-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2021; 11(1): 13-21
doi:10.5923/j.cmaterials.20211101.03
Received: Jul. 27, 2021; Accepted: Aug. 5, 2021; Published: Aug. 7, 2021

Investigation of the Mechanical Behavior of the Oil Shale Ash Filled Chlorinated Polyvinyl Chloride Composite Material
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLHeba Al-Khlaifat, Raid Banat
Chemistry Department, Al-alBayt University, Mafraq, Jordan
Correspondence to: Raid Banat, Chemistry Department, Al-alBayt University, Mafraq, Jordan.
| Email: |  |
Copyright © 2021 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

The effect of the oil shale ash (OSA) addition on the impact, tensile, flexural, water uptake, and morphological behavior of the chlorinated polyvinylchloride (CPVC) was investigated. Adding OSA filler to CPVC matrix yielded a greater impact strength of 498 kJ/m2. While the tensile stress at yield and at break increased by an average of 50% and 100%, respectively, the tensile strain at yield and at break increased by an average of 20% and 10%, sequentially. The tensile and flexural modulus of OSA/CPVC increased by 16% and 65%, respectively. The results of this work demonstrated that the OSA could be used as a reinforcement material for the CPVC polymer, providing superior mechanical properties with respect to the neat polymer, as long as an appropriate OSA filler proportion, 5% - 15-%, is included into the CPVC polymer composite. Water absorption was increased with the increase of the OSA filler content. Scanning electron microscopy microphotographs evidenced the improvement in the mechanical behavior of the OSA/CPVC polymer composite by low level of both filler pullout and voids.
Keywords: Oil shale ash, Chlorinated polyvinylchloride, Composite, Mechanical properties
Cite this paper: Heba Al-Khlaifat, Raid Banat, Investigation of the Mechanical Behavior of the Oil Shale Ash Filled Chlorinated Polyvinyl Chloride Composite Material, International Journal of Composite Materials, Vol. 11 No. 1, 2021, pp. 13-21. doi: 10.5923/j.cmaterials.20211101.03.
Article Outline
1. Introduction
- Chlorinated polyvinyl chloride (CPVC) has established its value across commercial applications wherever the use at high temperature, high pressure and resistance to and corrosion, are needed [1]. CPVC, a typical low-priced polymer developed by excessive chlorination of polyvinyl chloride (PVC), contains a higher quantity of chlorine 63-69 wt. % than common PVC 56.8 wt. % [2,3]. The impact of adding more chlorine to the PVC molecule is to mainly raise the glass transition temperature (Tg) of the polymer from 95°C to the 115–135°C [4-6]. CPVC is usually used as a structural material, or as a part of a polymer mix, to develop the flameproof and mechanical properties of products [7]. CPVC is amorphous or weakly crystalline material [8]. When the PVC is chlorinated, its polarity, solubility and chemical stability of the molecular chains arrangement, can be bettered [2]. Especially, because of its heat resistance, mechanical behavior and corrosion resistance, CPVC is wide utilized in diverse industrial fields [9,10]. Oil shale (OS) is a sedimentary rock wherever organic content (kerogen) is insoluble in organic solvents, however produces liquid oil-like organic solvents, once exposed to temperatures up to 500-600°C [11,12]. Oil shale ash (OSA) is what remains after the combustion process of OS within the quantity that depends on the combustion temperature and different conditions [13]. Most of OSA remains deposited in the fields next to the power plants [14]. Deposits of OSA cause deliberate landscape modifications within the area close the power plants that use OS as fuel [15]. Waste transformation into beneficial resources fortify sustainability and lowers pollution [16]. Ash is an example of commercial waste that has received remarkable attention within the previous decade [17]. Ash may be a waste produced from the combustion of a large range of materials, like wood, coal and OS [18-20]. It’s estimated that over 650 million heaps of OSA is made yearly [21]. The utilization of OSA has been investigated for several applications. Studies have shown that OSA are often used within the stabilization of soils [22], for Portland cement production [23], for zeolite production [24], as a modifier for asphalt binders [25], for asphalt-mix production [26], for ceramics production [27].Polymer composites are mixtures of materials differing in composition, where the individual constituents keep their discrete identities. These separate constituents react with each other to afford the needed mechanical strength or stiffness to the composite part [28]. In literature no mention to any work directly utilizing the OSA in CPVC. Oja et al (2008) studied the thermal processing of the PVC in the presence of alkaline OSA as a potentially an alternative for PVC waste recycling [29]. Abed el-hakim et al (2019) reported an improvement in the mechanical and thermal properties of CPVC by incorporating modified CaCO3 nanoparticles as a filler [30]. J Kim et al (2021) studied the development of low cost carbon fibers based on CPVC for automotive applications [31]. The aim of this study was to examine the variation of the mechanical behavior of the OSA/CPVC polymer composite with various OSA filler content. Tensile, flexural and impact strength as a function of filler content were investigated and reported in the present research accordingly.
