-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Construction Engineering and Management
p-ISSN: 2326-1080 e-ISSN: 2326-1102
2013; 2(4): 93-105
doi:10.5923/j.ijcem.20130204.01
Intelligent Inspection Processes for Intelligent Maintenance: The Potential of RFID in the Petroleum Industry
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLYassine El Ghazali, Elisabeth Lefebvre, Louis A. Lef
Department of Industrial Engineering, ÉcolePolytechnique de Montréal, H3C3A7, Canada
Correspondence to: Yassine El Ghazali, Department of Industrial Engineering, ÉcolePolytechnique de Montréal, H3C3A7, Canada.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
The paper attempts to assess the potential of RFID (Radio Frequency Identification) technology to improve pipe inspection and maintenance in a refinery and to mitigate critical risks associated with piping systems in such facility. Results demonstrate that the added value of RFID is mainly derived from its introspection capabilities: “self-conscious” intelligent objects (in this case, pipes) become easier to monitor and control. Moreover, intelligent processes are derived from the RFID system, either for inspection (e.g. remote measurement and control of pipes external wall thickness and fitness), or for maintenance (by improving regulatory reporting, controlling staff access prior to inspection and maintenance, and, planning and streamlining an appropriate maintenance strategy). Finally, the RFID-enabled inspection and maintenance management system supports both explicit and implicit knowledge and is conductive to new organizational and inter-organizational knowledge creation.
Keywords: RFID Technology, Inspection and Maintenance Management, Risks Assessment, Knowledge Management, Petroleum Industry
Cite this paper: Yassine El Ghazali, Elisabeth Lefebvre, Louis A. Lef, Intelligent Inspection Processes for Intelligent Maintenance: The Potential of RFID in the Petroleum Industry, International Journal of Construction Engineering and Management , Vol. 2 No. 4, 2013, pp. 93-105. doi: 10.5923/j.ijcem.20130204.01.
Article Outline
1. Introduction
- The petroleum industry represents a fundamental segment of many national economies[1]. For instance, it accounts for 5.2% of total employment and a 6.3% of total labor income in the U.S.[2]. The outputs from the petroleum industry are also vital for many industrial sectors including energy, manufacturing, transportation, logistics, and goods and services[3]. This multifaceted industry that relies on a large number of trades and competences can be broadly divided into the “upstream” side, which encompasses exploration, drilling, and production of crude oil and gas products, and the “downstream” side, which comprises refining, processing, distribution, and marketing activities. Both the upstream and downstream sides can operate onshore and offshore. In addition to the critical risks associated with exploration, drilling, production, refining, and processing, the industry faces some complex challenges, in particular (1) rigorous environmental regulations; (2) traditional, outdated management of downstream assets (e.g., pipes) or activities (e.g., the inspection and maintenance of pipes); (3) a rising number of operational inefficiencies and strongcompetition among industrykey players and multinationals([4];[5]).To address such challenges, the industry is increasingly considering the potential of mobile technologies such as RFID (Radio Frequency Identification) technology for both upstream and downstream activities. As in many other industrial sectors, RFID applications are mostly centered on the transportation and distribution network ([6];[7];[8]). This paper focuses on RFID’s potential for one specific downstream activity, namely the inspection and maintenance of pipes in refinery sites. Three objectives are pursued: (1) to identify and evaluate the main risks associated with piping systems in refinery sites; (2) to assess how RFID could mitigate such risks; (3) to explore whether, in addition to its tracking and tracing capacities, RFID could make inspection and maintenance processes more intelligent and foster increased levels of knowledge. The paper is organized as follows. Sections 2 to 4 offer an overview of the research context: they examine the main risks and issues associated with refining processes, highlight the potential for knowledge management to overcome such risks, and present the main characteristics of RFID. The research design is discussed in section 5, while section 6 discusses the main empirical results. The implications of these findings are examined in the conclusion.
2. The Impacts of Petroleum Refineries: Addressing Risks More Effectively
- Risk management at petroleum refineries must take into consideration the specific and complex processes engaged in at these sites. Adverse impacts on the environment and human health may arise either from daily operations (section 2.1) or from accidents (section 2.2), both of which create their share of environmental, social and financial burdens. Environmental legislation is increasingly stringent and provides for more severe financial penalties for adverse non-accidental impacts. However, accidents at petroleum refineries are in the spotlight: they are widely publicized and can be very costly[9]. They may entail the interruption of operations, the construction of new process units, or substantial fines[9].
