-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
Energy and Power
p-ISSN: 2163-159X e-ISSN: 2163-1603
2015; 5(2): 25-31
doi:10.5923/j.ep.20150502.01
Investigating Peak Power and Energy Measurements to Identifying Process Features in CNC Endmilling
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLAndy Simoneau, Jonathan Meehan
Department Mechanical Engineering, University of New Brunswick, Fredericton, Canada
Correspondence to: Andy Simoneau, Department Mechanical Engineering, University of New Brunswick, Fredericton, Canada.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
Energy costs associated with manufacturing processes represent an expense currently beyond the control of manufacturers. As a result, many industries have begun to consider how to reduce energy consumption demands while still maintaining or increasing process efficiencies. All manufacturing processes have an associated energy cost. For machined parts, individual processes used to machine the overall part have measureable energy costs associated with them. Properly linking peak power and energy consumption with machining processes requires characterizing the machine tool and machining process with respect to measured power. By doing this, process specific features can be linked to elements of the resulting peak power of the machining process. Building off previous works in characterizing power consumption with respect to material removal rates (MRR), the current paper examines peak power and energy consumption during the endmilling of two standard test parts. Using direct measurement techniques and a predefined geometry of two test parts, peak power is measured for a CNC machine tool and the machine spindle. The resulting power signals are shown to be sensitive enough to be linked to process changes and process features that occur during the machining process. Power and energy data is linked to the metal cutting process and linked to the identification of process changes, with specific changes in the power measurements linked to cutter location and process features.
Keywords: Machining power, Power monitoring, Energy consumption, Metal cutting
Cite this paper: Andy Simoneau, Jonathan Meehan, Investigating Peak Power and Energy Measurements to Identifying Process Features in CNC Endmilling, Energy and Power, Vol. 5 No. 2, 2015, pp. 25-31. doi: 10.5923/j.ep.20150502.01.
Article Outline
1. Introduction
- Recent reports have shown the manufacturing sector to account for as much as 30% of the energy used in the United States [1]. Public awareness has begun to put emphasis on more environmentally friendly production practices as the impact of continued industrialization and growth becomes more apparent. Social pressures and the growing costs of energy generation have caused manufacturers to become more interested in understanding and quantifying the impact of power and energy. Of course the intent relates to their specific manufacturing or machining processes, with the goal of ultimately improving energy efficiency. The first step to increasing energy efficiency is to obtain an understanding of the process energy consumption characteristics for specific machining practices. This can be achieved by using very specific machining processes and monitoring the overall machine tool (MT) power along with other components such as the machine spindle and possible the feed drives and other auxiliary equipment. The results from the peak power measurements can then be related back to the machining processes and specifics of the machining process derived from the resulting power signals and energy analysis.The aim of the research presented in this paper is use direct peak power measurement of the total machine tool and machine spindle to identify process conditions and potential process outcomes. Changes in the cutting process as a result of intermittent cutting are used as a basis for determining the suitability of peak power and spindle power signals as an effective tool for identifying process changes and potential impact of tool cutter path. Only the endmilling process on a 3-axis CNC milling machine is highlighted in the current work. However, use of identical techniques and methods for monitoring other MT elements and the total power draw of the MT over the course of an entire production cycle is plausible.
