-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Energy Engineering
p-ISSN: 2163-1891 e-ISSN: 2163-1905
2014; 4(2A): 8-16
doi:10.5923/j.ijee.201401.02
Dewatering and Drying of Bark
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLAndré Holmberg, Stig Stenström
Department of Chemical Engineering, Lund University, P.O. Box 124, S-221 00 Lund, Sweden
Correspondence to: Stig Stenström, Department of Chemical Engineering, Lund University, P.O. Box 124, S-221 00 Lund, Sweden.
| Email: |  |
Copyright © 2014 Scientific & Academic Publishing. All Rights Reserved.
Technical solutions for a number of Swedish industrial installations for dewatering and drying of bark are compiled and discussed. Further, lab-scale experiments with a heated bark pressing process have been performed to investigate to what extent parameters such as temperature and pressure will influence the dewatering process. Pressing with a heated press at 150°C was shown to increase the dewatering by over 20% and more efficient dewatering is expected if the bark is more evenly heated before the press. In the drying area rotary and superheated steam dryers are replaced with bed dryers mainly due to the fact that the drying air can be heated with low-grade energy sources and that the maintenance costs are lower. The economy for such a process will to a very large extent depend on using waste energy sources at the mill which can be considered at no or very low cost.
Keywords: Bark, Dewatering, Drying, Bark Processes, Bed Dryer
Cite this paper: André Holmberg, Stig Stenström, Dewatering and Drying of Bark, International Journal of Energy Engineering, Vol. 4 No. 2A, 2014, pp. 8-16. doi: 10.5923/j.ijee.201401.02.
Article Outline
1. Introduction
- Biofuels such as wood chips, sawdust, different forest residues and bark constitute important renewable fuels with increasing use and economical value. Today, a large part of these products are already used in energy conversion processes but estimates for Sweden show that the potential for increase can be as high as 40%. The bark produced at the pulp mill is traditionally burned in a boiler and the energy is used for steam and electricity production. However, with increasing energy efficiencies at pulp mills due to improvements, such as reduced energy use in evaporators, improved bleaching sequences, and new recovery boilers, thermal demands have been lowered. These improvements mean that modern pulp mills are self-supporting with respect to thermal energy and that there is no need to incinerate all the bark produced at the mill, especially during the summer months. Thus, pulp mills are looking for new ways to utilize excess bark such as delivering it to external power boilers or upgrading it to other energy resources. In such new operations, dewatering and drying constitute key processes. At pulp mills, bark is separated from the log in the barking drum and then normally dewatered in a bark press. The drying process takes place in bed dryers, rotating drum dryers or superheated steam dryers. One development in the dryer area is to use low-grade energy at the pulp mill which is of no or low cost for the mill [1, 2].Despite the importance of dewatering for the overall energy situation at the mill, very limited amount of data are available for pressing of bark. Moreover, detailed descriptions and studies of performance of the bark handling processes in pulp mills are rare in scientific literature.The aim of this work is to compile data for existing technical solutions for a number of Swedish industrial installations for dewatering and drying of bark and in order to improve the understanding of mechanical dewatering. Further, lab scale experiments with a heated bark pressing process are also performed to investigate to what extent parameters in the press influence the dewatering process. The existing bark dryers such as bed dryers and superheated steam dryers are evaluated based on capacity, energy efficiency and costs.
2. Literature Survey
2.1. Dewatering of Bark
- Very limited amount of data are available for dewatering such as pressing of bark, only three studies by Håkansson and Stenström [3], Askaner [4] and Impola [5] are available. Håkansson and Stenström [3] performed pilot scale pressing experiments at different temperatures. The results showed that a heated press nip could reduce the moisture content by 2-4 % but also that effective heating of the bark material is important for increased dewatering. The results from this study will be presented in more detail in sections 3 and 4. Askaner [4] reported that by increasing the temperature from 20 to 80 °C the moisture content could be decreased from 60 to 57 % corresponding to a reduction of 13 % of the amount of water in the bark. The pilot experiments by Impola [5] showed that it was possible to achieve a moisture content of 53-65 % for pine and 51-60 % for spruce. Industrial bark pressing equipment has been available for quite a long time and patents were filed already in the 1920s. The technology developed by Cowan and Cowan [6] consists of pressing the bark in an elongated through by a pivoted beam. The technology normally used today in Scandinavia is based on a patent from the Finnish company Saalasti where the bark is dewatered under high pressure between two eccentric rolls one of which is equipped with holes where the water from the bark can flow [7]. In Sweden the number of such units is above 30 and also a steam heated design is available. The press is declined so that the bark is transported from the inlet to the outlet and during this passage is pressed a number of times. The amount of dewatering varies very much between different installations depending on the type of bark pressed, the previous bark processing technologies used and the time of the year when the pressing is performed. Some data for the seasonal variations from Finland are shown in Figure 1.
