-
Paper Information
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2018; 8(3): 57-63
doi:10.5923/j.cmaterials.20180803.02

Assessing Mechanical Properties of Pineapple Leaf Fibre (PLF) Reinforced Composites for Automotive Applications
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLSri Endah Susilowati, Didit Sumardiyanto
Department of Mechanical Engineering, 17 Agustus 1945 University, Jakarta, Indonesia
Correspondence to: Sri Endah Susilowati, Department of Mechanical Engineering, 17 Agustus 1945 University, Jakarta, Indonesia.
| Email: |  |
Copyright © 2018 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Natural fibres are one such proficient material which replaces the synthetic materials and its related products for the less weight and energy conservation applications. Natural fibers are also known for its low cost production yet have excellent mechanical properties and is environmental friendly. Natural fibers can replace glass fibers in fiber-reinforced plastics. One of the natural fiber resource is pineapple leaf fiber (PLF) which is planted chiefly cultivated in coastal and tropical regions, widely as in Indonesia especially. From current research, PLF contains high cellulose and exhibits good mechanical properties. In this study, the PLF is used as reinforced materials and epoxy is used as the matrix. Pineapple leaves are used from Cayyene varieties taken from Subang, Indonesia. Additionally, the effects of PLF loading and PLF fiber length on the mechanical properties of PLF/epoxy composites is also analyzed. Compositions volume fraction of PLF/epoxy composites is fixed at 10/90%, 20/80%, 30/70% and 40/60%. The lengths of the pineapple leaf fiber are fixed to 20 mm, 30 mm and 40 mm. Before the fabrication, PLF has underwent alkaline treatment to increase the strength of fiber. All samples has underwent three different tests to determine the mechanical properties which are tensile test, impact and bending test. PLF loading of 30/70% with 40 mm in length shows the higher values of tensile stress, impact and bending which are 22.17 MPa, 27.63 J/m2 and 35.53 N/mm2 respectively.
Keywords: PLF, Epoxy Resin, Mechanical Properties
Cite this paper: Sri Endah Susilowati, Didit Sumardiyanto, Assessing Mechanical Properties of Pineapple Leaf Fibre (PLF) Reinforced Composites for Automotive Applications, International Journal of Composite Materials, Vol. 8 No. 3, 2018, pp. 57-63. doi: 10.5923/j.cmaterials.20180803.02.
Article Outline
1. Introduction
- Since the past few decades, research and engineering interest has been shifting from traditional monolithic materials to fibre reinforced polymer-based materials due to their unique advantages high strength to weight ratio, non-corrosive property and fracture toughness. These composite materials consisted of high strength fibres such as carbon, glass and aramid, and low polymeric matrix, now have dominated the aerospace, leisure, automotive, construction and sporting industries. Unfortunately, these fibres have serious drawbacks such as (i) non-renewable, (ii) non-recyclable, (iii) high energy consumption in the manufacturing process, (iv) health risk when inhaled and (v) non-biodegradable. Biodegradation is the chemical breakdown of materials by the action of living organisms which leads to changes in physical properties. It is a concept of vast scope, ringing form of environmental wastes involving micro-organisms to host-induced of biomaterials. [1].Green composites deriving from renewable resources bring very promising potential to provide benefits to companies, natural environment and end-customers due to dwindling petroleum resources.The shift to more sustainable constructions in automotive industry is not only an initiative towards a more viable environment and cost efficiency but also a demand of European regulations. The latter are playing an important role as a driving force toward sustainable materials use. According to the European Guideline 2000/53/EG issued by the European Commission, 85% of the weight of a vehicle had to be recyclable by 2005. This recyclable percentage will be increased to 95% by 2015 [2]. Another way to balance sustainability and cost is with the use of composites in automobile panels, as introduced by a number of automakers which use renewable materials in composites. Composites made of renewable materials have been rampantly used in interior and exterior body parts. Similar components are used as trim parts in dashboards, door panels, parcel shelves, seat cushions, backrests and cabin linings. In recent years there has been increasing interest in the replacement of fiberglass in reinforced plastic composites by natural plant fibers such as jute, flax, hemp, sisal and ramie [3-5]. Biofiber or natural fibers composites can be designed for many different applications ranging from simple household products to aerospace [6]. In the automotive sector biofiber composites are predominantly used in interior panels, such as doors, pillar trims, backrest, glove box, trunk liners, rear parcel trays, break shoe, insulation, and seat covering etc. Many of the well-known automobile manufacturers (Mercedes-Benz, Audi, Toyota, Mitsubishi, and Ford) are using biofiber composites for different interior (such as door trim panels, seat foam, storage bin and inner lid, and lower door panel) and exterior parts (such as spare tire wheel covers, back rest and spoilers) of automobile [7]. Other important properties of biofiber composites are good mechanical