-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
Energy and Power
p-ISSN: 2163-159X e-ISSN: 2163-1603
2013; 3(5): 85-90
doi:10.5923/j.ep.20130305.02
The Impact of Machining Parameters on Peak Power and Energy Consumption in CNC Endmilling
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLAndy Simoneau, Jonathan Meehan
Department Mechanical Engineering, University of New Brunswick, Fredericton, E3B 5A3, Canada
Correspondence to: Andy Simoneau, Department Mechanical Engineering, University of New Brunswick, Fredericton, E3B 5A3, Canada.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
Machining in a production environment commonly relies on trying maximizing material removal rates (MRR). This is done at the expense of increased peak power loads on the machine tool and machine spindle, and at the expense of potentially increasing energy consumption. To begin to develop an understanding of the relationship between peak power and energy consumption with machining parameters, spindle and total machine tool power are measured directly during a series of dry and wet endmilling tests on a 3-acis CNC milling machine. Cutting speeds, feedrates, and endmill immersions are varied and the resulting peak power measurements analyzed. Increasing any one of these parameters increases MRR and the peak power loads of the spindle and machine tool. However, the actual energy consumption varies widely for each parameter and in some cases such as when we increase feedrates, can actually decrease dramatically. The results of the direct measurements are presented and discussed as they relate to metal cutting.
Keywords: Spindle Power, CNC Machining Power, Energy Management, Energy Consumption, Machining
Cite this paper: Andy Simoneau, Jonathan Meehan, The Impact of Machining Parameters on Peak Power and Energy Consumption in CNC Endmilling, Energy and Power, Vol. 3 No. 5, 2013, pp. 85-90. doi: 10.5923/j.ep.20130305.02.
Article Outline
1. Introduction
- Recent reports have shown the manufacturing sector to account for 23% of the energy used in Canada[1], and as much as 30% of the energy used in the United States[2]. Increasing energy costs, environmental awareness, and continued pressure to reduce cycle times and costs have caused manufacturers to consider environmental practices and energy consumption as it relates to their facilities and specific processes. Power measurement is not new to metal cutting, motor power consumption has been used to assess and predict tool wear and fracture as an alternative to using force measurement. Mannan et al.[3] and Cuppini et al.[4] were two of the first groups of researchers to actively monitor machine tool power in turning and milling, respectively, concluding that power signals are highly effective at detecting tool breakage, but reasonably insensitivity to continual tool wear. Several studies have examined the drilling process. Choi et al.[5] used feed motor current, Kim and Ahn[6] focussed on signals from the machine tool control unit, and Li and Tso[7] measured the motor current signal externally to predict drill failure. A similar approach has also been taken by Patra et al.[8] to examine flank wear, and coupled with acoustic signal processing, has been used to detect tool wear and breakage[9].One of the first studies to examine energy usage of computer numerical controlled (CNC) machines was done by Filippi et al.[10]. This study found that the largest loss of efficiency in machining was due to machine under- utilization. Following this early study, several researchers focussed efforts on developing models to predict energy consumption of various machine tools. From computer aided design and manufacturing (CAD/CAM) data, Avram[11] developed a program to predict energy usage requirements based on tool path information, tool geometry, and cutter parameters. Electrical and mechanical losses are difficult to determine and as such, difficult to integrate into this approach. As well, machine characterisation would be necessary to properly analyse each process.Using Specific Energy Consumption (SEC) theory, Kara [12] developed an empirical model to predict energy consumption in machine tools that was dependent on MRR and workpiece material properties. The approach considered energy consumption in the cutting process exclusively. Use of empirical models is limited however without considering the cutting mechanics, tool behaviour, and the actual machine tool itself. The mechanics of the machining process can be broken down such that the cutting power can be estimated, but these formulations would be highly inaccurate as the cutting tool wears, process parameters change, material dynamic behaviours change, or there are changes in the machine tools used or machine tool performance due to maintenance. To have a better degree of accuracy, each machining process for a specific workpiece material would have to be considered and an empirical formulation used for each case which has not been done to date.Peripherals associated with time for setup, standby, positioning, and coolant, were ignored. Diaz et al.