-
Paper Information
- Next Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
Energy and Power
p-ISSN: 2163-159X e-ISSN: 2163-1603
2012; 2(5): 81-88
doi: 10.5923/j.ep.20120205.01
Optimizing the Use of Musa spp. Waste in the Design of an Ethanol Production Plant
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-Text HTML
Full-Text HTMLKen Aldonza , Richard Blanchard
School of Electronic, Electrical and Systems Engineering, Loughborough University, Loughborough, LE11 3TU, United Kingdom
Correspondence to: Richard Blanchard , School of Electronic, Electrical and Systems Engineering, Loughborough University, Loughborough, LE11 3TU, United Kingdom.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
There is much in the scientific literature regarding the energy value of bioethanol, whether it is sustainable as a transition fuel and what impacts the production could have on food resource availability. This paper addresses these issues through the development of an energy self-sufficient ethanol plant. The plant utilizes waste Musa spp (banana) as the feed stock thereby making no additional demands food production. Solar energy and bioenergy provide thermal and electrical inputs to the process. The energy return on investment for this plant was calculated and a financial model drawn up to determine the economic feasibility of the plant. In one scenario, the operational cost of ethanol production is £0.39/litre with a profit before tax of £44,000 per year for a 460,000 litre facility. This scenario results in a maximum selling price for ethanol of £0.45/litre at an IRR of 11% for a 15 year operation which is comparable to current petrol prices. Furthermore, the process used is very simple and appropriate for small developing countries. The study focuses on the island of St. Lucia which is a banana producing state in the West Indies and concludes that establishment of an ethanol plant is possible with the right financial support with the benefit of reducing imports of petroleum products, improving the balance of payments and creating employment.
Keywords: Ethanol, Process Model, Financial Model, Bioenergy, Anaerobic Digestion, Energy Ratio
Article Outline
1. Introduction
- St Lucia is an island in the Caribbean whose majority of transport and electrical energy requirements are met through imports of foreign petroleum products. Any ability to reduce this dependence will provide benefits of reduced foreign exchange expenditure, increased energy security and a strengthened economy. There has been considerable interest in the potential for the use of ethanol as a biofuel, for example[1]. It is envisaged that St. Lucia’s ethanol could be used in a 10% blend with petrol known as E10. Use of E10 petrol would require no modifications to existing vehicles[2], however, ethanol handling infrastructure will have to be installed at fuel depots to allow side stream blending[3]. Blending at the storage depots on the island is preferred as it would be cheaper and facilitate easier logistics. St. Lucia has a long established banana industry which supplies the United Kingdom and neighbouring countries in the Caribbean. Exports vary depending on climatic conditions and since 2001 have ranged between 30,000 and 48,000 tonnes bringing an annual revenue of between XCD$41-58 million[4]. However, the estimated reject rate for St Lucia’s bananas is 5% to 10% of production[5]. Approximately 7% of the rejected fruit has been sold into the domestic market according to the figures published in[5] with the remainder becoming waste. If this waste fruit can be procured and ripened, it can be fermented into ethanol.When ripened green banana starch is converted to reducing sugars and sucrose, at 33.6% and 53.2% respectively[6]. Subsequently, if batch fermented, this has been shown to yield 0.07 litres of ethanol per kg of ripened banana feedstock without the use of hydrolyzing enzymes[7]. This compares favourably with sugar cane ethanol which yields 0.0726 litres per kg of sugar cane[1]. Bananas take around 6 days[8] to ripen at average ambient temperature of 28ºC[9] in St. Lucia. It has been reported in the literature that the ratio of energy, RE, in a unit volume of ethanol to the non renewable energy used, to produce that volume of ethanol is between 1.29 and 1.65 for corn ethanol[10] and between 2[11] and 8.4[12] for sugar cane ethanol. This value is strongly dependent on the location of the ethanol facility, raw material and manufacturing process used[10] as well as consideration of embodied energy in fertilizer, fuel and capital equipment. It is important that the RE in the process is >1 as this affects the financial systems and the broader view of the sustainability of ethanol production.This work aims to use what is currently a waste agricultural product as a feedstock for producing ethanol using a plant designed to be self sufficient in energy. The proposed process model is designed to have no additional dependence on fossil fuel inputs and utilises a very productive continuous fermentation system. A financial model of the process has been created to estimate its outputs and optimize economic performance. The economics of the process are examined through a determination of the internal rate of return (IRR) at a recommended premium sale price for the ethanol product. This retail price is determined primarily by benchmarking. The impact of the entire process on use of non renewable energy inputs is then assessed through an estimation of energy return on investment (RE).