2.1. Impacts of Daily Operations
- Petroleum refineries are very energy-intensive[10]. Of all the manufacturing sectors in the U.S., they contribute the most to greenhouse gas emissions and thus to global warming and climate changes[10]. Furthermore, in the U.S. petroleum refineries are considered as the worst polluters among all four-digit SIC sectors, ranking respectively first and third in terms of the volatile organic compounds and NOx released annually into the environment[11].Refineries typically contain several processing units to transform crude oil into products such as diesel, petrol, fuel oil, lubricating oils, waxes and asphalt. The processing units usually perform desalting, distillation (or fractionation), reforming, extraction, and waste recovery and treatment.All of these processing units have some adverse impacts on the environment. For instance, crude desalting means that crude oil is washed with water in order to remove many undesirable contaminants and impurities, such as inorganic salts, drilling mud, and sand. In a typical refinery, desalting represents the largest source of waste water: the effluent wash water from the desalters is contaminated (benzene being one of the major concerns). Desalting also constitutes a significant source of toxic air emissions including volatile organic compounds (VOCs) and benzene. Fluid catalytic cracking, one of the most critical subprocesses of reforming, constitutes another example of the serious adverse impacts generated by refining activities: this process is considered as the largest source of emissions of SO2, NOx, CO, particulate matter, and metals. Soil contamination also represents an area of concern: spills and leaks may occur before, during and after production. Safety and health risks and disorders related to daily refinery plant activities are extensively documented in the literature[12]. The human health impacts of petroleum refineries include respiratory problems such as asthma and bronchitis, skin irritations, birth defects, leukemia, and cancers[13]. For instance, benzene, a significant component of refinery air emissions, is a known carcinogen[14].
2.2. Accidents and Violations in Petroleum Refineries: Pipes as a High-risk Component
- Petroleum refineries are struggling to meet increasing worldwide demand. Nowadays, American refineries are running at almost full capacity and are still unable to meet domestic demand[15]. As well, they face stricter legislation [16] and, following some highly publicized accidents, they are under increased public scrutiny[17].Accidents are common in petroleum refineries: they include explosions, fires, and chemical and gas leaks. These accidents create unexpected and higher-than-usual levels of pollution, which, in turn, entail more severe exposure to pollutants and more serious health impacts. Faulty pipes in petroleum refineries constitute an area of serious concern. Pipes are, of course, omnipresent in these facilities. They look like a maze of complex loops whose main function is to transport a variety of fluids within and between the different process units. These fluids, which may be hazardous or highly combustible, include crude oil, waste water, hydrocarbons or sludges and end products such as diesel, petrol and fuel oil. Piping segments represent 60% to 80% of any risk-based inspection study and one-third of all major equipment[18]. Pipes come under intense scrutiny as they are often the cause of deadly accidents. For example, the 2012 explosion in the Amuay Refinery located in Venezuela caused the death of 42 workers and injured 150. Delayed maintenance of pipe breaks and leaks was linked to this disaster[19]. Also in 2012, an explosion occurred in the Chevron Refinery in California. Corrosion of pipes was identified as the cause of this accident: the pipes’ wall thickness had dropped from 5/16 to 1/16 of an inch[20]. As facilities age, violations and fines due to faulty pipes are increasing. For example, the Occupational Health and Safety Administration cited Delek U.S. Holdings Inc. for 30 violations related to pipe operations. For similar reasons, New Mexican regulators fined the Navajo refinery in Artesi, New Mexico, $707,000[21]. Based on the above discussion, one can conclude that pipes pose considerable risks in petroleum refineries and should be thoroughly inspected and maintained.