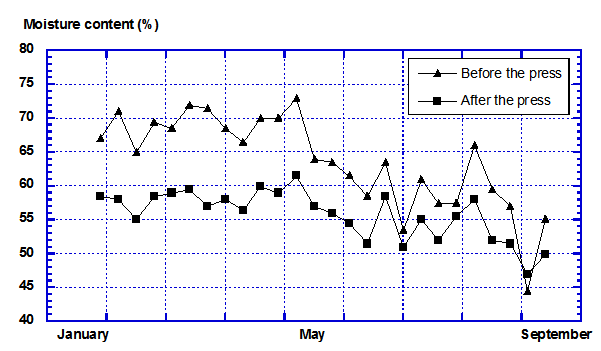 | Figure 1. Bark pressing during the winter and summertimes |
2.2. Drying of Bark
- Fixed bed drying of bark is a common method because it is simple and can use thermal energy at low temperatures. A patent filed 2004 by UPM-Kymmene Corporation [8] describes the drying of biofuels such as bark, sawdust, pre-treated sludge or mixtures of these utilizing waste heat contained in hot waste water streams in pulp mills. The proposed method is to use one or several conveyors to carry the material while the hot air is led through the conveyor and the material. The proposed retention time in the dryer is 30-50 minutes and the proposed air temperature is 35-85°C. The patent claims that the resulting moisture content may be as low as 20-40%.H. Li et al made a case study of an industrial biomass drying process and concluded that stationary bed dryers are most suitable for low drying temperatures [9]. Holmberg has come to the same conclusion [10]. Bed dryers are very robust and able to handle heterogeneous particle sizes, they have low emissions and if the temperatures are low the fire hazards are negligible.P. Lermana et al [11] have studied the drying zone for fixed bed dryers for biomass. The drying zone is the part of the bed where the air becomes saturated and cooled to the adiabatic saturation temperature and where the actual drying takes place. In most biomass applications this zone only covers only part of the bed height. The drying zone moves in the direction of the airflow and when the drying zone reaches the end of the bark bed the outlet air will no longer be saturated. This will result in a loss of thermal efficiency.Rotary dryers are one of the most common type for biomass application because their simple and robust construction makes them flexible and reliable. However they operate with high inlet temperatures of 200-600°C and outlet temperatures over 100°C and therefore the fire hazards and emissions to the air are higher [9,10]. Rotary dryers are suitable for materials with heterogeneous particle size and the maintenance costs are generally low.Andersson, Hermansson and Hermansson et al. [12-14] studied drying of wood chips and bark in a pilot superheated steam (SHS) dryer. The drying kinetics was studied at atmospheric pressure for a number of parameters such as mass load (bed height), mass flux of steam and steam temperature. For a mass load of 10 kg DM/m2, a steam temperature of 155°C and a mass flux of 0.62 kg/m2s, the drying time for a softwood bark was 12 minutes. The time increased to 32 minutes for a mass load of 27 kg DM/m2. Björk [15] studied the equilibrium between SHS and bark and showed that the emissions of organic compounds during drying with superheated steam increased with increasing temperature and time. Fagernäs [16] studied the deposition of the bark extractives in the steam dryer and the emissions in the condensate. The emissions end up as deposits in the SHS dryer and in the condensate from the excess steam and could lead to serious water purification problems. In section 4 we will describe various ways of treating the contaminated water from the bark press and the SHS dryer.Two different designs are used in industrial operation in Scandinavia, the fluid bed design developed by A. S. Jensen [17] and the flash dryer design developed by Svensson [18]. The SHS dryer is in many ways a more advanced dryer requiring high pressure steam for superheating the steam, special feed screws when operating above atmospheric pressure and wear resistant materials. The economics for the process will very much be determined by the efficient use of the excess steam such as heating other processes in the plant, heating district heating networks or electricity production in a low pressure turbine.A flash dryer can be used for drying of bark using waste energy from flue gases from the recovery boiler or the lime kiln. In this dryer the bark is crushed and mixed directly with the hot flue gases. Longer drying times are obtained by recycling the larger particles using a wind sieve and at least two such units for bark are presently in operation in Sweden.