2. Process Model
- Fig. 1 shows the design schematic of the proposed energy self-sufficient ethanol plant. The following assumptions and limitations have been made for the model: i. There are no customs duties on importation of capital equipment and operating materials. This is a condition of operation in a duty free zone on the island. ii. Banana production will be approximately of 42,500 tonnes per year for the following 15 years. iii. There will be a single ethanol factory with a market guaranteed by government for the 15 years of operation. iv. Financing will be obtained through government assistance at a discount rate of 11%. v. The process uptime is 93% of the year. vi. The carbon dioxide generated during fermentation is not captured for sale and any ethanol vapour mixed in with it is not condensed. vii. The available feedstock is estimated at 7.5% of total banana production. viii. Distillation removes 100% of the ethanol content of the beer. ix. A 30% contingency allowance is applied to all capital costs. This is larger than usual to account for the extra risks of a new process. x. Ethanol sale price must be lower than petrol retail price. All equipment except the stirred tank reactors, generator and solar panels will be located inside a naturally ventilated factory shell. The primary purpose of the buffer tanks is to supply an uninterrupted supply to the connected devices usually via pumps. Sampling valves are located between fermenters to allow monitoring of output conditions.
2.1. Ethanol Production Process
- The process is designed to operate continuously at a nominal flow rate of 432 kg/h of blended whole ripened banana mash diluted with 10% water and with an expected sugar concentration of 19.1% w/v. The concentration of sugars in an undiluted mash is about 20% w/w[7].Shell and tube heat exchangers are used to recycle heat among processes such that the process becomes thermally energy self sufficient when started. The water supply temperature is maintained at 79℃ such that the distillation temperature[13] is automatically controlled since the distillation heat exchangers increase the preheated beer temperature to the water temperature. The ε-NTU method[14] was used to size all heat exchangers that operate in the counter flow mode. Heat exchangers are also used in the distillation and pasteurization processes with complete pasteurization occurring in the holding coil.
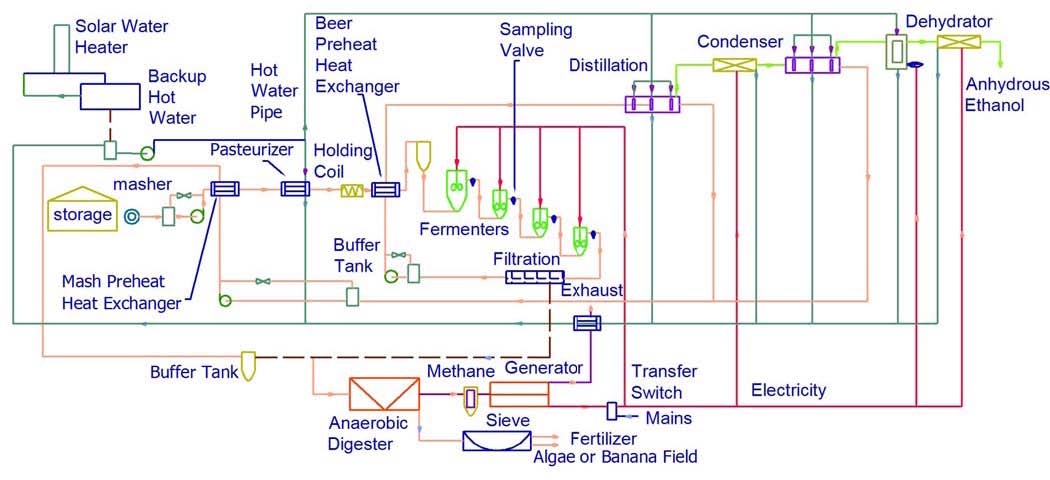 | Figure 1. Schematic of banana ethanol process plant. The following colour coding is used: water system – blue; electrical system – magenta; banana puree – orange; ethanol vapour – green |
2.2. Electricity Production
- The expected vinasse flow rate is 378 kg/h with a COD content of 53,700 mg/l with no sulphur content[7]. The vinasse will be anaerobically digested (AD)[22] in a stirred tank reactor (STR) with working volume of 192 m3 and the biogas produced will fuel a 16 kW generator. A day’s biogas storage under pressure will be provided using pillow tanks. A second generator will be installed as a backup unit and to eliminate the need for excess gas flaring through the sale of excess power into the grid. Any poor quality biogas produced will be co-fired with propane. The equipment was carefully selected to ensure that the system is electrically energy self sufficient. In the event of loss of both generators, a grid connection will provide power through a manual transfer switch. The following