3. Knowledge Management in the Petroleum Industry
- Knowledge management can be defined as “an integrated, systematic approach to identifying, managing and sharing all of an enterprise’s information assets, including databases, documents, policies and procedures, as well as previously unarticulated expertise and experience resident in individual workers”[22]. Several authors stress that knowledge management generates competitive advantages ([23];[24]) and added business value (Gurteen, 1998). More specifically, knowledge management enables an organization to build intellectual capital, reduce the time and costs related to problem-solving, and enhance decision-making,communication and the sharing of best practices in real time ([25];[26]). In the petroleum industry, explicit knowledge[27] is omnipresent: in fact, knowledge is codified in an official, methodical, and organized manner as procedures, instructions, and manuals; moreover training, lessons learned, and best practices are widely available. For instance, explicit knowledge is thoroughly documented in OHSAS 18001 (Occupational Health and Safety Assessment Series), API (American Petroleum Institute), ASME (American Society of Mechanical Engineers), ANSI (American National Standards Institute), TSSA (Technical Standards and Safety Authority), PFI (Pipe Fabrication Institute), and ASTM (American Society for Testing and Materials). Tacit knowledge[27] is perceived as instinctive and implicit; it is difficult to retrieve and transfer since mutual trust and widespread personal contact are required to share it successfully[28]. According to[29, p.1], many industry stakeholders in the petroleum industry recognize the potential of knowledge management. For instance, Brendan O’Neill from Imperial Chemicals Industries stated that “Knowledge management is the framework for innovation to succeed in the new business while adapting employees to the rapidly changing operating environment.” Ken Derr of Chevron recounted his own experience and stated that “we learned that we could use knowledge to drive learning and improvement in our company. We emphasize shopping for knowledge outside our organization rather than trying to invent everything ourselves. Every day that a better idea goes unused is a lost opportunity. We have to share more, and we have to share faster” (Leavitt, 2002, p.1). Despite the overall recognition of the importance of knowledge management, organizations in the petroleum industry experience some shortcomings and weaknesses[30]. These include the lack of common terminology, ineffective and limited transfer of tacit knowledge, unsuccessful knowledge management programs, the complexity of industry culture, and the tendency to choose one technological solution instead of creating custom solutions that embed several methods and technologies ([31];[25]; [32]). Knowledge management in the petroleum industry, especially for pipe inspection and maintenance activities, appears to be crucial due to the inherent risks of these facilities.
4. The Potential and Limitations of RFID for the Petroleum Industry
- Mobile technologies, considered to be the next wave in IT[32], are defined as “an emerging phenomenon in the business world supporting geographically distributed work” [33, p.1], that “support computing on the move using portable devices through wireless networks”[32]. According to[32], these portable information and communication technologies (ICTs) are gaining increased recognition in almost all industries by positively transforming their practices. These technologies offer a number of features that improve coordination, connectivity, communication, collaboration, flexibility, interactivity, information sharing, knowledge exchange, location awareness, productivity, and many other factors. Among the array of mobile computing and communication technologies, RFID is considered as a key innovation for the petroleum industry.
4.1. Components of an RFID Infrastructure
- A typical RFID system consists of three main components: tags, readers, and middleware. RFID tags are generally attached to the object, item or individual that needs to be tracked and traced. These tags are composed of two main devices. The first consists of a miniaturized chip that stores the collected data in real time while the second is a tiny antenna that enables the transmission of information to the reader via radio waves. Three different types of tags are currently used. Passive tags rely on the power derived from the electromagnetic waves emitted by the reader’s antenna. Active tags have an integrated battery that allows active transmission and offers longer-distance communication and a larger memory capacity than passive tags. Semi-passive tags incorporate a built-in battery that feeds the integrated circuits and sensors. Different types of tags may be used depending on the RFID system’s function. For instance, passive tags can be used for access control applications, active tags for trailers, containers, or valuable asset tracking, and semi-passive tags for cold chain tracking applications.Readers represent the second component of an RFID infrastructure. RFID readers basically have an antenna for communication and a transmitter/receiver for the transmission of radio waves and the collection of data to and from the chip embedded in the tag. Fixed RFID readers are standalone devices that can be placed permanently in a facility (e.g., at a receiving dock’s door). Mobile readers are wireless and move to different locations when needed. Passive tags have to be fairly close to the readers (up to a few feet) but the reading range for active tags is much higher, reaching a few hundred feet. The middleware, the third component of the RFID infrastructure, broadly refers to the software that connects and filters the data collected from the RFID readers to the enterprise information system (e.g., ERP, WMS, or TMS).