3. Material and Methods
- Bark is a material with porous structure with a density in the range 300-750 kg/m3 and a porosity in the range 0.5-0.8 [19]. One SEM-picture of pine bark is shown in Figure 2. Two different pore scales can be seen; one in the range of 20 μm and one in the range of 100 μm.Hot pressing experiments of bark were performed in a specially designed pilot heated pressing equipment at Innventia in Stockholm [3]. The design of the pressing head is shown in Figure 3. The pressure was applied using a MTS-press with a heated pressing head. Bark beds with a diameter of 76 mm and a maximum height of 30 mm could be studied in this set-up. The water was removed through a press felt and a perforated plate with 3 mm holes. The temperature in the bark was measured with a thermocouple located 10 mm above the perforated plate. Good heat transfer between the head and the piston was accomplished by applying a heat conductive paste between these parts when mounting the equipment.
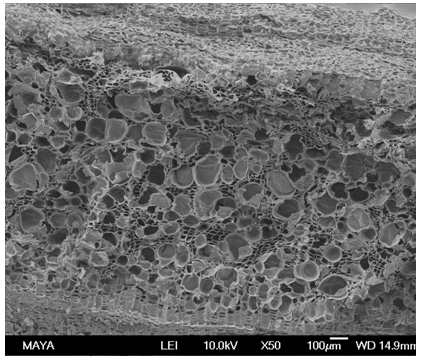 | Figure 2. SEM picture of pine bark in 50X enlargement |
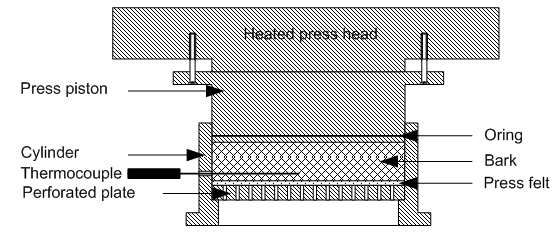 | Figure 3. Design of heated press head for dewatering of bark |
4. Results
4.1. Bark Process Flow-sheets
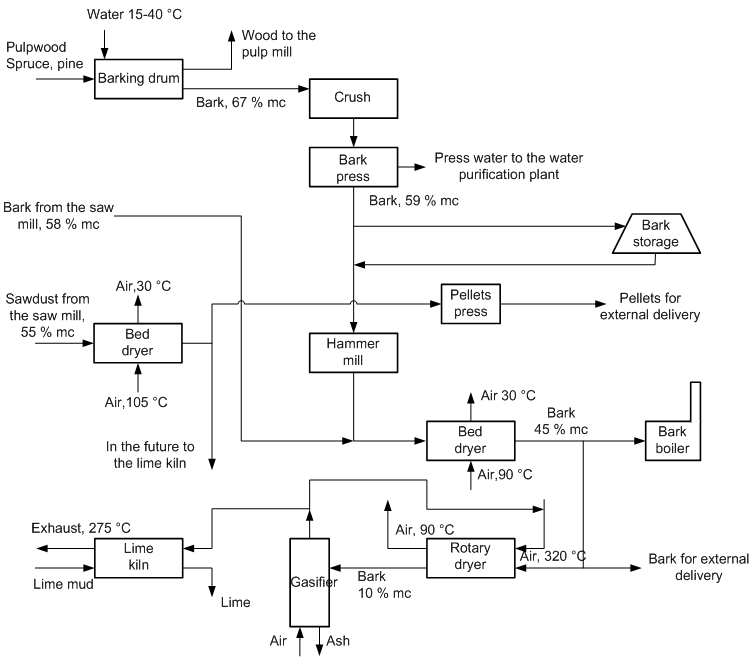
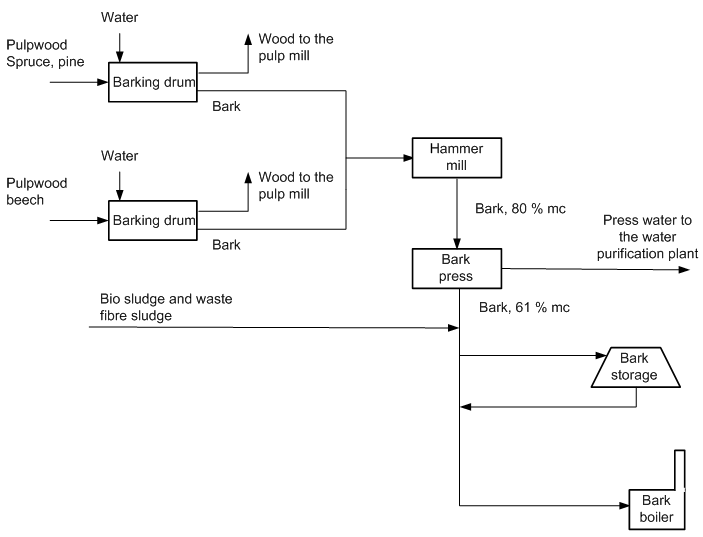