assumptions were made for the reactor: i. The organic loading rate for the reactor is 2 kg COD/m3 day.ii. The COD removal efficiency is 70%. iii. The biogas yield is 0.33 m3 /kg COD removed. iv. The methane content of the biogas is 70%. v. The power generation efficiency is 30%. vi. The energy value of the biogas is 25 MJ/m3. vii. The STR works at ambient temperature with no heating. The biogas will be dried with moisture traps before compression and then storage. The generators will be supplied from the stored biogas. The waste water after AD will be fed into an algae pond[23] or used for irrigation if the factory is located near a banana farm. The solids will be sold to farmers as a soil conditioner for banana fields with the aim of recovering half of the feedstock cost. This is facilitated by the fact that effectively all the nutrients remain in the waste after AD[23, 24].
3. Financial Model
- The import costs of ethanol from the U.S. and Brazil, using a local freight forwarder, have been estimated in order to benchmark the selling price in St. Lucia. Apart from plant profitability, the selling price will also be affected by the petrol sale price in St. Lucia (table 5). Four models were developed due to the high cost of construction and enzymes. Operating costs, taxes and legal fees for St. Lucia were estimated using a currently operating manufacturing facility as a benchmark as well as published data. The factory will be operated with 10 employees including technicians, material handlers, an administrator and an engineer. The maintenance cost is estimated as 6.8% of operating cost based on the corn wet milling process[1]. Reject bananas will be purchased from farmers at a cost of £0.01 (XCD$ 0.05) per kilogram from two centralized trading locations. A net present value (NPV) calculation was performed using an expected plant operating life of 15 years, the maximum period for a tax holiday in St. Lucia[25]. This was used to determine the IRR under different conditions e.g. discount rates. It is expected that financing for this plant when built will be 70% debt and 30% equity. The following four scenarios were modelled: i. Construction of a 650 m2 production facility at £200/m2 and use of ripened bananas with no enzymatic hydrolysis. ii. Leasing of a 650 m2 facility at £2.04/m2 per month and use of ripened bananas with no enzymatic hydrolysis. iii. Construction of a 650 m2 production facility at £200/m2 and use of enzymatic hydrolysis of green bananas. iv. Leasing of a 650 m2 facility at £2.04/m2 per month and use of enzymatic hydrolysis of green bananas.
4. Estimation of RE
- The method for a life cycle inventory analysis, as defined by ISO 14044 standard and set out in[26] was followed as closely as possible with a focus on energy flows. The functional unit used is ‘Non-renewable energy input in MJ to produce fuel grade ethanol with higher heating value (HHV) of 23.6 MJ per litre. Energy inputs from the farming process including the embedded energy of the fertilizer, pesticides and in the diesel fuel used in shipping were accounted for. The energy used in the production of capital equipment was not included in the study. Energy inputs into farming were investigated using the recommended banana farming methods[27]. The inputs to the processes shown in Fig. 2 were analysed. The analysis does not include the energy used in shipping of pesticides as data on the total quantity of pesticides used was not available.
