anlima Yarn Dyeing Ltd, Maxcom International Dyeing Ltd, Zaara Composite Dyeing Ltd, Pakiza Dyeing & Printing Ltd, CPM Composite Dyeing Ltd, Nightingale Composite Dyeing Ltd, Ama Syntex Dyeing Ltd, Islam Dyeing Ltd, Uttara Dyeing & Knitting Ltd, Arkay Hometex Ltd, Spark Composite, Angels Composite, Mahmud Denims Ltd, Mozart Composite, Hypid Textile Ltd, Matsouka Apparels Ltd & Square Denims Ltd.