- In the following three different bark handling systems will be described, the first for a pulp mill, the second for a combined pulp and saw mill and the third for an integrated pulp and paper mill.The pulp mill at Södra Cell Mönsterås is producing market pulp from spruce and pine each year. A saw mill is also located nearby but today there is no integration of the bark and sawdust handling systems between these units. The bark and sawdust handling system as used during 2011 is shown in Figure 4. During the wintertime warm water is added in the barking drum for spruce and pine resulting in a relatively wet bark before the bark press. In the bark press the moisture is decreased to 55-60% followed by burning the bark in the bark boiler. The press water contains significant amounts of organic substances and this water is sent to the evaporation plant where it is concentrated followed by combustion in the recovery boiler. The birch bark has higher moisture content after the barking drum and is only fractionated in a screen, the large fraction is sent to the bark boiler and the small fraction either to the SHS dryer or the flash dryer.
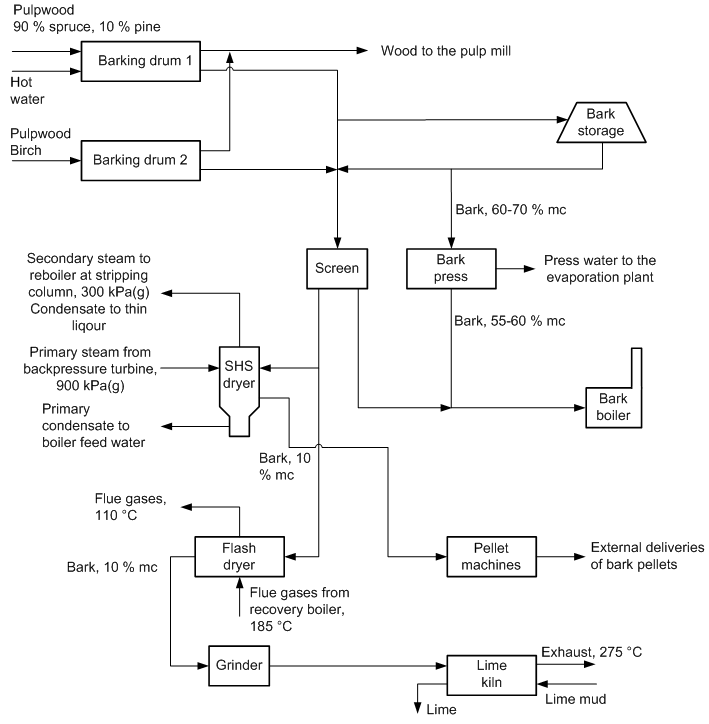 | Figure 4. Bark handling system at Södra Cell Mönsterås |
 | Figure 5. Bark handling system at Södra Cell Värö |
 | Figure 6. Bark handling system at Stora Enso Nymölla |
4.2. Dewatering of Bark
- The result for the pressing experiments using different pressures (gauge) and different press head temperatures and a pressing time of 30 s are shown in Figure 7.