2. Materials and Methods
- The polymer composites were prepared by using chlorinated polyvinyl chloride CPVC which was purchased from Arabian Plastic Compounds APC (RICOM XFLM-7185M SR BL), Saudi Arabia. The CPVC has a density of 1.33 g/cm3 with a melt processing temperature that must not exceed 185°C. Local oil shale was kindly provided by the local research laboratory from Attarat region in Jordan. Parloid™ k-120nd ER is an acrylic processing aid, was used to improve the melt flow of the CPVC extrudate.
2.1. Oil shale ash (OSA) Preparation
- Oil shale was grinded into fine powder with a vibrating cub mill (Fristch Germany). Oil shale ash utilized in this research was obtained from the burning of the fine oil shale particles in a muffle furnace at 550°C - 600°C for 2 hours, after which OSA was conditioned prior to using as a reinforcement filler material. The average particle size utilized in this study was within the domain of 63μm - 125μm obtained by dry sieving. To minimize the moisture content of the ash to 1.5% or below, OSA was overnight oven dried at 103°C. Dried OSA was then stored in desiccator for composite manufacturing.
2.2. Composite Sample Preparation
- The OSA filler with 0-30 wt. % and CPVC polymer matrix in the presence of acrylic processing aid were mixed in a parallel co-rotating twin screw extruder (TSE 20, L/D: 40:1, D: 22 mm) having temperature set ranging from 145°C to 175°C. The feed rate and the screw speed were 3kg/h. and 60 rpm, respectively. The impact toughness test samples were molded in an aluminum mold (63.5 x 6.4 x 12.7 mm). Multiple sheets from every composite formulation 30 x 20 x 2 mm were prepared by using a stainless-steel mold and a thermal press machine (XH-406B). The tensile test samples of the standard dumbbell shape (ASTM D-638 type IV) were cut out from the molded composite sheets. The flexural test samples were intended by using an iron mold (200 x 10 x 4 mm).
2.3. Mechanical Characterization
- The composite samples were stored at 27°C and 44% relative humidity for 15 - 20 days. They were then examined using a universal testing machine (WDW-5) operated at the rate of 1 mm/min with a 5-KN load cell. Tensile properties were analyzed using dog-bone specimen according to ASTM D-638 type IV. The flexural test samples were measured as well according to BS EN ISO 178:2003. Un-notched Izod impact strength was measured according to ASTM: D256 using impact testing machine (FI-68) at an impact speed of 3.5 m/s. The results were obtained from the mean of no minimal than 5 samples.
2.4. Water Absorption Test
- The water absorption test was carried out according to the ASTM D570 standard. Disk composite samples (diameter = 50 mm, thickness 3.14 mm) were immersed in distilled water at 25°C for 40 days, where the water uptake measured every day. The percentage of the water absorption was calculated according to equation (1):
 | (1) |
2.5. Scanning Electron Microscopy (SEM)
- Scanning electron microscopy (SEM) photomicrographs, Quanta 600, of the fractured surfaces were taken to characterize the morphological nature of the composite specimens. The fractured surfaces for samples were made conductive by sputter-coating with palladium in a vacuum chamber.