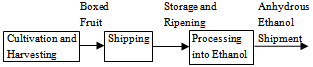 | Figure 2. Process flow diagram for Life Cycle Inventory Analysis |
5. Results and Discussion
5.1. Process Outputs
- The process model yields 0.141 litres of ethanol per kg of fresh bananas with production of 1,328 litres per day from 9,428 kg of fresh bananas. The final ethanol concentration is assumed at 99%. The expected ethanol yield per kg of ripened bananas is higher than reported for the batch process by about 72%. This increase comes as a consequence of the expected ethanol yield based on the starting sugar concentration used in the continuous four stage fermentation process at the optimum dilution rate. Table 1 shows energy balances for the model compared to the results from equipment selection. The deficit is calculated as the difference between continuous consumption and generated. The difference between continuous and maximum electrical consumption is due to the intermittent operation of blending equipment. The results show that the system adequately supplies all the required thermal process energy. The process model predicts a return water temperature of 80.2℃ out of the exhaust gas heat exchanger. Reduced hot water pipe insulation may be necessary to ensure that the water temperature falls to 79℃ between the exhaust gas heat exchanger and the distillation tanks.
5.2. Financial Scenarios
|
|
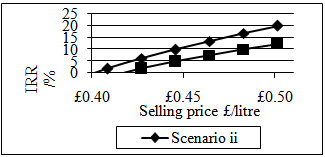 | Figure 3. Internal rate of return versus ethanol selling price for scenarios i and ii |
|
|
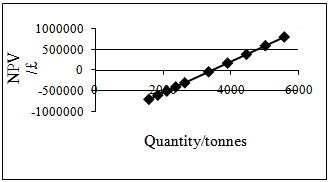 | Figure 4. Net Present Value versus quantity of bananas processed into ethanol at £0.45/l and discount rate of 11% |
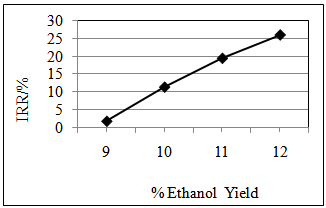 | Figure 5. Ethanol yield versus internal rate of return |
|
6. Quality Control
- Equipment has been selected to monitor and facilitate adjustment of the following parameters in order to ensure smooth system operation: i. The ratio of acidity to alkalinity in the bioreactors. ii. The temperature in the bioreactors and of the hot water supply. iii. Ethanol concentrations in liquids. iv. Biogas composition. v. pH inside of bioreactors. In addition, a supply of lime has been included in the operating costs for the purpose of increasing digester working pH. The ethanol is denaturized with 2% petrol[32] before shipping. This process will result in an increase in operating costs each time the price of petrol, which is currently subsidized, is increased.
7. Conclusions and Recommendations
- The process model developed in this research has predicted a fermentation system with a higher output than a batch process from an energy self-sufficient ethanol plant. The cost of producing the banana ethanol has also been estimated through the financial model analysis and though it is high due to a lack of economies of scale, the premium estimated selling price of the ethanol is still competitive with the price of petrol. The gross annual operating profit for the plant under the given assumptions is £44,108. It is expected that most of this will be paid off as dividends after deduction of income tax of 33.3%. The energy balances also indicate the process can produce all of the energy that the facility needs once it is started. The RE is predicted to be within the same range as for corn ethanol in addition to having the benefit of generating revenue from a waste agricultural produce.The main drawback following from the results of this study is that any banana ethanol plant will need government support, whether through tax exemptions, subsidizing or reduced subsidies on petrol, in order to provide a substantial financial return on investment. Support will also be needed to procure funding such that the applied discount rate is lower than the maximum of 11%. Business loan bank interest rates in St. Lucia currently exceed 12%. Sufficient support may also allow a higher price to be paid to farmers for the banana feedstock. Further experimental work will be needed to determine optimum operating parameters for banana starch use as a desiccant. This may not affect start-up costs as corn grits can be used as a model. Alternatively membrane filters could be used, but this would require remodelling the system’s energy requirements. Profitability can be improved by reducing feedstock cost. However, if the price is too low, farmers may not have enough incentive for selling the rejected product. There is no cost to dispose of waste in St. Lucia. An incentive for the purchase of AD fertilizer is obtained from a higher sale price for organically grown bananas. The anaerobic digestion process will need experimental investigation to determine whether sufficient nutrients are always available to sustain the digestion process. Digester layout and optimum organic loading rates may also require further experimental investigation to determine optimum operating parameters. The fertilizer value and optimum application rates of the waste, both solids and liquids, from AD will have to be determined through experimental investigation. When this is done, pricing can be reviewed to reflect its value as a soil conditioner. It is recommended that this plant be built near a large banana farm to ensure maximum use of both liquid, for irrigation, and solid, as a soil conditioner, AD digester waste and to minimise transportation costs. Biogas production quantity and volumes will need to be monitored in order to ensure the minimum calculated amount and sufficient quality for use in a biogas generator. A power purchase contract will have to be established with the local power company to allow export of excess electricity into the power grid instead of flaring off excess biogas.