2. Literature Review
- Early studies conducted in the 1980’s, by De Filippi et al. [2], found that the largest loss of efficiency in machining was due to underutilization of the machine tool (MT). As a result, researchers focussed their efforts on developing models to predict and assess the energy consumption characteristics of various MTs. Avram and Xirouchakis [3] developed a program to predict the mechanical energy requirements of the spindle and feed axis drives in machining based on computer aided design and manufacturing (CAD/CAM) part files. The program utilized tool path information, tool geometry, and cutting parameters to mathematically calculate the theoretical and mechanical energy required to generate the desired part. The major limitation to this method is that mechanical power requirements differ from the electrical power requirements, and the model could not account for electrical or mechanical losses in the system.Using the theory of specific energy consumption (SEC), Kara and Li [4] developed an empirical model to predict energy consumption in MTs. SEC is defined as the energy consumption required by a MT to remove 1 cm3 of material, which is dependent on material removal rate (MRR) and the workpiece material itself. The SEC method does not take into account the energy consumed outside of the cutting process (i.e. setup, standby, positioning, and coolant), but Kara estimated these processes to be less than 10% of the total process. The model is MT specific and highly dependent on process parameters (i.e. feedrates, cutting speeds, etc.), which could limit its practical large-scale implementation. The work was further developed by Diaz et al. [5] to incorporate energy consumption predictions for tool paths with varying MRR. Diaz reported that the model obtained an average accuracy of 97.4%, but the model still neglected energy consumptions that occur outside of the cutting process. Bi et al. [6] developed energy consumption prediction models, and used them to reduce power consumption and obtain an optimal set of machining process parameters. More recently, a surface roughness prediction model has been added, as an input to the previous model to obtain a minimum level of surface quality. The results were highly MT and process specific which limits their ability to be practically implemented [7]. Rather than developing predictive or idealized models, recent research has focussed on actively monitoring energy or power consumption. Most of these monitoring techniques decompose the power signal into variable and constant components, with some techniques including sub-components associated with process status (i.e. setup, standby, etc.) [8]. One such technique, developed by Behrendt et al. [9], compares the energy consumption of various MTs by measuring the power consumed to produce a standard test part. The power signal is decomposed into three components: idle, run-time, and production. The idle and run-time components are constant energy draws associated with the initial powered state of the machine and the auxiliary systems used during cutting respectively. The production mode is the variable energy signal associated with the actual material removal process and is dependent on the load being placed on the machine. With a standardized procedure developed and performed on several MTs, the average power consumptions of each MT were compared. The power consumption varied greatly and it was concluded that a standard practice of assessing and publishing MT energy consumptions, would be beneficial to the industry. An online energy consumption and efficiency monitoring method for turning, which measures the input power to the MT only was developed by Hu et al. [10]. Decomposing the power signal into its constant and variable consumption components, the constant energy consumption was determined in advance of any operations and stored in a database, while the variable components were estimated using the spindle power signal, measured in real-time. It was concluded that reducing the MT idle time and optimizing cutting parameters to minimize cutting time would reduce energy consumption. Power consumption of a MT under drilling, face/end milling, and deep-hole drilling conditions to assess the potential reductions in energy consumption was examined by Mori et al. [11]. It was found that by utilizing the maximum practical values for cutting conditions and effectively reducing the process time, a reduction in power consumption in both drilling and milling could be realized.In 2011 the state of energy efficiency research versus energy consumption challenges faced by industry was examined. The comparison found a wide gap between what academic and research literature was able to address and report versus what industry could actually implement. The comparison highlighted the importance of integrating enhanced management with energy efficiency concepts and technical considerations, and it was suggested that further research be based on collaboration between industry and academia [12].Characterisation of the endmilling process for AISI 1045 steel has been initiated to some degree in terms of the relationship of spindle power to MRR [13]. The total power of the machine tool has also been correlated with the spindle and MRR rates in order to better understand how parameters can be adjusted to improve both the energy consumption and endmilling process efficiency [14]. The use of similar techniques and methods for monitoring other MT elements and the total power draw of the MT over the course of an entire production cycle is plausible. It is anticipated that the information obtained could serve as a critical piece of a much larger framework which could ultimately be incorporated into various process improvement techniques, or energy aware scheduling systems, which are currently being developed [15-18].
3. Experimental
3.1. Machining Test Overview
- In order to evaluate the suitability of using direct power measurement to identify process changes and phenomena during the cutting process a series of basic endmilling operations were used to produce two standard test parts. The machining operations used a 3/8”, 4-flute carbide endmill on an Okuma ES-V4020 3-axis CNC machine center. The workpiece material was normalised AISI 1045 steel. Both the total machine power and the spindle power were measured using a Load Controls PH-3A Power Cell and data acquisition system with a custom LabView program interface.Prior to deciding on a machining test part geometry, consideration was given on what process changes and or features could be identified based on machine tool and spindle power readings exclusively. In order to keep the machining programs simple, straight line cuts would be employed that only relied on a single axis of motion at an instant in time. It is very uncommon to see a change in a machining speed or feedrate during a straight line cut, but cutting tool entry and exit as the tool breaks out of a workpiece are common, unique events that could be used identifiers of changes in the cutting process. As a result, intermittent cutting will be considered in the machining experiments. The power data from the machine tool and the spindle itself will be analysed not only to examine its suitability as a tool for identifying process changes, but also its viability as a tool for identifying process and part specific features that may result from the machining process such as small burrs or variability in cutting as a result of machining cuter path.