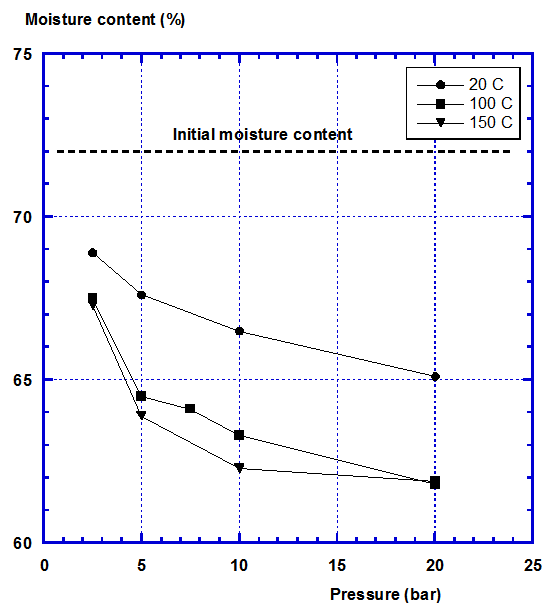 | Figure 7. Pressing of bark using different pressures and press head temperatures |
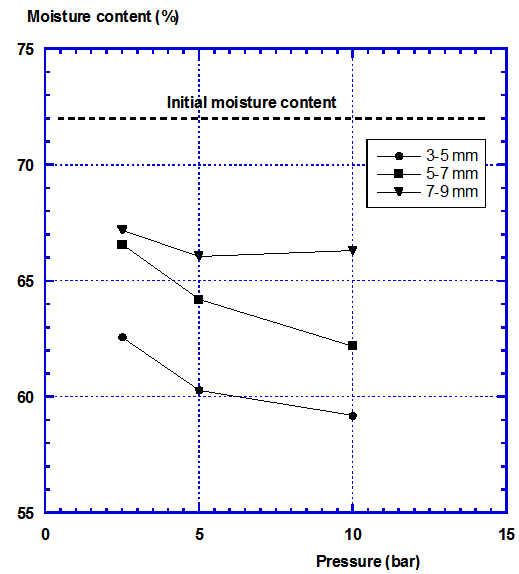 | Figure 8. Pressing of different particle sizes of bark |
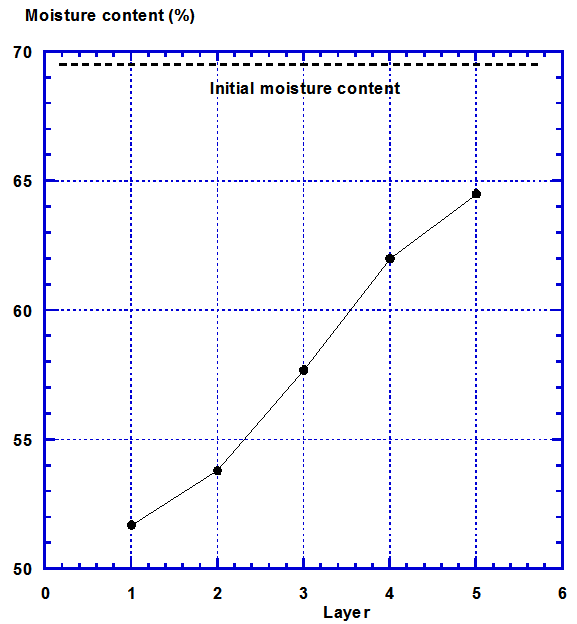 | Figure 9. Gradient in moisture content in the bark sample |
 | (1) |
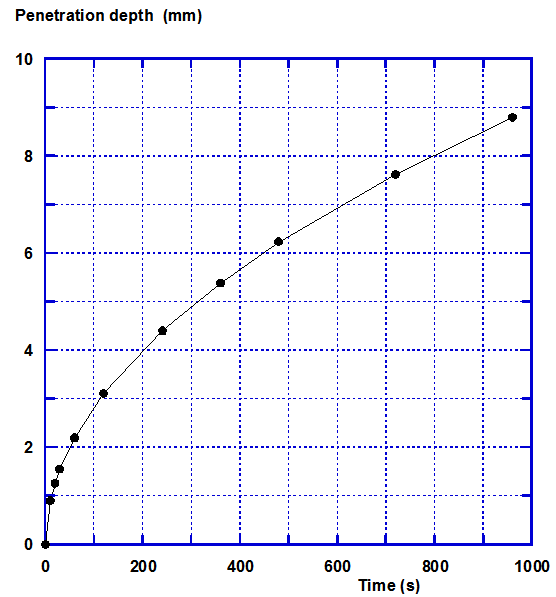 | Figure 10. Penetration depths for heating a bark bed |
5. Discussion
- It has been shown in this study that the efficiency of dewatering of bark is improved with higher temperatures and pressures and lower particle sizes. Some of the industrial flow-sheets presented implement size reduction of the bark prior to the bark press. None of the plants described had any heated bark presses, however at the Värö pulp mill the water fed to the debarking drum was heated to 15-40°C which most likely result in that bark arriving to the bark press at a slightly higher temperature than otherwise. The result that heating the material results in better dewatering is normally accepted and in good agreement with data for other biomass materials [20].It was seen that pressing a bed of bark created a significant gradient of the moisture content in the bed. One practical application of this is that it would be beneficial to perform the pressing in several stages and mix the material between each stage. This is in practice what is performed in the design developed by Saalasti [7] where the bark after going through the press nip is scraped off from the inner cylinder and mixed before it again goes through the press nip. The idea with increased removal of water from the bark is to increase the energy content of the bark. Reducing the moisture content in the bark by drying from 60 to 40% increases the lower heating value from 5.6 to 9.6 MJ/kg wet bark. Since the mass flow-rate of wet bark is also reduced, the total energy content in the bark is increased by 15%. Some rough calculations will show if this is enough to motivate the installation of a bark dryer. The reason for choosing 40 % moisture as the drying limit is that many municipal boilers operating on bark in Sweden prefer this moisture level instead of a lower moisture content. The economic value of bark in Sweden has been based on the statistics for wood fuels giving 182 SEK/MWh for a solid by-product from the forest [21]. The price for the bark at a moisture content of 40 % was assumed to be proportional to the increased energy content in the bark. The bark dryer was assumed to operate at a capacity of 100 m3/h of wet bark during 8 000 h of the whole year. The increased revenue from the sold bark can thus be calculated as 10.4 MSEK/year. The bark dryer is assumed to be a bed dryer where the main operating cost is the electrical energy for the air fans in the dryer and for this capacity it was assumed that 250 kW was required. The cost for electricity in Sweden during February 2014 was about 300 SEK/MWh resulting in a cost of 0.6 MSEK/year for the electrical energy. The air in the dryer has to be heated from the surrounding temperature to about 90 °C using thermal energy. In Värö the dryer is heated with hot water and low pressure steam and since the mill operates with a steam excess these resources are considered free of charge. If no other costs such as labour or maintenance are included