[13] furthered the work by predicting energy consumption for tool paths with varying MRR. While they reported an average accuracy of 97.4%, the approach again neglected energy consumption outside of the metal cutting process. Developing an energy prediction model Bi et al.[14] used their predictive model to reduce power consumption and produce an optimal set of machining process parameters, adding a surface roughness prediction model to this approach to obtain a minimum level of surface quality[15]. The approach and results are very machine tool specific.The previously mentioned works focussed on predictive and in some cases idealized modelling of power consumption. In recent efforts to use active approaches for monitoring of power consumption, Weinert et al.[16] demonstrated that the power signal from the machine tool could be decomposed into constant and variable components. Using a standard test part Behrendt et al.[17] compared the energy consumption of various machine tools and noted a substantial difference between machine tools, concluding that a standardized practice for assessing and publishing machine tool energy consumption could be beneficial. Hu et al.[18] examined CNC turning, measuring input power only of a machine tool. Mori et al.[19] looked at deep-hole dripping, face and endmilling, and drilling operations. They found that by reducing processing times (maximizing MRR), a reduction of power in milling and drilling could be realized. From ball end milling experimentation, Oda concluded that to minimize energy consumption it is necessary to maximize the undeformed chip thickness[20].While there is a recognized need for energy efficiency in manufacturing, a review of energy efficiency research in 2011 revealed a wide gap between what academic researchers have reported versus what industry can implement[21]. Modelling energy consumption mathematically, Mativenga and Rajemi[22] noted an apparent synergy between energy consumption and production cost. Similarly, He et al. concluded that energy consumption could an effective input to multi-objective process planning procedures[23, 24]. For the current work, the spindle and the total machine tool power are directly measured for a series of endmilling experiments which has not been done to date in any of the literature. The impact of different cutting parameters as it relates to spindle and machine tool power consumption with respect to changes in MRR is presented and discussed.
2. Experimental
- A defined set of endmilling experiments using a 3/8" diameter, 4-flute, carbide endmill, were conducted with the intent of directly measuring the power (in Watts) consumed by the machine tool and the machine spindle during machining. The impact of changing machining parameter such as cutting speeds, feedrates, and depths of cut, will be analysed and presented with respect to MRR which is a primary motivator for adjusting machining parameters in the first place. The endmilling tests were carried out on an Okuma 4020 vertical milling machine and the same AISI 1045 steel workpiece was used in all of the machining trials.In the first series of endmilling tests, the volume of material removed was kept constant and spindle speeds and feedrates varied from 75 to 100 m/min and 0.025 to 0.05mm/ tooth respectively. With a constant volume, changes in speeds and feedrates translate into a change in MRR. In the next series of cutting tests, cutting time was kept constant and the axial and radial immersions of the endmill during cutting were varied from 0.25 to 2.0 mm and 25 to 100% (full slotting), respectively. By varying immersions and holding cutting speed and feedrate constant the volume of material to be machined would vary while holding process time constant, again leading to a change in MRR. These variables as they relate to the endmilling operation are shown in Figure 1. All cutting tests were first done dry and then repeated with coolant.