4.2. RFID Applications in the Petroleum Industry
- RFID technology is perceived as “a transformative innovation that could eventually change the way business is conducted and revolutionize the supply chain”[35, p.388], promising “real-time context awareness and item-level accuracy for the automation of business processes”[36]. RFID applications are found in many industries[37]. In the petroleum industry, tracing and tracking assets such as vehicles, cranes, tools and supplies represent a key RFID application. With the real-time visibility capacity of RFID, delivery operations, such as fleet management solutions for crude oil tankers, can be streamlined. RFID can automatically monitor the movements of personnel and thereby increase their safety in geographically dispersed or hazardous environments. Pipeline inspection and maintenance are labor-intensive and costly processes that can also be improved with RFID. Many companies are pushing for more homogeneous standards and approaches [38] in order to better capture the added value of RFID within the supply chain. In particular, on the downstream side of the supply chain, especially at the oil refinery level, RFID holds the potential to increase production yields and throughputs, support corporate visibility, and enhance quality control practices[39].
4.3. RFID Limitations in the Petroleum Industry
- Despite its numerous advantages for the petroleum industry, RFID faces a number of obstacles related to their adoption and implementation. For one thing, adoption and implementation costs can be prohibitive. Even though tags and readers tend to be reasonably priced[35], the costs related to the RFID system’s software integration and implementation, in addition to its supporting infrastructure, are rather high[40]. The lack of common standards is also an area of concern as “many oil and gas companies are waiting to see what others are doing with RFID before they join the crowd”[40, p. 22]. These companies are not yet confident about RFID stability, reliability and interoperability[41]. Interference may occur, especially at long distances and because of the omnipresence of metals in an oil refinery[35]. The industrial context, and more specifically, the wide array of mainly small and medium-sized construction companies, suppliers, and sub-suppliers offering diverse services, such as piping, boiler making, structural steel design and fabrication, millwrighting, maintenance, and facilities shutdowns, hinders the widespread adoption of RFID. Larger firms with more financial resources seem more inclined than their smaller counterparts to invest in network technologies (i.e., intranet, Internet, EDI, RFID, etc.) to allow for interaction and communication between key business partners ([42];[43]). In small and medium-sized companies, there is a lack of even basic information systems within their own core businesses[44], and there are numerous uncertainties and ambiguities regarding the use of such technologies[45]. The existing strong industrial culture [46] dealing mostly with day-to-day business processes (exchange of site instructions in the form of paper documents, specifications, technical sketches and schemas, and face-to-face meetings) hampers innovative technology deployment[47]. From a strategic point of view, the petroleum industry is reluctant to accept innovative technologies straightforwardly, according to a McKinsey and Company research report, their maturation cycle consistently takes 15 to 20 years[48]. More specifically, oil and gas companies must conduct many trials before embarking on any large-scale adoption. This limits the attractiveness of the petroleum industry from the perspective of the technology providers, who tend to slow down their innovative propensity to offer specific solutions for the petroleum industry[49].
5. Research Methodology
5.1. Research Design
- Our research efforts aimed to answer the following research questions:• What are the major piping risks that continually challenge maintenance within petroleum refineries?• What is the probability of occurrence of these piping risks? • How can an RFID platform impact the mitigation of these piping risks?• To what extent does RFID improve knowledge management within and between organizations with respect to the inspection and maintenance of piping systems? The research design corresponds to an exploratory initiative, which seems appropriate for several reasons: (1) The adoption and implementation of an RFID system at the downstream end of the petroleum industry, particularly in a petroleum refinery, is under-investigated. (2) Although maintenance is crucial for the operational health of a petroleum refinery, very few studies have explored its operational and tactical improvement using innovative mobile technologies such as RFID[50]. (3) There is a significant research gap in assessing the potential for knowledge management in the petroleum industry, especially when combined with innovative mobile technologies such as RFID, at the level of piping systems.