the net revenues for the dryer can be estimated as 9.8 MSEK/year. A budget price for such a dryer has been given as 100 000 SEK/m2 of dryer area [22] resulting in a total price for the dryer of 24 MSEK. The pay-back time without any interest can thus be calculated as 2.5 years which in many situations will motivate the installation. If the energy needed for heating the air is not free of charge the situation is completely different and already at a price of 50 SEK/MWh for the thermal energy the pay-back time will be more than 4 years.Upgrading the bark to other energy resources is another attractive possibility that could be studied further. Torrefaction of biofuels is investigated in order to produce a renewable fuel that can be used as a replacement in coal fired power boilers. This process involves drying the material to a moisture content of about 10 % before the actual torrefaction process. One such plant is presently under construction in Sweden.
6. Conclusions
- Efficient use of different renewable raw materials from the forest such as bark will be of increasing interest. Reducing the water content is one possibility to increase the value. If water is added in the barking drum it will increase the moisture content of the bark and require more extensive processes for reducing the water content. If heating of the frozen logs are required during the wintertime, steam will result in a lower moisture content for the bark and would be a better alternative, though more expensive. Pressing of the bark is normally performed at the existing bark temperature but increasing the temperature of the bark will increase the water removed. The potential would be at least 15-20 % increased dewatering provided that the bark is properly heated. Equipment for performing hot pressing of bark is available but has not been installed in Scandinavia. Possibly the best and most effective method would be to steam the bark, either in a separate vessel before the press, in the inlet screw or directly between the two eccentric rolls. Different equipment for drying of bark is in operation such as rotary dryers, superheated steam dryers, flash dryers and bed dryers. The present development in Scandinavia seems to be aiming at using bed dryers mainly due to the fact that the drying air can be heated with low-grade energy sources and that the maintenance costs are lower. The economy for such a process will to a very large extent depend on using waste energy sources at the mill which can be considered at no or very low cost. This is normally the case at pulp mills but not at integrated pulp and paper mills as was shown to be the case in the mills investigated.The department of Chemical engineering at Lund University presently performs a study of drying of bark using low-grade energy sources. The project aims at studying drying of different bark qualities at different process conditions so that the drying process can be optimised with regard to design and thermal and electrical energy use.
ACKNOWLEDGEMENTS
- Linda Rudén at the Södra Cell pulp mill at Värö, Sven Persson at the Södra Cell pulp mill at Mönsterås, Olle S. Svensson at the Stora Enso mill at Nymölla, Timo Saalasti at Saalasti Oy and Patrik Hammar from Bruks Örnsköldsvik are greatly acknowledged for submitting data from their respective installations and processes.