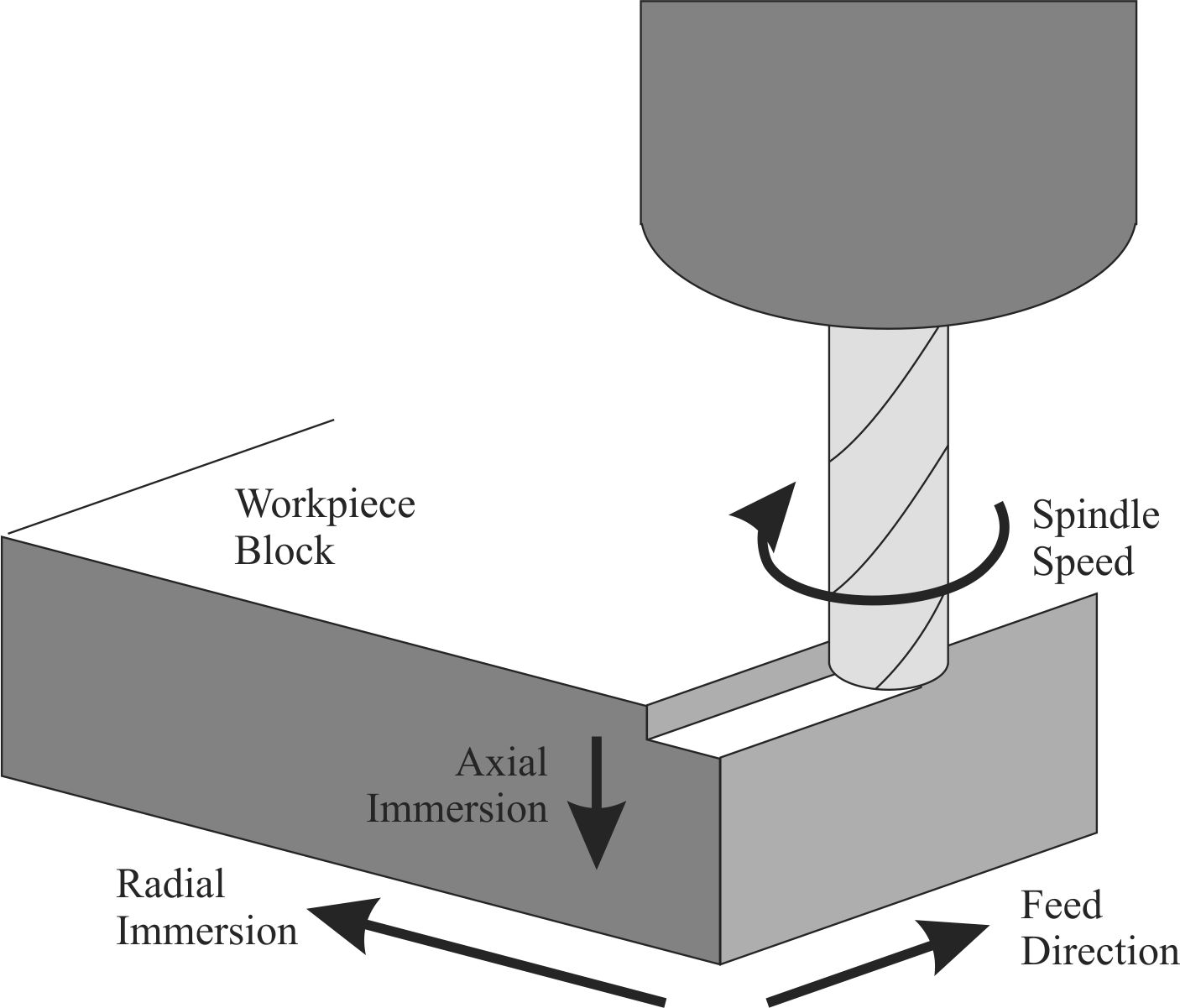 | Figure 1. Overview of the endmilling process and process parameters |
3. Results and Discussion
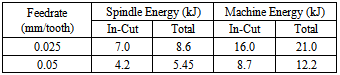
- From the series of constant volume and constant cutting time endmilling tests, the directly measured spindle and machine tool power was recorded. Results from each series of cutting tests are presented and discussed. While direct measurement of the power signals has been measured in Watts (W), as a result of the short machining cycle times, energy consumption has been calculated in kilojoules (kJ), rather than total power consumption which takes the form of a kilowatt-hour (kWh).