5.2. Participating Companies and Respondents
- The field research spanned five levels of one supply chain (Figure 1). It was conducted in five organizations that represent key actors in an oil and gas refinery construction project, namely one materials supplier (Firm X), two subcontractors (Firms Y and Z), one general contractor (Firm V), and one project owner (Firm W). Their main characteristics are briefly presented below.Firm X is considered one of the leading suppliers and distributors of piping materials, mainly carbon steel pipes, valves, flanges and fittings. The company does business with key companies operating in different fields (construction, manufacturing, mining, pulp and paper, and energy). Furthermore, the organization offers other services such as press forming, grinding, cutting (laser, oxy-fuel, plasma, and profile), coating (lacquer, fusion bond and coal tar epoxy), and laser inspection and profile scanning. Firm X is ISO9001:2008 certified (International Organization for Standardization – Quality Management Systems).
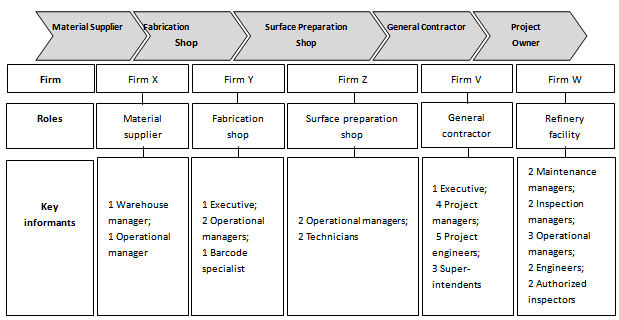 | Figure 1. Participating organizations and informants |
5.3. Main Activities and Data Collection Methods
- The field research consists of four main activities that were undertaken for the RFID evaluation project, namely project scope, risk assessment, risk mitigation and knowledge integration. These four activities were subdivided into ten steps, as illustrated in Figure 2. Multiple data collection methods were used (Figure 2, right-hand side) and allow the triangulation of evidence ([51];[52]).
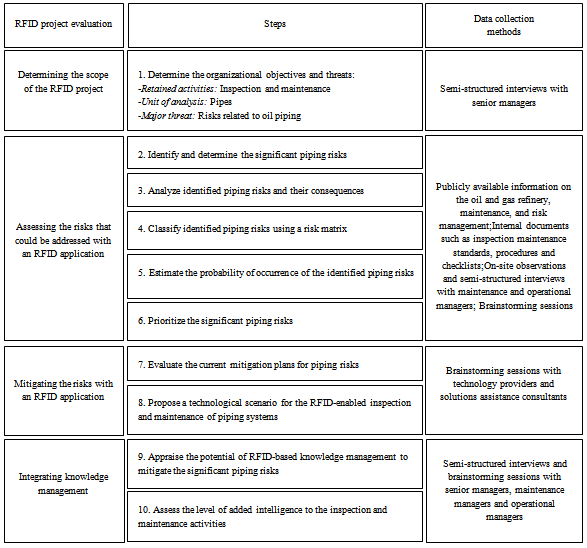 | Figure 2. The field research study |
6. Preliminary Results of the Field Study
6.1. Problem Statement and Risk Evaluation
- From an extensive analysis of both external documents (including an in-depth review of the American Society of Mechanical Engineers’ Standards, namely ASME B31.4, ASME B31.8, and ASME B31.8S) and internal documents, 22 risks were identified. Three categories of risks emerged from the semi-structured interviews and the brainstorming sessions with key participants. The first category was termed time-dependent threats and includes external corrosion, internal corrosion, and stress corrosion. The second category corresponds to time-independent threats due to climate-related problems (extreme cold or lightning); damage caused by first, second, or third parties; incorrect operations; and vandalism. The third and last category includes different kinds of defects such as defective pipes, defective pipe seams, defective pipe girth welds and fabrication welds, and other malfunctions (e.g., gasket O-ring control failure, relief equipment malfunction, seal packing failure, pump packing failure, stripped threads, broken pipe, coupling failure, wrinkle bend, buckle bend, fatigue failure, and fatigue cracking). Key participants agreed to further investigate the potential of RFID for one piece of dynamic equipment namely pipes, and four threats (Figure 3).1) External corrosion is assessed by the key participants as one of the highest-priority risks (with RP and RG > 2, Figure 3). It is mainly caused by carbon dioxide (CO2), hydrogen sulfide (H2S), oxygen (O2), microbes, and nutrients. 2) Stress corrosion cracking is the result of a combination of both corrosion and tensile stresses. It is classified by the maintenance team as highly risky (RP and RG > 2) since cracks are not easily detectable visually and may grow rapidly, leading to unexpected failures. This risk is higher for alloys, especially at high temperatures, than for pure metals (e.g., carbon steel pipes).