3.2. Test Part Geometries
- The first test part used a series of full slotting operations to produce a cross-hatched pattern as shown in Figure 1. In all of the machining tests the cutting speed, feedrate, and radial immersion of the endmill was kept constant. The cutting speed was set to 75 m/min, the feedrate was set to 0.05 mm/tooth, and the radial immersion of the endmill was set to 100% (full slotting operation). The axial immersion was set to 0.5, 1, and 2 mm depending on which slot was being machined.
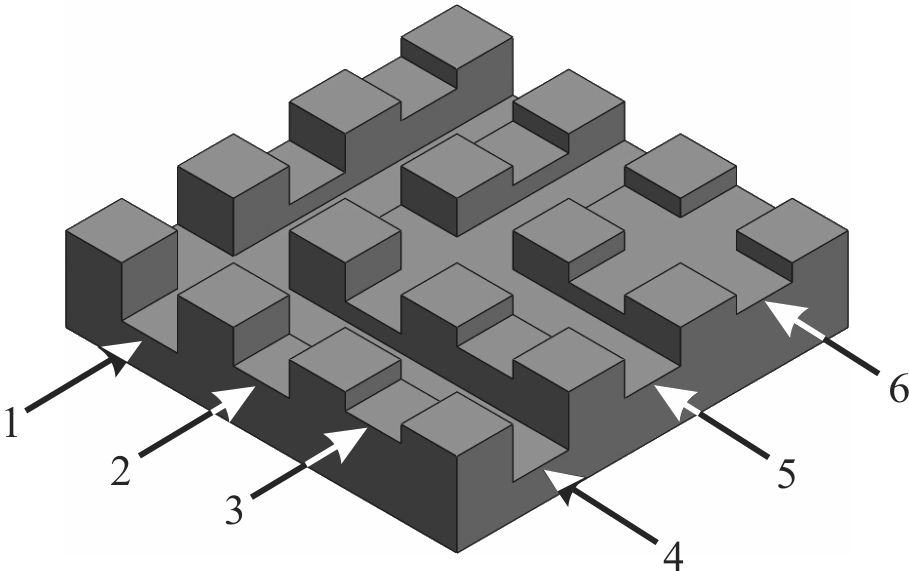 | Figure 1. First test part geometry with cross-hatch pattern. The direction of cutting is indicated by the arrows |
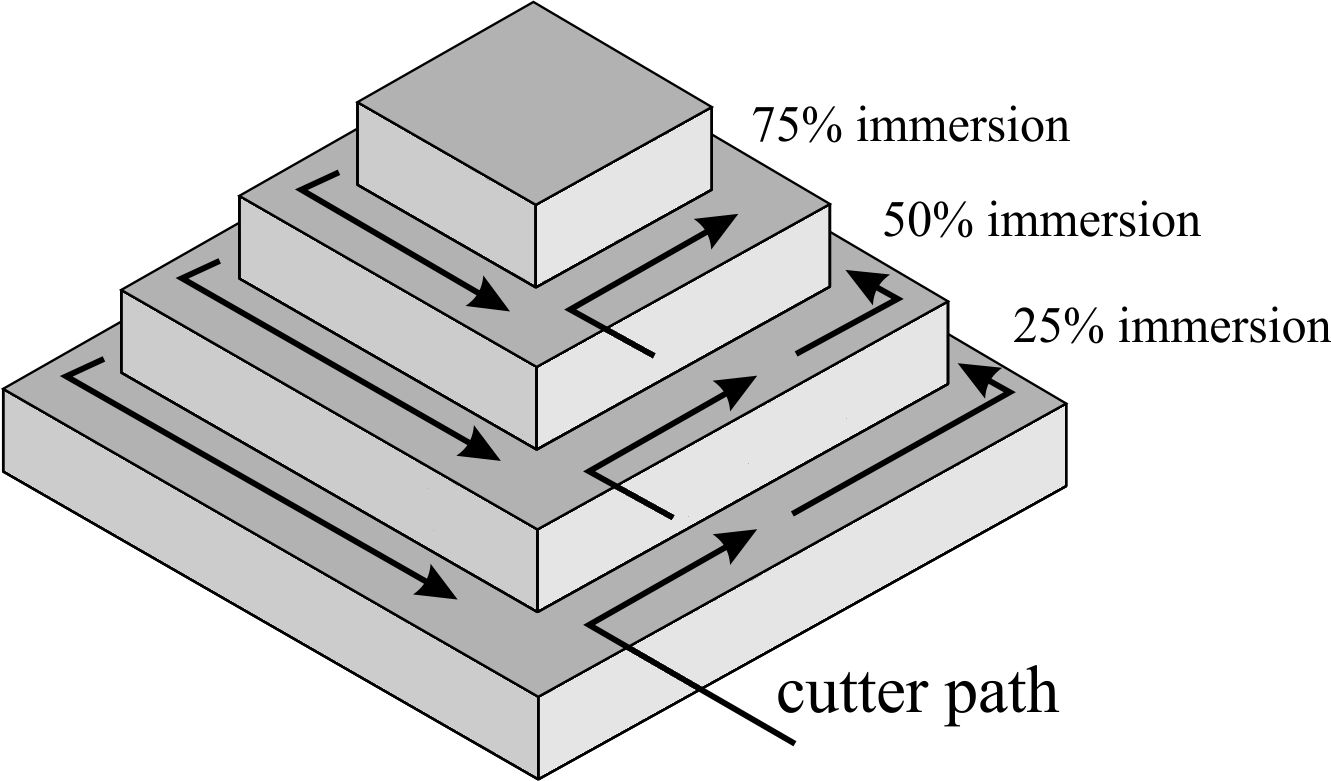 | Figure 2. Second test part – pyramidal shaped boss. Cutter path and immersions are indicated |
4. Results and Discussion
- Both parts after machining are shown in Figure 3. The cross-hatched test part on the right side of the image was machined from the same material test block as the second test part, on the left. For the cross-hatched test part the deep slot was cut first and the axial depth decreased, while for the square pyramid the machining paths started at the top of the pyramid and proceeded downward.