3. Results and Discussion
3.1. Impact Strength
- The impact strength (kJ/m2) of the manufactured OSA/CPVC composites with various OSA loading is shown in Figure 1. Neat CPVC polymer sample demonstrated an impact energy of 281 J/m, the lowest of all tested samples. The addition of OSA to the CPVC polymer matrix resulted in an increase in the impact strength. Samples with 5% OSA showed an improvement in the impact strength 498 J/m, the highest of all tested samples. The observed impact strength values for the other formulations were 475 J/m, 454 J/m, 435 J/m, 391J/m and 381 J/m for 10%, 15%, 20%, 25% and 30%, respectively. However, the observed decrease in these values was better than that of the neat CPVC. High impact strength indicates that the energy absorbed by the specimen has increased which means that the samples toughness increased. It was noted that the addition of OSA as a filler at 5% loading level increased the impact strength nearly by two folds. This can be attributed to relatively the greater dispersion of the filler within the CPVC polymer matrix.
 | Figure 1. Impact strength of the neat CPVC and OSA/CPVC polymer composite |
3.2. Tensile Strength
- Tensile stress at yield is a measurement of the capability of a material to come back to its original dimensions after an applied stress is removed [33]. Figure 2 shows the tensile stress at yield for the manufactured samples of OSA/CPVC of different OSA weight ratio. For the neat CPVC the lowest value of tensile stress at yield 78 MPa was measured. Addition of the OSA to CPVC had relatively high impact on the tensile stress at yield at levels of 5% (122 MPa), 10% (125 MPa), and 15% (125 MPa). When the proportion of OSA to CPVC was increased by more than 15%, a relatively moderate increase in the tensile stress was noted at all loading levels. As the data reveals the OSA addition in any proportions to the CPVC polymer matrix would improve the tensile stress at yield.
 | Figure 2. Tensile stress at yield of the neat CPVC and OSA/CPVC polymer composite |
 | Figure 3. Tensile stress at rupture of the neat CPVC and OSA/CPVC polymer composite |
 | Figure 4. Tensile strain at yield of the neat CPVC and OSA/CPVC polymer composite |
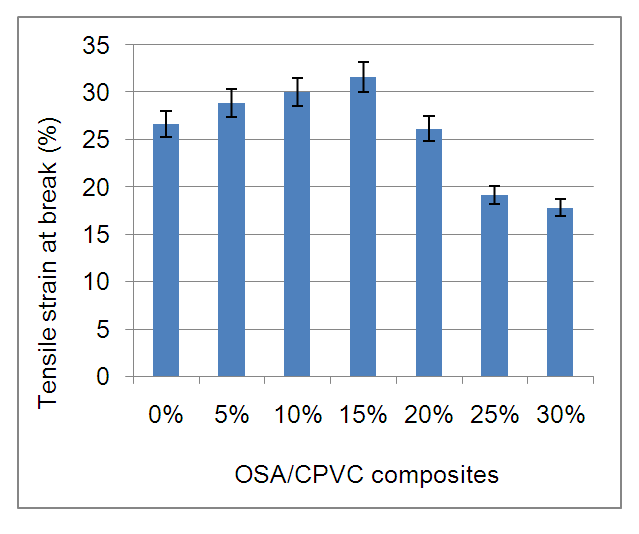 | Figure 5. Tensile strain at break of the neat CPVC and OSA/CPVC polymer composite |
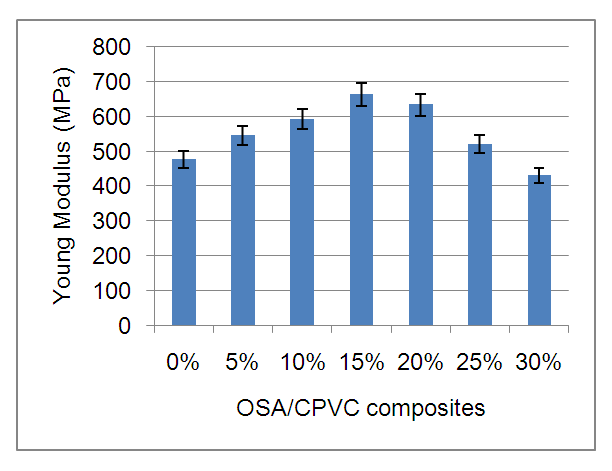 | Figure 6. Young’s Modulus of the neat CPVC and OSA/CPVC polymer composite |
3.3. Flexural Strength
- Maximum flexural stressFor the neat CPVC, the lowest value of maximum flexural stress 26 MPa was measured, Figure 7. Addition of the OSA to CPVC had relatively high impact on the maximum flexural stress at 5% (43 MPa), the highest of all tested sample. After this increase in the maximum flexural stress, we noticed that when the OSA is added in higher proportions, the observed maximum flexural stress values were 41 MPa, 38 MPa, 34 MPa, 32 MPa, and 30 MPa for 10%, 15%, 20%, 25% and 30%, respectively. However, the observed decrease in these values was better than that of the maximum flexural stress of the neat CPVC.