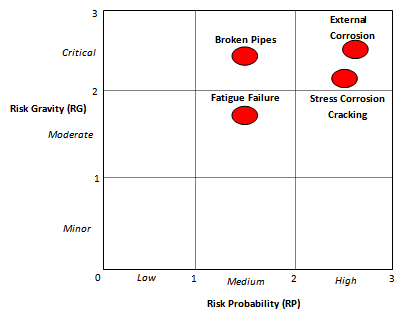 | Figure 3. Most critical piping risks |
6.2. RFID-enabled Inspection and Maintenance of Piping Systems
- The technological scenario retained, which is described in Figure 4, is designed to propose a comprehensive scenario for RFID use that will allow Firm W’s operation and maintenance (O&M) team to effectively and consistently control the four risks assessed in Figure 3. 1. Programmed RFID sensors self-forming a wireless network;2. Fixed RFID readers/gateway;3. Handheld RFID readers; 4. Programmed passive RFID tags used as an identification (ID) cards to identify each participant and track each O&M team member;5. A middleware application that can be integrated with Firm W’s maintenance management system;6. Ethernet and Internet networks that will permit communication among the different participants.
6.3. The Potential of RFID to Mitigate Piping Risks
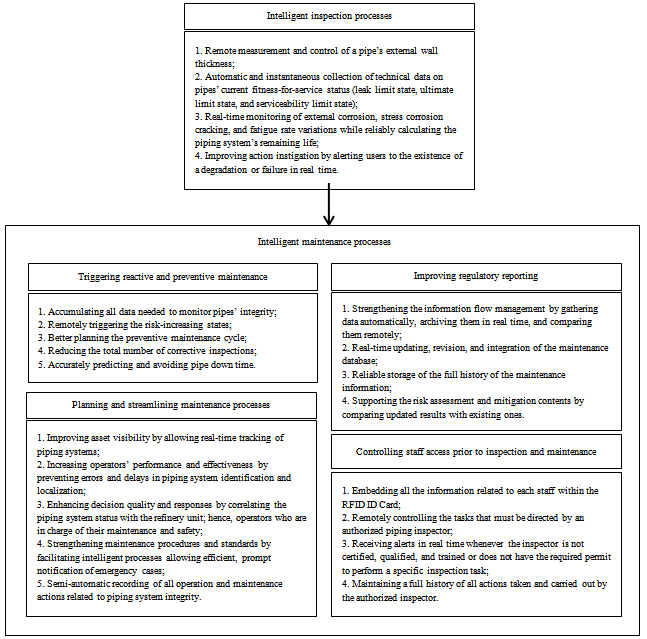
- In the context of this research, the proposed RFID system provides the most appropriate technical functionalities to anticipate, predict, control, and avert piping failures while accumulating all the necessary knowledge among a wide range of players with multidisciplinary backgrounds in the five firms (figure 5). More specifically, simply integrating these innovative systems will immediately support the automatic and semi-automatic gathering of a substantial amount of reliable, relevant data required to carry out sustainable inspection and maintenance programs and strengthen risk analysis; the outcome will be a body of knowledge used for future risk assessments. Examples of the domains that are positively affected by the advent of an RFID system and evaluated in depth in the context of this research are: (1) the remote measurement and control of a pipe’s external wall thickness and its fitness for service; the instantaneous collection of technical data on their current status (leak limit state, ultimate limit state, and serviceability limit state); fast response and action instigation in the case of any first-, second-, or third-party damages; accurate prediction and avoidance of pipe down time; better planning of the preventive maintenance cycle; and a reduction in the total number of corrective inspections. Other such domains are (2) the real-time updating, revision, and integration of the maintenance database (e.g., reliable storage of the full history of maintenance information); (3) the automatic identification of piping inspectors who are carrying out inspection or maintenance activities; and finally (4) the appropriate performance of inspection and maintenance procedures (e.g., efficient tracking of all selected pipe assets; semi-automatic report recording all inspections and/or maintenance work done; improved departmental performance).