and manufacturing properties, ease of machining process to make complex components, relatively good impact performance, and health advantages in assembly [8, 9].In the automotive industry, a very important factor is fuel efficiency and passenger safety. Fuel efficiency can be increased by reducing the weight of the car, while the bumper can be used to protect the vehicle from a sudden load when it occurs crash. The main function of the bumper is the absorption of energy when a collision occurs with low speed. A bumper is a structure attached to or integrated with the front and rear ends of a motor vehicle, to absorb impact in a minor collision, ideally minimizing repair costs. [10]. Bumpers were at first just rigid metal bars. Until 1959, such rigidity was seen as beneficial to occupant safety among automotive engineers. Modern theories of vehicle crashworthiness point in the opposite direction, towards vehicles that crumple progressively [11]. A completely rigid vehicle might have excellent bumper protection for vehicle components, but would offer poor occupant safety.Biofibers or natural fibers have been used by the automotive industry since 1930s. In 1941 Ford unveiled the “Soybean Car” which incorporated straw and flax into soy-based panels. Later in 1960s coconut fibers and wood flour were used in car seats and interior parts [12]. In 1999 first commercial inner door panel for S-Class Mercedes Benz constituted 35% Baypreg F semi-rigid PUR elastomer from Beyer and 65% blend of flax, hemp and sisal [13]. The use of biofiber based composites has progressively increased since 90’s. Despite higher projections, last decade has seen a modest growth of 10–15% per year. Nowadays, biofiber composites are getting much attention for industrial applications because of lower weight, ease of recycling, thermal, acoustic and insulation benefits, CO2 neutrality and satisfactory mechanical properties. Some of the other drivers include government regulations especially European Union (EU) requiring 85% of the vehicle must be reused or recycled by 2015 [14]. Japan will require 95% of the vehicle to be recovered including incineration of certain parts by 2015. In United States stringent 2020 fuel economy standards are driving automakers to design lighter cars. Lower energy consumption (60%), less wear to manufacturing and processing equipment and lower health hazard as compared to glass fiber particulates, and in some cases lower cost has given boost to biofiber composites. As a result composites made of biofibers like jute, flax, sisal, ramie, hemp, coir, wood flour, and cotton are creating substantial interest in the market for manufacturing many automotive components [15-16]. Typically, biofibers are cost effective as they exhibit superior specific properties with lower density and high strength values. The density of cellulosic fibers ranges from 0.48 to 1.6 gm/cm3 which is significantly lower than E-glass fibers with 2.5 gm/cm3 density and also the cost of glass fibers is around $3.25/kg [17]. These are some of the fundamental properties that lead them to compete with the other mineral and synthetic fiber filled composites [18]. One of the main disadvantages is the seasonal nature of the natural fibers. They need to be stored for extended period so they are available year round, which can impact the quality of the fibers.The fiber length in long glass fiber thermo plastics composites is very important for its higher mechanical properties and thermal properties. Fiber loading in thermoplastics decides the whole functioning of the longfiber thermoplastics [19]. The efficiency of the natural fiber reinforced composites depends on the fiber to matrix interface and the capability to adhesion over the matrix to the fiber. This can be maximized by increasing the bonding between fiber and matrix and also changing short fiber length to long fiber length of the composites. Influence of fiber length and fiber distribution having more impact while developing natural fiber thermoplastics composites using injection molding or extrusion process [20]. While using short fibers in the composites the efficiency and performance is less, compared with long fiber composites due to the fiber orientation and distribution of fibers.In Indonesia the focus of the pineapple industry is only on fruit. Other parts of the pineapple such as leaves have produced abundant bio waste and normally is just composted or burnt, thus wasting the good potential of fiber sources. The burning process of the leaves leads to environmental pollution problems. Pineapple Fiber Leaf (PLF) exhibits excellent mechanical properties due to rich cellulose content of more than 70% which are potential to be used as reinforcement in polymer composites [21,22]. The combination of PLF used as reinforce material and the starch (SH) based composite as the matrix materials that are totally green composites materials used to produce PLF/SH composite may reveal a good potential result in mechanical properties especially for plastic industries product. This research will study the effects of PLF (Pineapple Leaf Fiber) loading and PLF fiber length on the mechanical properties of PLF/epoxy composites. Compositions percentage volume fraction of PLF/epoxy composites is fixed at 10/90, 20/80, 30/70 and 40/60. The lengths of the pineapple leaf fiber are fixed to 20 mm, 30 mm and 40 mm. The mechanical properties of the PLF/epoxy composites will be determined used tensile test, flexure test and bending test.