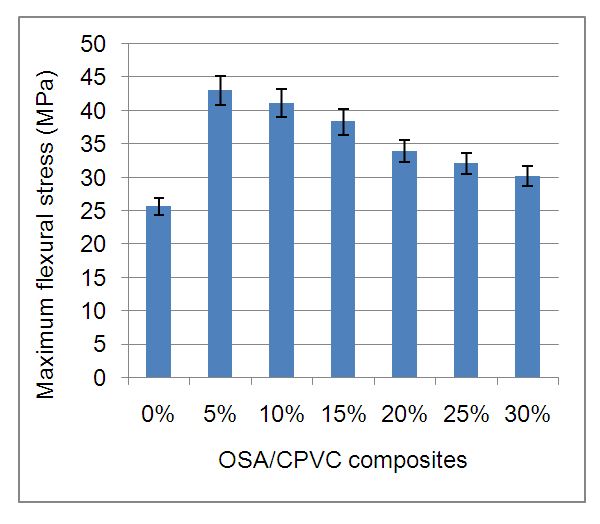 | Figure 7. Maximum flexural stress of the neat CPVC and OSA/CPVC polymer composite |
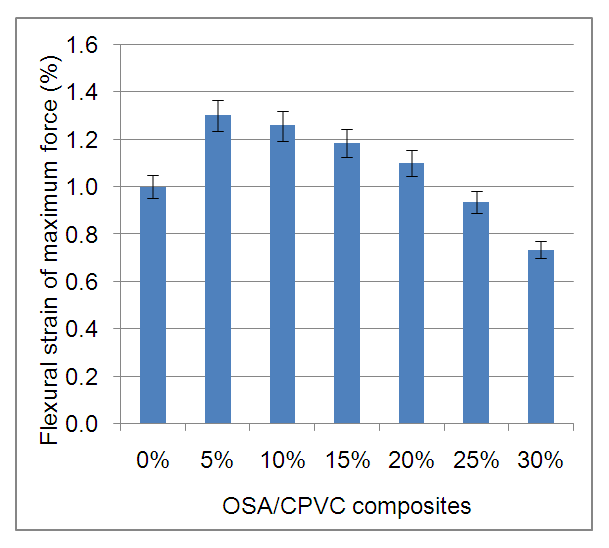 | Figure 8. Flexural strain of maximum force of the neat CPVC and OSA/CPVC polymer composite |
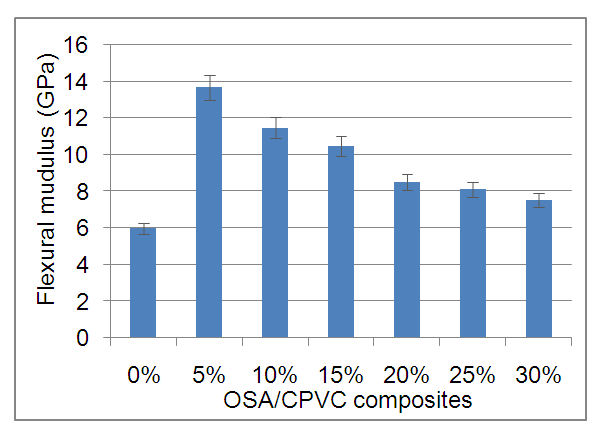 | Figure 9. Flexural modulus of the neat CPVC and OSA/CPVC polymer composite |
3.4. Water Absorption
- An increase in water uptake of the OSA/CPVC composites may enhance the loss of the mechanical properties which would restrict their end use. Water absorption versus soak time of OSA/CPVC polymer composite of different filler contents is shown in Figure 10. Small-scale water uptake elevation was often noticed at the early days of immersion in water. Water uptake then systematically decline until impregnation was attained after 25 days, where equilibrium is reached, for most composite formulations. While neat CPVC showed maximum water absorption of 0.76%, 30% OSA filled CPVC polymer showed a maximum water uptake of 2.19%. Accordingly, the observed composite water absorption increased by an average of two folds compared to the neat CPVC polymer.
