-
Paper Information
- Next Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2018; 8(2): 32-37
doi:10.5923/j.cmaterials.20180802.02

Improvement of Mechanical Properties by Alkali Treatment on Pineapple and Jute Fabric Reinforced Polyester Resin Composites
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLK. Z. M. Abdul Motaleb
Department of Textile Engineering, BGMEA University of Fashion and Technology, Dhaka, Bangladesh
Correspondence to: K. Z. M. Abdul Motaleb, Department of Textile Engineering, BGMEA University of Fashion and Technology, Dhaka, Bangladesh.
| Email: |  |
Copyright © 2018 The Author(s). Published by Scientific & Academic Publishing.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

In this work, two bio-composites, i.e. jute and pineapple fabric reinforced polyester resin composites were manufactured. The influence of alkali treatment on the mechanical properties i.e. tensile strength, elongation at break and young’s modulus of composites were investigated after treating the jute and pineapple fabrics with various concentrations of NaOH 3, 5 and 7(w/v)% for 1 hour at 80°C. All test specimens were prepared as per ASTM standard. All the tensile properties i.e. tensile strength, elongation at break and young’s modulus of alkali treated fabric composites are improved compared to the untreated fabric composites and it is also found that, they increased with the increasing of NaOH concentration. In concentration of 7 (w/v) % NaOH, both the jute and pineapple fabric composites showed highest mechanical properties value compared to the other concentration. It showed that, tensile strength, elongation at break and young’s modulus were increased 48.69%, 87.5% and 62.94% respectively for jute fabric composite and 37.41%, 79.34% and 119.9% for pineapple fabric composites in concentration of 7 (w/v) % NaOH. Many researchers already have worked on alkali treatment on natural composites but still nobody has worked on fabric as a natural reinforcing material. In this work, we used pineapple and jute fabric as reinforcing material with polyester resin and results are better for fabric in compared to fiber reinforcing composites.
Keywords: Pineapple fabrics, Jute fabrics, Bio-composites, Alkali treatments, Mechanical properties
Cite this paper: K. Z. M. Abdul Motaleb, Improvement of Mechanical Properties by Alkali Treatment on Pineapple and Jute Fabric Reinforced Polyester Resin Composites, International Journal of Composite Materials, Vol. 8 No. 2, 2018, pp. 32-37. doi: 10.5923/j.cmaterials.20180802.02.
Article Outline
1. Introduction
- Synthetic fiber reinforced polymers composites have been used widely over the last decade in aerospace and automotive industries for their high strength and stiffness [1]. But at present, the uses of bio-fibers to replace manmade carbon/glass fibers as reinforcement in polymer composites has been a growing interest for different engineering applications because of their low energy consumption, biodegradability, low density with high specific strength and stiffness and availability [2]. Natural fiber polymer composites have become a great alternative solution to replace the use of man-made fibers [3]. Now-a-days polymer composites are using for a wide range of applications but the main problem is they do not undergo biodegradation easily, which resulting environmental pollution [4]. To meet this challenge, researchers are paying their attention on bio-degradable composites with natural fibers and investigating the mechanical, thermal and physical properties of natural fiber reinforced composites [1-24].Among all the natural fiber, pineapple leaf fiber (PALF) has excellent mechanical properties. These fibers have high cellulose content (70–82%) and comparatively low micro fibrilar angle (14°). It has been proved that, PALF is an effective reinforcement material in polyester (PER) matrix [21]. Some researcher has already worked on pineapple leaf fiber reinforced composites [15-17, 21, 23].Jute fiber can be named so-called high performance natural fiber among all kinds of natural fibers like rice straw fiber, bagasse, stramineous fiber, cocos fiber, cotton fiber, bamboo fiber, jute, hemp, flax, ramie fiber and so on... Because of high tensile strength and low cost of jute fiber [25] researchers have been worked on the jute fiber reinforced composites over the years [11-14, 18-20, 22, 24]. The mechanical properties of a natural fiber reinforced composite are determined depending on many parameters, such as fiber strength, modulus, fiber length and orientation, in addition to the fiber-matrix interfacial bond strength. A strong fiber-matrix interface bond is the main factor to achieve high mechanical properties. Beside this, a good interfacial bond is also required for effective stress from the matrix to the fiber therefore maximum utilization of the fiber strength is achieved. The interfaces act as a binder and transfers load between the matrix and the reinforcing fibers. So that, the interface plays an important role for improving the mechanical properties of composites [26]. Therefore, to improve the interface and adhesion between the fiber and the matrix, a third component, which is called compatibilizer, must be used for matrix modification or the fibers surface have to be initially modified