3.1. Increasing Speeds and Feedrates
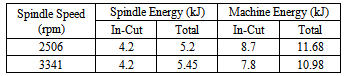
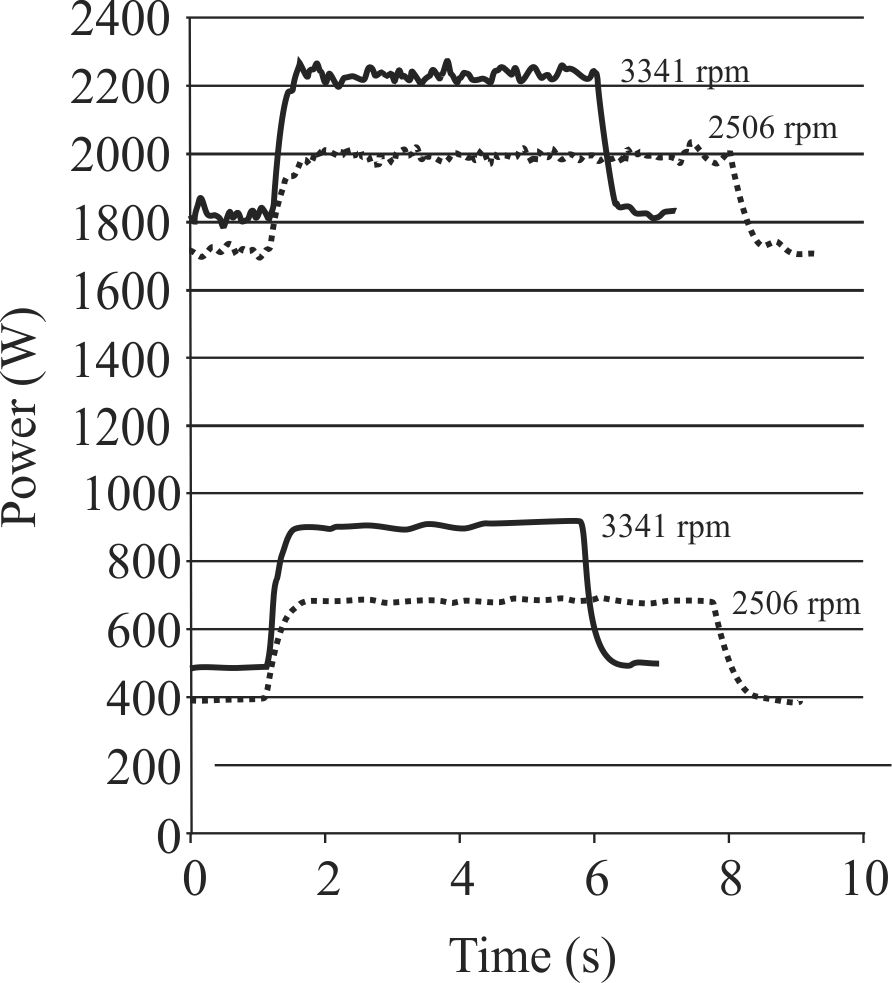
- Holding all other cutting parameters constant, an increase in spindle speed leads to a direct increase in MRR, and an increase in spindle and machine tool power draw as shown in Figure 2. Increasing the spindle speed from 2506 rpm (cutting speed of 75 m/min) up to 3341 rpm (cutting speed of 100 m/min), there is a substantial increase in peak power levels during cutting and non-cutting, and power consumption during cutting and non-cutting.The non-cutting time in any process will typically be minimized, but it is worth noting that during non-cutting the spindle draws 400 W at the lower speed and 500 W at the higher speed as shown in the two lower power signals in Figure2. This 100 W difference during non-cutting is also observed for the machine tool power or the two top most signals in Figure 2. The energy consumed by the spindle during these non-cutting time periods is 1.0 kJ and 1.25 kJ at the two prescribed spindle speeds. The peak machine power levels during non-cutting were 1150 W and 1250 W which equates to an energy draw of 2.875 kJ and 3.125 kJ for the two spindle speeds.