2. Experimental Methods
2.1. Material and Equipment
- The composite materials used in the production of the specimens include: pineapple leaf fiber (PLF), epoxy resin, catalyzer substances, wax, release agent. Pineapple leaves in this research taken from varieties of Cayenne originated from Subang area, Indonesia.The equipment used are: digital scales tools, mold, universal testing machine, charpy impact testing and miscellaneous items.
2.2. Fibre Treatment
- In this study, chemical resetting was used. The procedure involves NaOH solution treatment, water washing and drying. Natural fibres are extracted from their parent plant. The pineapple fiber is extracted from its leaves once extracted, were soaked in 5% NaOH and distilled water solution. After finishing the soaking process, the fibers were taken out and washed in running water and dried in the sun for several days to remove the moisture content and lignin of the fibers. Chemical treatment with NaOH removes the moisture content from the fibers, thereby increasing its strength. Chemical treatment also enhances the flexural rigidity of the fibers. This treatment clears all the impurities in the fiber material and also stabilizes the molecular orientation. The treated fibers are allowed to dry in the sun several days, and then the fiber is cut into pieces to 20 mm, 30 mm and 40 mm. Then the fiber is mixed with the epoxy as the matrix with the ratio of fiber volume fraction with PLF are: 10%, 20%, 30% and 40%.
2.3. Testing Methods
2.3.1. Tensile Test
- The tensile test were performed using Universal Testing Machine Model. The tensile test were carried out according to ASTM D 638-02.
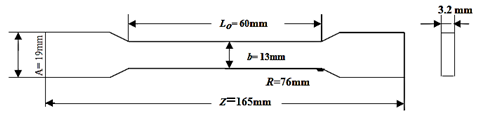 | Figure 1. Dimensional tensile testing object (ASTM D 638-02) |
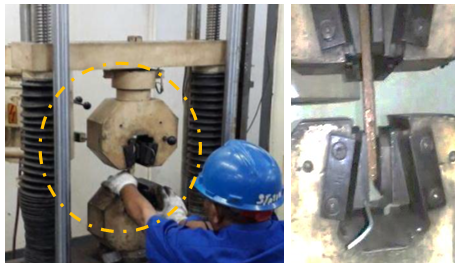 | Figure 2. Universal Testing Machine |
2.3.2. Bending Test
- Three point bending test were performed using testing machine in accordance to ASTM D 790-02 standards. For the bending test, samples with dimensions of 130mm x 10mm x 5mm were used (Figure 3). The bending strength test was carried out on the tensometer with its attachment fixed properly bending strength were evaluated. The bending test were performed using a Universal Testing Machine (Figure 4).
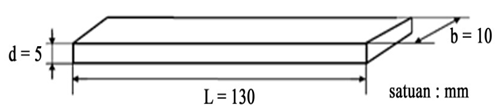 | Figure 3. Dimensions of bending testing objects (ASTM D 790-02) |
 | Figure 4. Bending Test |
2.3.3. Impact Test
- The impact properties of material are directly related to the overall toughness which is defined as the ability to absorb applied energy. Impact strength is a measure of toughness. Charpy impact test was carried out on a test specimen as ASTM D 256 (63mm x 12.7mm x 10mm) such as Figure 6.
 | Figure 5. Charpy Equipment |
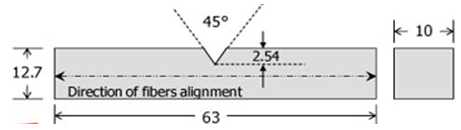 | Figure 6. Schematic standard Charpy specimen (ASTM D256) |
3. Result and Discussions
- The test result are shown and discussed in this section.
3.1. Tensile Strength
- The tensile strength of natural composites filled pineapple leaf fiber (PLF) with epoxy matrix is presented in Table 1.