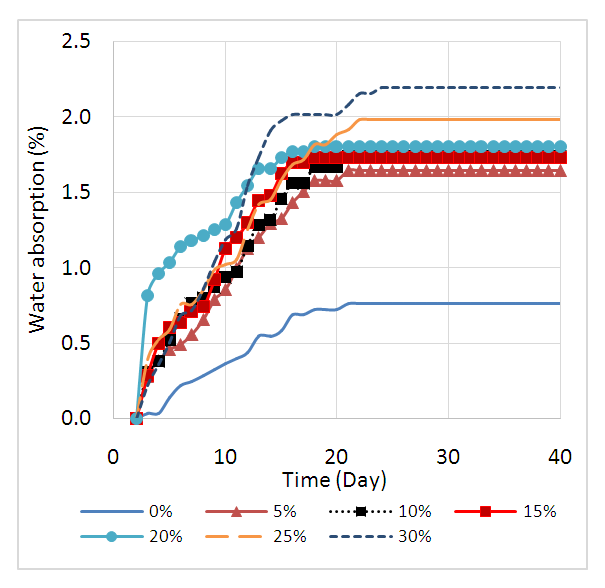 | Figure 10. Variation of water absorption (%) of OSA/CPVC composite with various OSA content (%) versus time (day) |
3.5. Fractured Surface Morphology
- The fractured surfaces of OSA/CPVC polymer composites were examined by SEM and shown in Figures 11 (A-G). Interfacial tension between CPVC polymer matrix and the OSA filler is very important in determining the composite phase morphology. The good interfacial adhesion between the filler the polymer was observed and evidenced by less filler pullout and cavities. The morphology of the filler at all loading levels (5%-30%) as seen in (Figures 11 B-G) differs from that of the neat CPVC polymer (Figure 11 A). Low level of OSA filler pullout from the matrix CPVC polymer was observed and considered as an evidence for good interfacial adhesion between the two phases, OSA and CPVC, in the composite. In another words, the presence of voids due to filler de-bonding is less pronounced in the polymer composite Consequently, an improvement in the impact, tensile and flexural properties of the OSA/CPVC composite was noticed compared to that of neat CPVC.