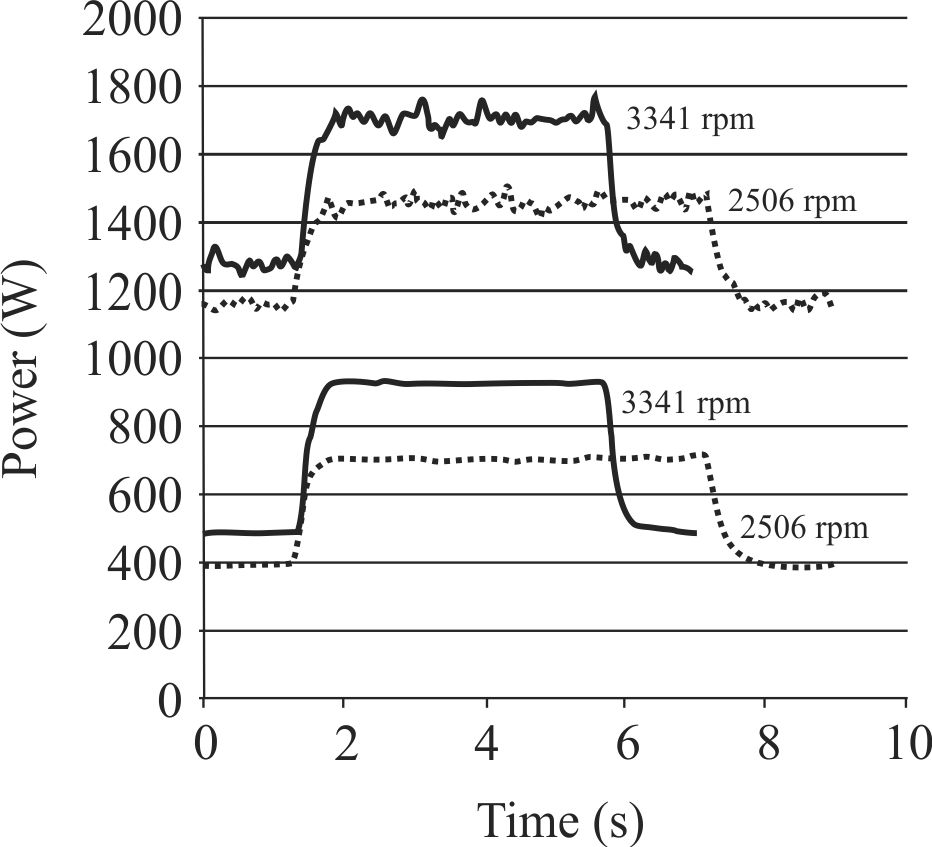 | Figure 2. Measured machine power (top most curves) and spindle power (lower two curves) for different spindle speeds. Full slotting operation, axial depth, a=1 mm, and feedrate, f=0.0.5 mm/tooth |
|
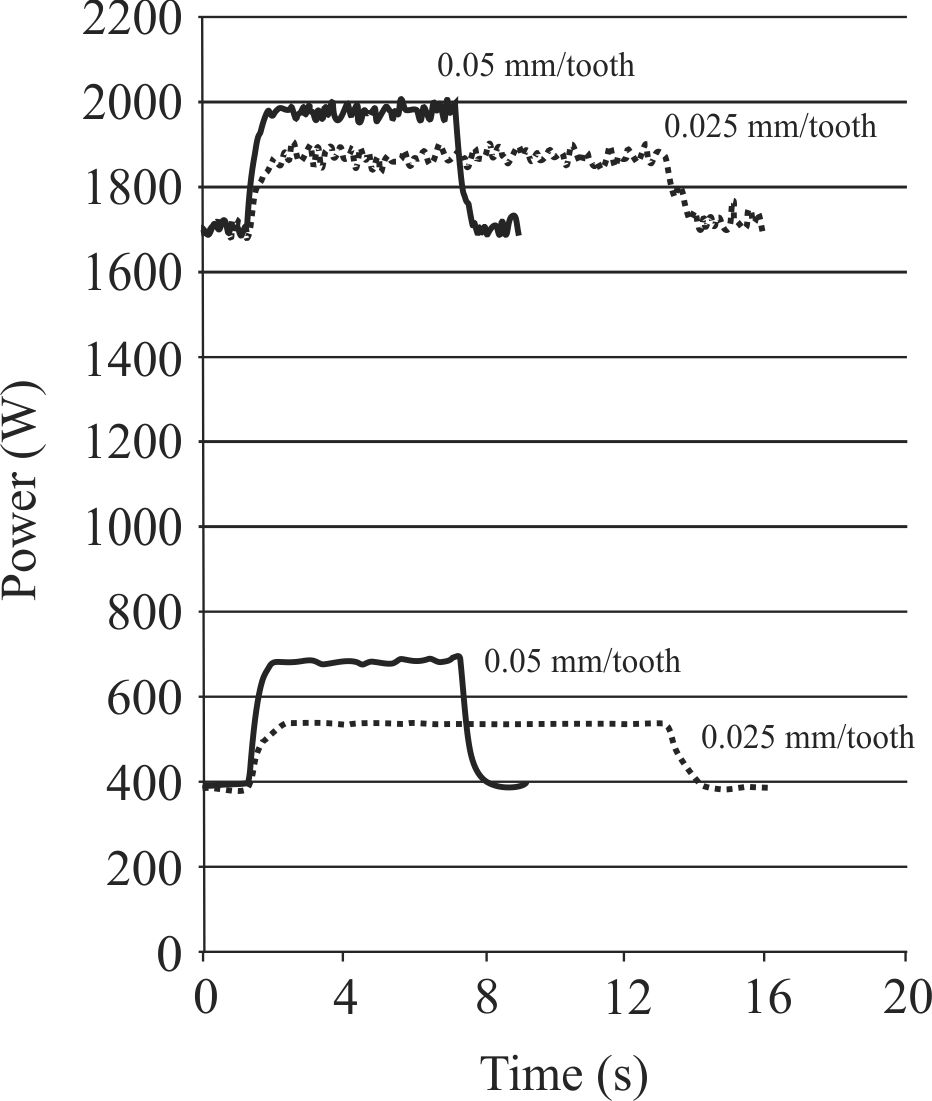
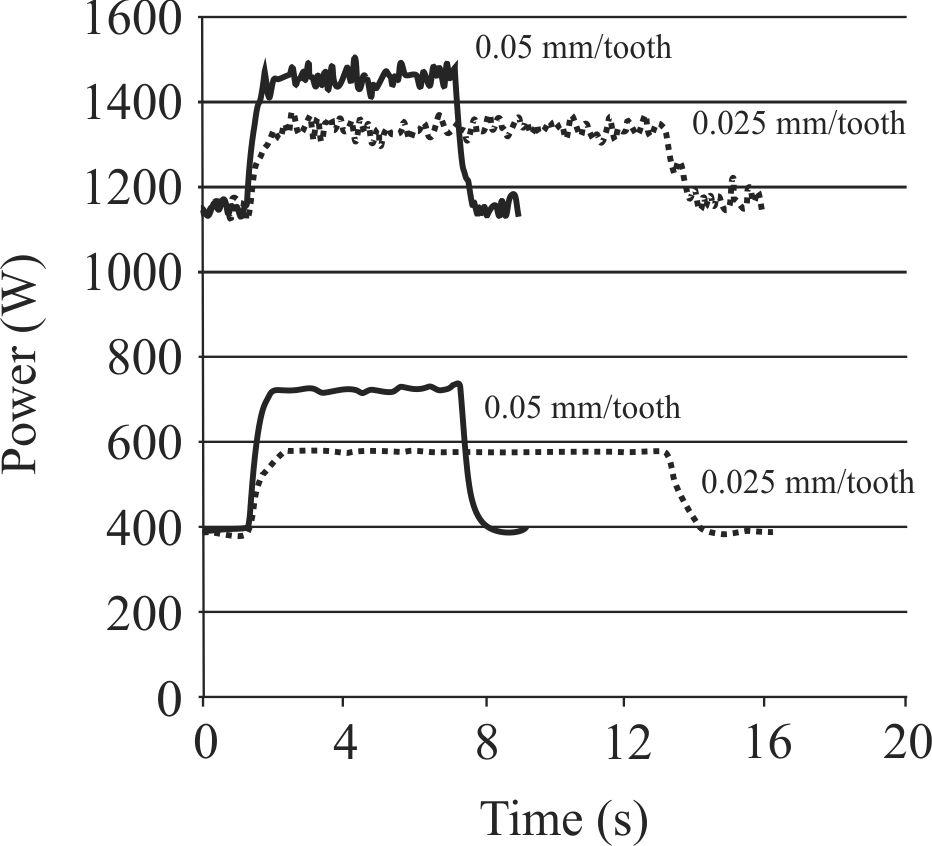 | Figure 3. Measured total machine power (top most curves) and spindle power (lower two curves) for different machine feedrates. Full slotting operation, axial depth, a=1 mm, and cutting speed is 2506 rpm |
|
3.2. Radial and Axial Immersion
- For the constant cutting cycle time tests, radial and axial immersions were varied to increase MRR during endmilling. Increasing the radial and axial immersion of the endmill leads to an increase in the peak spindle and machine tool power is shown in Figure 4 and Figure 5 as a result of the increased load on the cutting tool. Increasing the radial immersion (and subsequently the MRR) by 300% leads to a spindle power consumption increase of approximately 54%. Increasing the axial immersion by 700% leads to an increase of approximately 50% in spindle power consumption. A substantial increase in MRR can be realized with a relatively small increase in power consumption.