6.3.1. Intelligent Inspection Processes
- As Figure 3 had previously shown, external corrosion, stress corrosion cracking, broken pipes, and fatigue failures are perceived as the main pipe risks. According to the operation and maintenance managers, avoiding such threats is related to a number of elements. First, the inspection operator should manually assess the pipe’s conditions. He should then gather, evaluate, and prioritize the variables underlying the pipe’s breakdown or that could potentially adversely influence the pipe’s risk. These variables can be either design-related (e.g., nominal pipe diameter and wall thickness) or environmental (e.g., external elements impacting the pipes). Concerning the assessment of the integrity of the remaining wall thickness, the inspection team relies on visual inspection of the current state of piping systems or on non-destructive testing based on ILI methods: mainly ultrasonic technology scans or hydrostatic testing during the shutdown period for major cases. These results are then compared to historical data, enabling the inspection team to make a decision concerning the continuity of pipe services. However, according to Firm W’s inspection manager and Firm X’s superintendent, the wall thickness process control and monitoring is affected by a number of issues: (1) time wasted looking up pipe designs and construction information (e.g., pipe steel size, schedule, specifications, grade, manufacturer, as-built drawing number, erection date, applicable design code, over-pressure protection logic, typical temperature, etc.) in spool sheets or CAD systems; (2) collection of inaccurate data; (3) poor judgment, in some cases, due to the lackof historical data; (4) waste of maintenance inspectors’ time during patrol tours and visual inspections; (5) offline detection of the pipe’s current state, which causes delays in case of leaks, failures, or catastrophes; etc. Thanks to the envisioned RFID system, these concerns will be dealt with and additional advantages will be gained since the RFID sensor (section 6.2) allows the real-time control of pipes’ external wall thickness. More specifically, the sensor accurately and consistently determines the wall thickness density using ultrasonic technology; thus, it is an effective means of monitoring external corrosion, stress corrosion cracking, and fatigue rate variations and alerts users to the existence of a degradation or failure in real time, hence improving emergency response. In other words, by programming business rules in the RFID middleware, a reliable calculation of the piping system’s remaining life could be determined in real time.
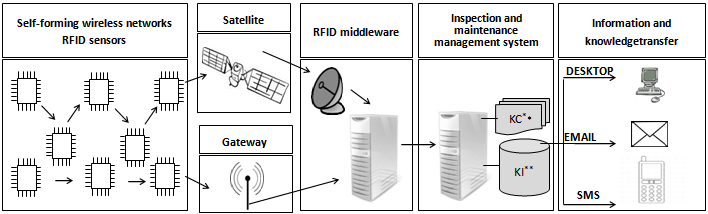 | Figure 4. Main components of the RFID-enabled inspection and maintenance of piping systems |
 | Figure 5. Most critical benefits derived from intelligent inspection processes |
6.3.2. Improving Regulatory Reporting
- Inspection and maintenance reports are perceived as valuable as they provide information on the current condition of the pipes. These reports must be continually updated with relevant data and information. According to Firm W’s authorized inspector and maintenance manager, the maintenance program relies critically on the use of data from inspections, repairs, monitoring, and maintenance collected over the life of the pipes. More specifically, all data and information used to assess the conditions and integrity of the pipe lines must be stored in an appropriate form (i.e., digital form, hard copy scan, images, etc.) that will be used first to support future risk evaluations, mitigation measures, and integrity assessments, and second, to facilitate the work of inspection, maintenance and integrity department members in respect of their administration, retrieval, update, and use by the project team concerned. However, according to Firm W’s maintenance manager, shortages related to data gathering and a lack of precision exist for some inspection and maintenance documents. According to Firm W’s operation manager, such issues (1) are time-consuming since their collection and organization require significant efforts; (2) complicate future tasks such as risk assessment or subsequent maintenance; (3) limit the knowledge transfer between experienced operators and junior ones; and (4) can even have disastrous consequences for the pipes conditions and the whole refinery’s safety. The RFID system can overcome such concerns. In fact, the RFID middleware can analyze and filter large amounts of data from the RFID tags. This ensures the accumulation of all data needed to monitor a pipe’s integrity; strengthens risk assessment and mitigation by comparing updated results with previous ones; remotely triggers risk-increasing states; reduces the time wasted looking up pipe-related information by tracking pipe updates via the maintenance database; and finally, develops an expanded historical database entailing structured, consistent, and reliable knowledge. More specifically, the RFID system can strengthen information flow management by gathering data, archiving them in real time, and comparing them remotely.