ACKNOWLEDGEMENTS
- The authors acknowledge the support of IDEAS Scheme for the financial prize awarded to this project.
References
| [1] | H. Shapouri, M. Saassi and N. Fairbanks. 2006. The economic feasibility of ethanol production from sugar in the United States. USDA, United States. Available:http://www.usda.gov/oce/EthanolSugarFeasibilityReport3.pdf |
| [2] | Department of Energy, U.S. 2012. Alternative & Advanced Fuels.Available:http://www.afdc.energy.gov/afdc/fuels/ethanol_blends.html |
| [3] | Daniel Measurement and Control Inc. 2006. An introduction to ethanol blending - application guide. Emerson Process Management, Available:http://www.emersonprocess.com/daniel/Library/Liquid/AppNotes/General/IEB_Customer.pdf |
| [4] | O. Joseph. 2009. Banana production, exports and revenue. Available: http://www.stats.gov.lc/Agri2.htm |
| [5] | Ministry of Agriculture Forestry and Fisheries, St.Lucia. (2009), Annual Agricultural Review 2009. Government of St.Lucia, St.Lucia. Available:http://malff.com/images/stories/agridigest/Annual%20Agri%20Review%202009.pdf |
| [6] | P. Zhang, R. L. Whistler, J. N. BeMiller and B. R. Hamaker, 2005. "Banana starch: production, physicochemical properties, and digestibility—a review," Carbohydrate Polymers, vol. 59, pp. 443-458. |
| [7] | J. B. Hammond, R. Egg, D. Diggins and C. G. Coble 1996, "Alcohol from bananas," Bioresource Technology, vol. 56, pp. 125-130. |
| [8] | C. R. Chen and H. S. Ramaswamy, 2002. "Color and Texture Change Kinetics in Ripening Bananas," Lebensmittel- Wissenschaft Und-Technologie, vol. 35, pp. 415-419. |
| [9] | U.S National Weather Service. 2011. Current weather conditions, Hewanorra International Airport, St. Lucia. Available:http://weather.noaa.gov/weather/current/TLPL.html |
| [10] | R. Hammerschlag, 2006. "Ethanol's Energy Return on Investment: A Survey of the Literature 1990 - Present,” Environmental Science Technology, vol. 40, pp. 1744--1750. |
| [11] | A. E. Wheals, L. C. Basso, D. M. G. Alves and H. V. Amorim, 1999. "Fuel ethanol after 25 years,” Trends in Biotechnology, vol. 17, pp. 482-487. |
| [12] | C. A. Garcia, A. Fuentes, A. Hennecke, E. Reigelhaupt, F. Manzinin, O. Masera, 2011. "Life-cycle greenhouse gas emissions and energy balances of sugarcane ethanol production in Mexico,” Applied Energy, vol. 88, pp. 2088-2097. |
| [13] | Commercial Alcohols Inc. 2011. Ethyl alcohol (anhydrous) material safety datasheet. Available: http://www.comalc.com/msds/pdf3/MSDS_English_Ethyl_Alcohol_(Anhydrous)_Feb_2011.pdf |
| [14] | K. S. N. Raju, 2011. Fluid Mechanics, Heat Transfer and Mass Transfer. USA: John Wiley and Sons, pp. 322-324. |
| [15] | D. P. Bayrock and W. M. Ingledew, 2001. "Application of multistage continuous fermentation for production of fuel alcohol by very-high-gravity fermentation technology," Journal of Industrial Microbiology and Biotechnology, vol. 27, pp. 87-93. |
| [16] | P. F. Stanbury, A. Whitaker and S. J. Hall.1998. Principles of Fermentation Technology. Second Edition. Great Britain: Butterworth Heinemann, pp. 357. |