|
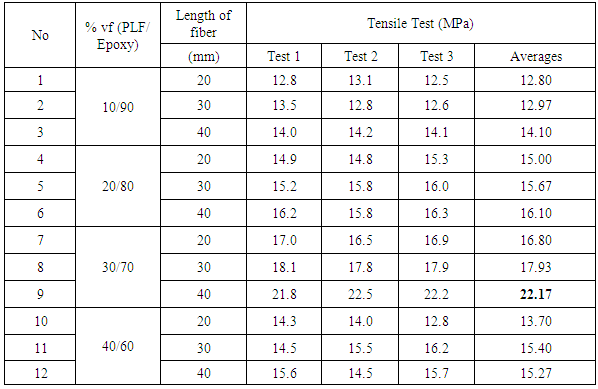
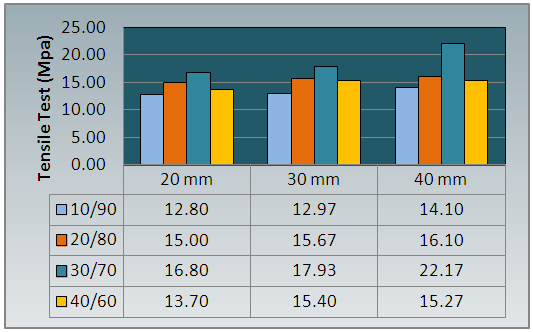 | Figure 7. Tensile strength values on variations in volume fraction and fiber length |
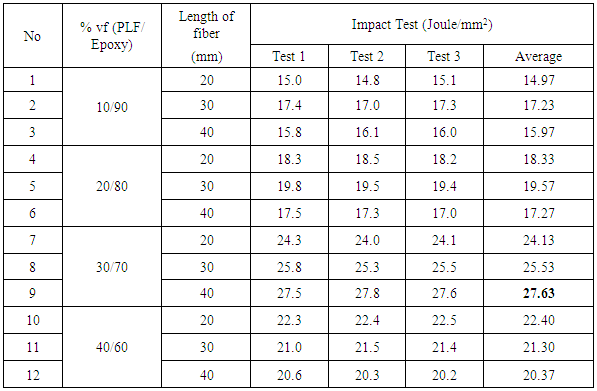
3.2. Impact Strength
- The impact strength of natural composites filled pineapple leaf fiber (PLF) reinforced epoxy with different fiber length are presented in Table 2.
|
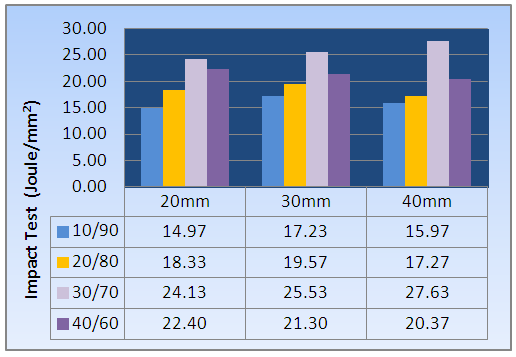 | Figure 8. Impact strength values on variations in volume fraction and fiber length |
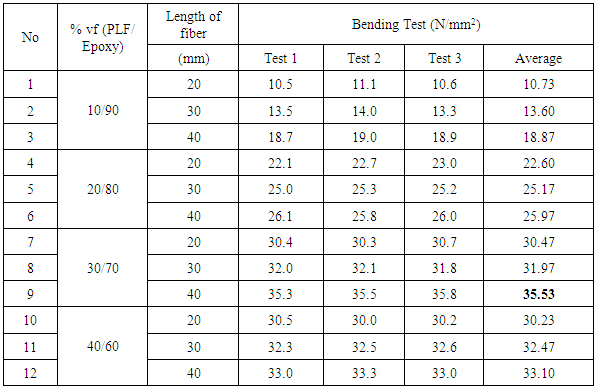
3.3. Bending Test
- Pineapple fiber composites tend to experience increased bending stress as volume fractions and length of fiber increase, due to the strength of the fibers that dominate on composite strength. The result of composite bending strength test of pineapple fiber with variation content of fiber and fiber lengths can be seen in Table 3 below.The bending test was conducted following the standard of ASTM D 790-02. The test was performed until the tensile failure accured. Table 3 shows the variation of bending strength for PLF with variation reinforced epoxy matrix with fiber length: 20mm, 30mm and 40mm.
|
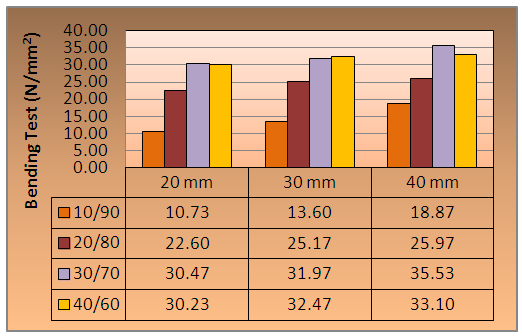 | Figure 9. Bending strength values on variations in volume fraction and fiber length |
4. Conclusions
- The mechanical properties of natural composite reinforced with PLF from the Cayyenne cultivar as a function of fibre loading have been studied and determined. The experimental investigation on mechanical properties of PLF reinforced composites leads to the following conclusions: 1) The PLF composite manufactured by hand lay-up process provides an opportunity of replacing the synthetic materials with a higher strength, low cost alternative that is environmentally friendly. 2) Mechanical properties viz. Bending strength, Tensile strength, and Impact strength of the PLF reinforced composite material is influenced by fiber content and fiber length. 3) The tensile properties, impact and bending, it can be concluded that the PLF/epoxy composite with the volume fraction ratios 30/70 with 40mm fiber length has the greatest than the other one which are 22.17 MPa, 27.63 J/mm2 and 35.53 N/mm2 respectively.