6.3.3. Controlling Staff Access Prior to Inspection and Maintenance
- According to the standards of the American Petroleum Institute and the American Society of Mechanical Engineers, on-stream inspections, repairs, modifications, and maintenance of piping systems must be directed by an authorized piping inspector. With the advent of an RFID system this task can be controlled remotely. More specifically, the site owner will be alerted in real time whenever staff members are not certified, qualified, and trained or do not have the required permit to conduct a specific inspection or maintenance task. The reason is that the ID card incorporates the affiliated inspection codes, standards, and qualifications (e.g., API570 certified), which are compared to the applicable ones for the performance of the assigned duties. In addition, the operation and maintenance department can maintain a full history of all actions taken by employees since the RFID ID card also holds specific information related to the individual, such as his/her name, status, associated department, etc., which is extremely relevant during the audit of the inspection and maintenance procedures’ compliance with standards. Participants believe that this will push inspectors and maintenance operators to be more consistent during their completion of reports.
6.3.4. Planning and Streamlining an Appropriate Maintenance Strategy
- The maintenance strategy includes planning more appropriate inspection procedures, the type and frequency of maintenance activities, hiring or training specialized maintenance staff, better labor allocation, etc. Integrating an RFID system will have major positive effects on the performance of maintenance tasks while ensuring that the appropriate procedures are followed. At present, the maintenance process follows three main blocks. First, operators must become familiar with the current status of the piping system for which maintenance is required and then examine its past history. As shown in section 6.3.2, updated results retrieved remotely using the RFID reader are reliably stored in the maintenance database in addition to prior inspection results, repair results, and inspection plans. These elements allow operators and maintenance managers to retrieve and review them whenever needed, which gives them more knowledge of the system while they evaluate the current piping status and assess the probability of future failures. The second point consists localizing in real time the current position of the piping system that requires maintenance. If the RFID system is coupled with Global Positioning System (GPS) technology as shown in Figure 4, the pinpoint location can be determined promptly by Firm W’s staff members. This functionality has many added values. It improves asset visibility by allowing real-time tracking of piping systems; enhances operators’ performance and effectiveness by preventing piping system identification and localization errors and delays; enhances decision quality and responses by correlating the piping system’s status with the specific refinery unit, and thus the operators who are in charge of their maintenance and safety; and finally, strengthens maintenance procedures and standards by facilitating intelligent processes allowing for prompt, efficient notification of emergency cases. The third point focuses on the innovative way of managing maintenance tasks and processes. Overall, participants think that, the RFID system (with the handheld RFID reader) will allow for semi-automatic recording of all operation and maintenance actions related to piping system integrity while using the handheld reader’s checklist software. This calls up the piping system specifications already embedded in the tag, inspection findings, repair or modification status, in addition to inspection dates and the employee’s name (section 6.3.3).
7. Discussion and Conclusions
- The results presented in this paper demonstrate RFID’s potential to improve pipe inspection and maintenance in a refinery to assess how RFID could mitigate such risks. RFID can transform data and information gathering into knowledge management. In an environment involving a huge number of autonomous players with varying technical skills, organizational cultures, and managerial experiences, creating, sharing, transferring, and integrating knowledge represent not only much needed requirements but also a daunting task. Results also point to the added value of RFID thatis mainly derived from its introspection capabilities: “self-conscious” intelligent objects (in this case, pipes) become easier to monitor and control. Moreover, intelligent processes are derived from the RFID system, either for inspection (e.g. remote measurement and control of pipes external wall thickness and fitness), or for maintenance (by improving regulatory reporting, controlling staff access prior to inspection and maintenance, and, planning and streamlining an appropriate maintenance strategy).The RFID-enabled inspection and maintenance management system supports both explicit and implicit knowledge.