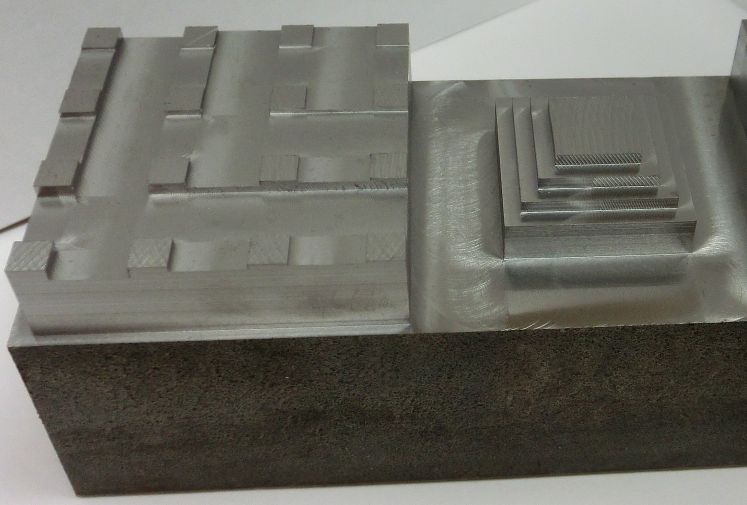 | Figure 3. Final part after completing the machining tests. Both geometries were machined from the same test block |
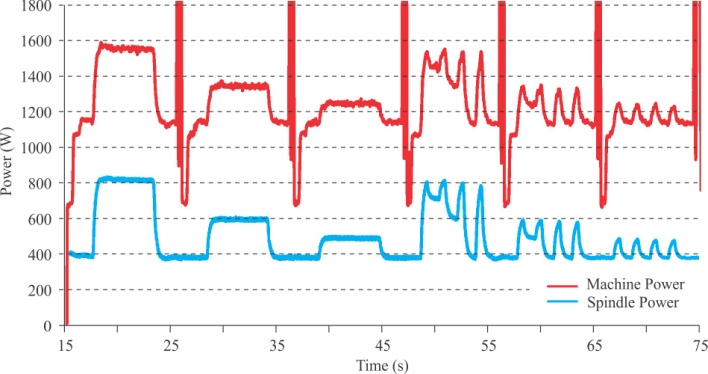
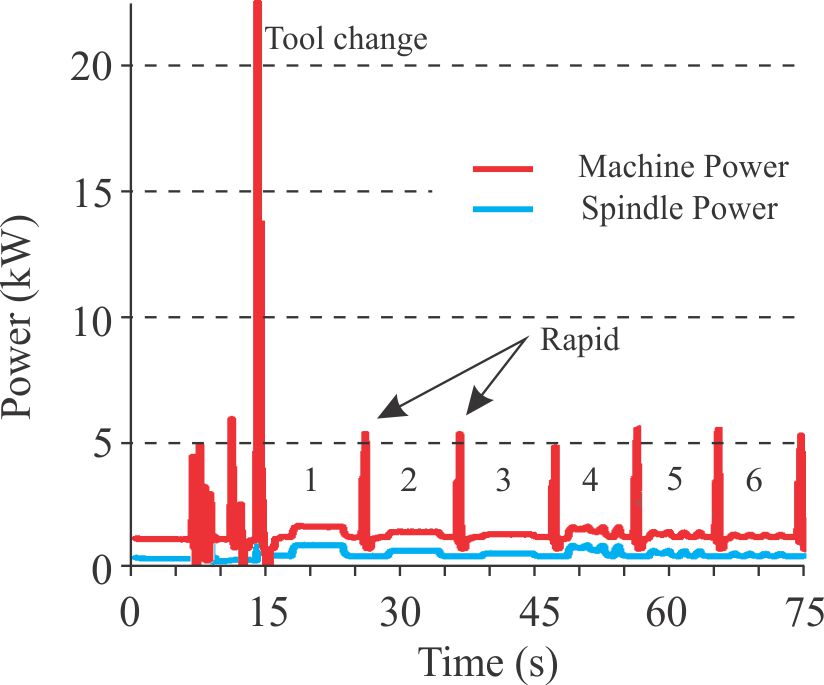 | Figure 4. Total machine and spindle power measurements during machining of the first test part geometry |
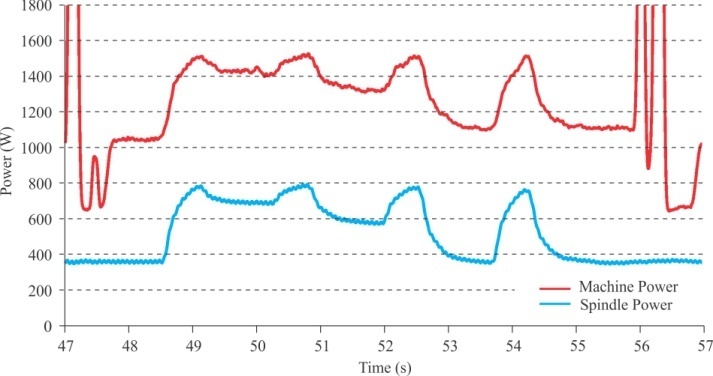
 | Figure 5. Closer examination of the total machine and spindle power measurements during the cross-cutting operations from the first test part geometry |
 | Figure 6. Total machine and spindle power measurements during first slotting operation |
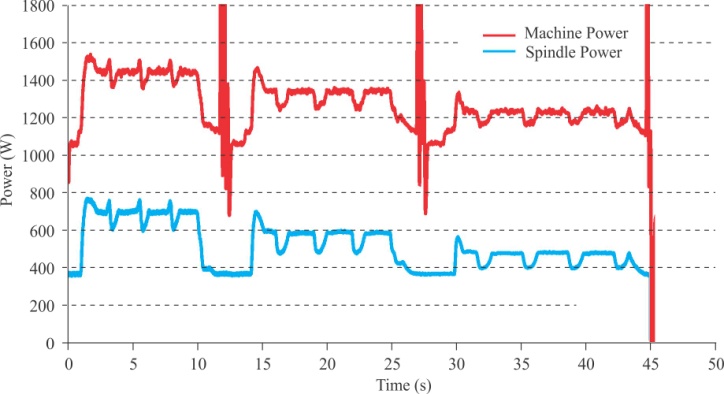 | Figure 7. Total machine and spindle power measurements when machining the second test part |
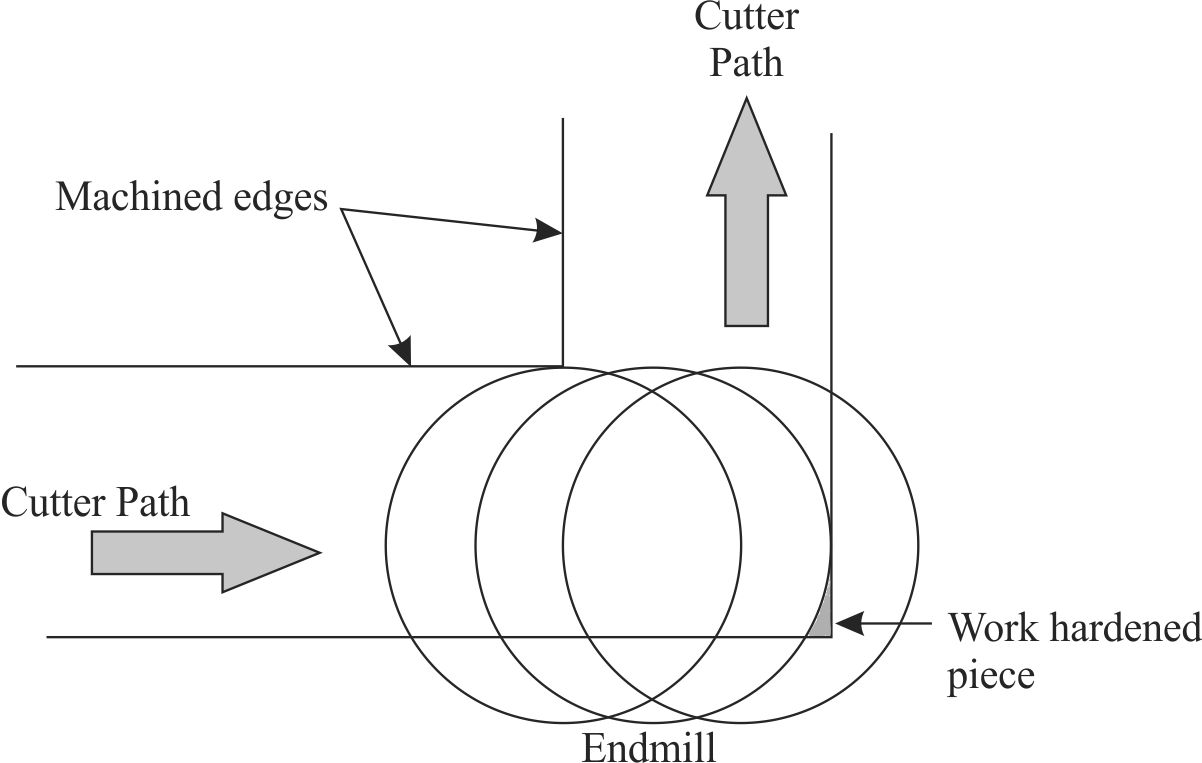 | Figure 8. Endmill cutter path and the resulting work-hardened material that forms as a result of cutter path, tool geometry, and workpiece material behaviour |