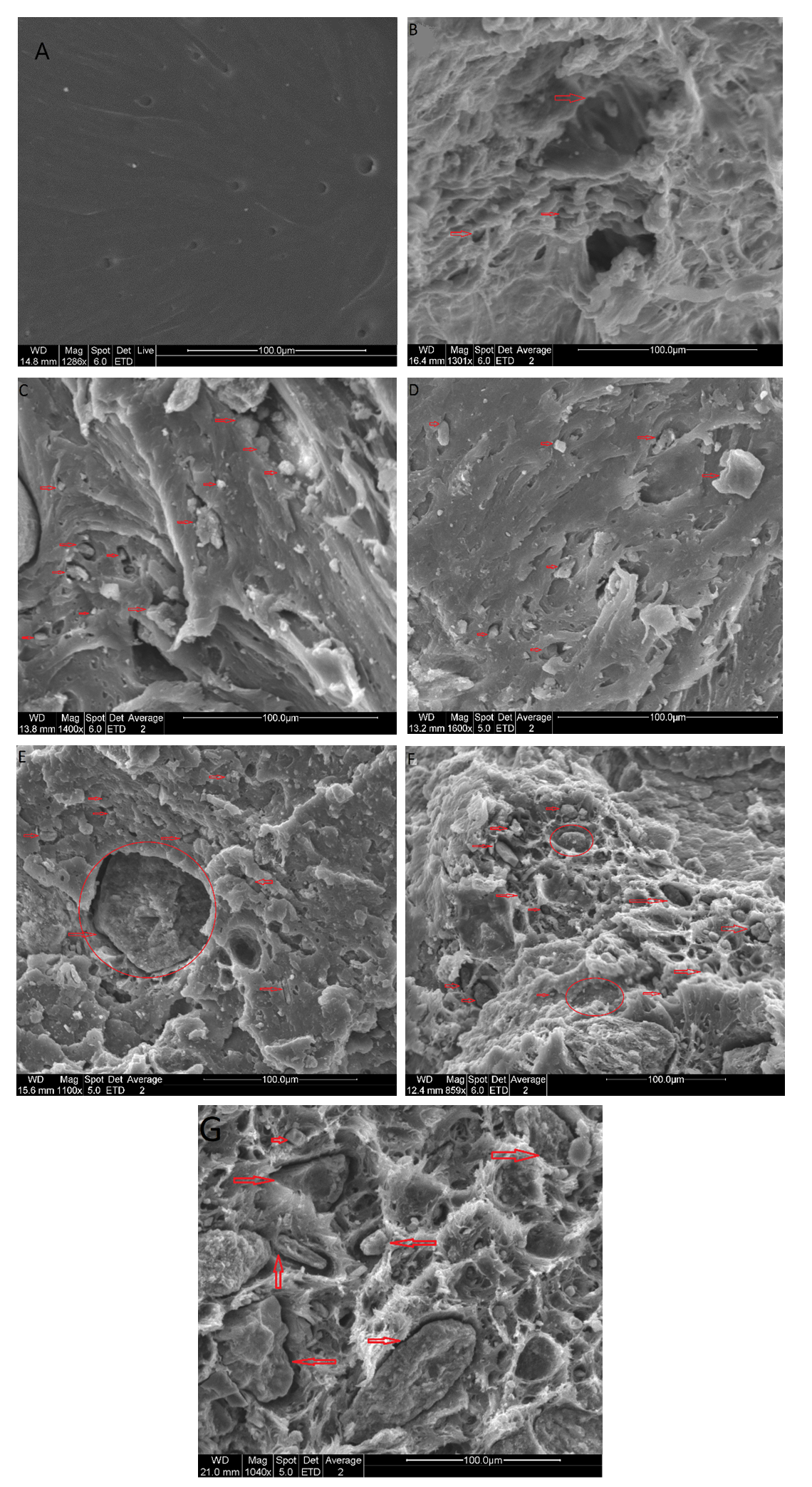 | Figure 11. SEM micrographs of the tensile fractured specimens of OSA/CPVC composite at different filler contents (A) 0, (B) 5, (C) 15, (D) 20, (E) 25 and (G) 30 wt.% |
4. Conclusions
- The addition of the 5% to 30% OSA filler to CPVC polymer matrix significantly improved the impact strength of OSA/CPVC composite material by 77% to 35% respectively. The tensile and flexural stress at yield, stress at rupture, strain at yield, and strain at break increased with the addition of OSA. All these increases can be attributed to the significant interfacial adhesion between the OSA and the CPVC polymer matrix. The good dispersion of the OSA filler clearly appeared at the low loading level of 5% to 15% of the OSA filler. The composition of 5%-15% OSA filled CPVC polymer composite is considered as the optimum range in respect to all the properties measured in this study, where an optimum mechanical values are obtained. This improved dispersion, which has been seen in SEM micrographs, enhances the interfacial adhesion between the filler and the polymer matrix. The addition of OSA to neat CPVC did result in a marginal increase in water absorption. Finally, the addition of OSA to CPVC makes it more environmentally friendly product. In particular, this composite can be viewed as an alternative to conventional neat polymers in the production of superior composite material of lower cost.