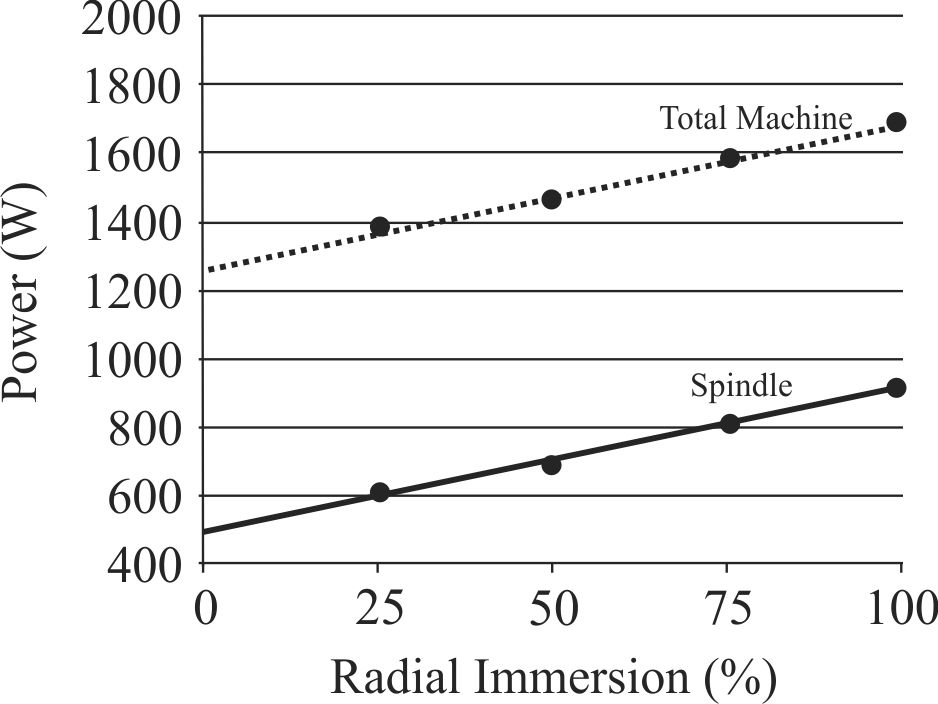 | Figure 4. Total machine and spindle peak power measurements for different radial immersions. Spindle speed is 2506 rpm and the feedrate is 0.05mm/tooth |
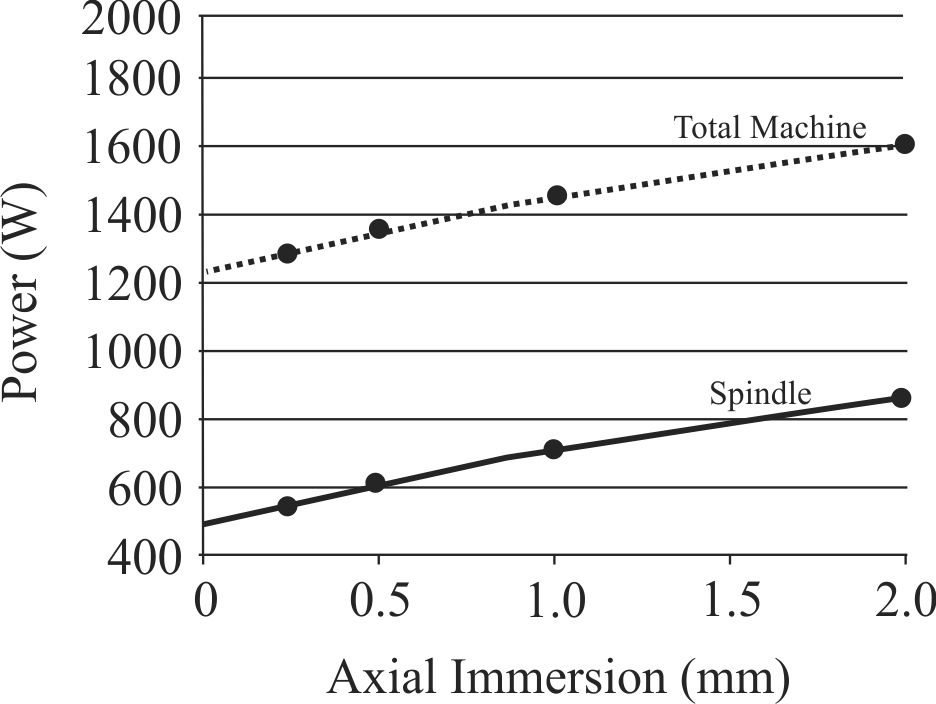 | Figure 5. Total and spindle power measurements for different axial immersions. Spindle speed is 2506 rpm and the feedrate is 0.05mm/tooth |
3.3. Impact of Using Coolant
- The auxiliary systems associated with coolant have been ignored in previous work, but coolant can be beneficial to the cutting process, improving cutting performance and tool life. A comparison of the results from Figure 2 with Figure 6, and Figure 3 with Figure 7 highlights that there is no change in the peak power requirements of the spindle during the non-cutting stages of the experiments irrespective of the presence of coolant which is expected. However, when comparing the cutting portion of the measured peak power, the use of coolant leads to a decrease of 50 W in the peak power required by the spindle. This slight decrease is a result of the coolant acting as a lubricant during the cutting process and subsequently reducing cutting forces.The reduction in peak spindle power as a result of the use of coolant may be more relevant for finishing operations such as those used in the current study where peak spindle power increases may only be 200-300 W, as compared to roughing operations which could exceed 1 kW. The reduction in peak spindle power however is negligible compared to the subsequent impact on the peak power of the machine tool overall as shown in Figure 6 and 7. With the addition of coolant to the cutting process, there is a peak power increase of an additional 500 W.
 | Figure 6. Measured machine power (top most curves) and spindle power (lower two curves) for different spindle speeds. Full slotting operation, axial depth, a=1 mm, and feedrate, f=0.0.5 mm/tooth with the use of coolant |