5. Conclusions
- By directly measuring peak power of a machine tool and machine spindle, the resulting power signals can be used to identify specifics about the machining process. In particular, if the underlying power signals for a given process are already known, then it could be possible to use the power signals from a production process to identify individual stages throughout the part production process. Tooling changes and machining rapids can all be used to identify different points in the machining process. Variations in cutting conditions as a result of tooling breakout, or interrupted cutting are all easily identified using the peak power signal of either the machine tool or the spindle alone. Timing may also be used to link the peak power measurements to specific cutting stages when the cutter path and process are known ahead of time.Tool path has a dramatic impact on any peak power measurement of the machine tool or spindle which is expected given its relationship to MRR in endmilling. Given the sensitivity of the peak power measurements to cutter path, it is possible that peak power measurements could be used to verify tool paths during cutting. Results from the current machining tests revealed small peak energy spikes related to unintentional radial immersion increases during entry of the endmill into the workpiece material. Peak power spikes were also linked to the formation of small work-hardened volumes being removed as the endmill exits the workpiece material, similar to the formation of burrs. The current results are machine, workpiece material, and cutter specific; however peak power measurements could be a useful tool for analyzing the machining process changes and features, and for identifying machined part features. The current work highlights the requirement to use proper machining parameters. Burr formation, surface integrity of the machined part, and cutter path can influence the overall energy requirements of a machining operation and a machined part.
ACKNOWLEDGEMENTS
- The authors would like to acknowledge the support of the New Brunswick Innovation Fund (NBIF) for their financial support of this research.