| [17] | P. Aegerter and C. Dunlap, 1980. "Culture of Five Commonly Used Acid-Producing Bacteria on Banana Pulp," Applied and Environmental Microbiology, vol. 39, pp. 937-942. |
| [18] | N. Vorayos, T. Kiatsiriroat and N. Vorayos, 2006. "Performance analysis of solar ethanol distillation,” Renewable Energy, vol. 31, pp. 2543-2554. |
| [19] | K. E. Beery and M. R. Ladisch, 2001. "Chemistry and properties of starch based desiccants," Enzyme and Microbial Technology, vol. 28, pp. 573-581. |
| [20] | B. Tanaka and L. Otten, 1987. "Dehydration of aqueous ethanol," Energy in Agriculture, vol. 6, pp. 63-76. |
| [21] | M. R. Ladisch, M. Voloch, G. T. Tsao, P. Bienkowski and J. Hong, 1984. "Cornmeal adsorber for dehydrating ethanol vapors," Industrial & Engineering Chemistry, Process Design and Development, vol. 23, pp. 437-443. |
| [22] | C. Eskicioglu, K. J. Kennedy, J. Marin, B. Strehler. 2011. “Anaerobic digestion of whole stillage from dry-grind corn ethanol plant under mesophilic and thermophilic conditions.” Bioresource Technology, vol. 102, pp. 1079-1086. |
| [23] | A. C. Wilkie, K. J. Riedesel and J. M. Owens, 2000. "Stillage characterization and anaerobic treatment of ethanol stillage from conventional and cellulosic feedstocks," Biomass and Bioenergy, vol. 19, pp. 63-102. |
| [24] | F. M. Hons, J. T. Cothren, J. C. Vincent and N. L. Erickson, 1993."Land application of sludge generated by the anaerobic fermentation of biomass to methane," Biomass and Bioenergy, vol. 5, pp. 289-300. |
| [25] | Tropical Web Shop. 2011. Doing Business (St.Lucia). Available:http://www.visitslu.com/doing_business/biz_environ/taxation.html |
| [26] | ISO. 2006. “Environmental management – Life cycle assessment – Requirements and guidelines ISO 14044.” Geneva, Switzerland: International Standardization Organization. |
| [27] | Banana Emergency Recovery Unit Technology Package - Producing Bananas with Tissue Culture Planting Material, 1st ed. St. Lucia: St. Lucia Ministry of Agriculture, Forestry and Fisheries, 2007, pp. 12. |
| [28] | D. Luhnow and G. Samor. 2006. As Brazil fills up on ethanol, it weans off energy imports. The Wall Street Journal Available: http://yaleglobal.yale.edu/display.article?id=6817 |
| [29] | C. A. Ramírez and E. Worrell, 2006. "Feeding fossil fuels to the soil: An analysis of energy embedded and technological learning in the fertilizer industry," Resources, Conservation and Recycling, vol. 46, pp. 75-93. |
| [30] | Z. R. Helsel. 1993, Energy and alternatives for fertilizer and pesticide use. Available:http://www.sarep.ucdavis.edu/newsletters/archive/v5n5.pdf/view |
| [31] | H. J. Velasquez-Arredondo, A. A. Ruiz-Colorado and S. De Oliveira Junior. 2010. “Ethanol production process for banana fruit and its lignocellulosic residues: energy analysis.” Energy, vol. 25, pp 3081-3087. |
| [32] | International Fuel Quality Center. 2004, Setting a quality standard for fuel ethanol. Available:http://www.environment.gov.au/atmosphere/fuelquality/publications/pubs/ifqc-report.pdf |