 | Figure 7. Measured total machine power (top most curves) and spindle power (lower two curves) for different machine feedrates. Full slotting operation, axial depth, a=1 mm, and cutting speed is 2506 rpm with the use of coolant |
4. Conclusions
- From direct power measurement of the spindle and machine tool during endmilling tests, the impact of different machining parameters on peak power and energy consumption of the total machine tool and machine spindle for a 3-axis CNC milling machine was examined. Increasing spindle speeds (cutting speed), feedrates, and tooling immersions leads to an increase in MRR. This leads to an increase in peak power of both the spindle and the machine tool, but the impact on energy consumption is not universal. Increased spindle speeds and feedrates increases MRR and can actually lead to an overall energy consumption decrease. By increasing immersions, substantial increases in MRR can be realized with only a small relative increase in energy consumption. The current results are machine tool, workpiece material, and cutter specific, but the process and methodology used can be replicated on other machine tools. An analysis of the impact of individual cutting parameters does not allow for a comprehensive conclusion to be drawn regarding optimal cutting conditions to minimize peak power and energy consumption; however it does represent a practical starting point for power analysis in metal cutting. For manufacturers with standardized product lines, this approach could be implemented quickly, and could be useful in identifying potential energy and cost savings measures.
ACKNOWLEDGEMENTS
- The authors would like to acknowledge the support of the New Brunswick Innovation Fund (NBIF) for their financial support of this research.