for the preparation of the composites [27]. Many researchers have been worked on the surface modification for improving the mechanical properties of the composite materials. A. Benyahia analyzed the influence of alkali treatment on the fiber morphology and mechanical properties of the composites based on unsaturated polyester resin reinforced with short fibers Alfa [5]. Allan C. Manalo studied Effects of alkali treatment and elevated temperature on the mechanical properties of bamboo fibre-polyester composites. With the concentration of 6% NaOH treatment, the best mechanical properties have found [6]. The influence of alkali treatment on tensile properties of flax, linen and bamboo single-strand yarns, surface morphology and mechanical properties of the composites were investigated by Libo Yan in 2012. After the treatment, the tensile and flexural properties of all the composites increased, e.g. the tensile and flexural strength of the treated flax/epoxy composite increased 21.9% and 16.1%, compared to the untreated one [1]. Y. A. El-Shekeil studied the effect of polymeric Methylene DiphenylDiisocyanate (pMDI) chemical treatment on kenf reinforced thermoplastic polyurethane (TPU/KF) was examined. The treatment with 2% NaOH + 4%pMDI significantly increased 30% tensile strength and 42% modulus properties [8]. P. Senthilkumar and S. Ravi investigated the effect of alkali treatment (concentration of 0%, 3%, 6% and 9% NaOH solution) on the mechanical properties of sisal fiber reinforced epoxy composites. The tensile strength and flexural strength of alkali treated fiber composites were improved compared to the untreated fiber composites. But, the impact strength of alkali treated fiber composites were decreased compared with the untreated fiber composites [9]. Govardhan Goud and R N Rao worked on the effect of fiber content and alkali treatment on tensile, flexural and impact properties of unidirectional Roystonearegia natural fiber reinforced epoxy composites [10]. One of the main problem of PALF when reinforced with polymer is that, PALF is hydrophilic in nature it does not make good bonding with hydrophobic matrix, particularly at high temperatures [28]. But this problem can be solved by using chemical treatments like dewaxing, treatment with NaOH, cyanoethylation, and graftng of acrylonitrile monomer onto dewaxed PALF to enhance the Interfacial quality between PALF and polymer [15]. The another study shows that, the surface modification by chemicals like sodium hydroxide (NaOH), 2,4-dinitrochlorobenzene, benzoyl peroxide (BPO), and BPO/acetylation can minimize water absorption and improves the mechanical properties [29].Though most of the researches are showed significant improvement of mechanical properties of composites when pretreated with alkali but nobody has investigated the effect of alkali treatment on fabric used as reinforcing materials with polyester resin on the composites. The results are even better in case of fabric compared to fiber as reinforcing material. In this study tensile strength, elongation at break and young’s modulus were investigated as mechanical properties and the comparison between alkali (NaOH) treated and untreated composite materials shows the improvement of mechanical properties.
2. Materials and Methods
2.1. Materials
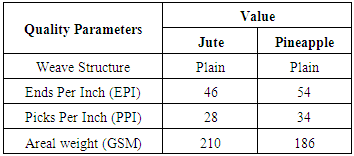
- Jute fabric and pineapple fabrics were manufactured in Bangladesh Jute Research Institute, Dhaka. PALF (Pineapple Leaf Fiber) was collected from Modhupur, Tangail, Bangladesh. Both of the fabric was manufactured in plain weave. Unsaturated polyester resin and methyl ethyl ketone peroxide (MEKP) were purchased from Nasim Plastic Industries Limited, Dhaka, Bangladesh. MEKP was used as a catalyst.
 | Figure 1. (a1) Pineapple Leaf Fiber (PALF), (a2) Pineapple Yarn, (a3) Pineapple Fabric, (b1) Jute Fiber, (b2) Jute Yarn and (b3) Jute Fabric |
|
2.2. Alkali Treatment
- All the samples of jute and pineapple fabric were prepared with a dimension of 30 cm × 30 cm. At the same time, NaOH solutions were prepared with three different concentrations as 3, 5 and 7 (w/v) %. The fabric to solution weight ratio was maintained at 1:20 (w/v). Then the samples were emerged on NaOH solution and treated for 1 hour at 80°and then washed thoroughly until the neutralization of pH. The fabrics were dried in oven at 60°C for 20 hours. Thus the fabrics were prepared for composite with polyester resin.
2.3. Composite Fabrication
- Jute and Pineapple fabric reinforced polyester composites were prepared by hand layup technique [30]. NaOH treated and untreated Jute and Pineapple fabrics with a dimension of 30cm×30cm were taken for reinforced material. A glass plate of the dimension 40cm×40cm was placed on a suitable place. A mylot paper with similar dimension to the glass plate was cut and placed on it. According to fabric weight, polyester resin was taken in a beaker and 2% MEKP was added. These two chemicals were mixed vigorously with an agitator.1/3 of the mixture was poured on to the mylot paper and spread over an area similar to the pineapple fabric with a plastic spreader. Then one ply pineapple fabric was placed on to the polyester resin mixture and rolled with hand roller. Again1/3 of the mixture was poured on to the previous ply and rolled. Thus, with the same process polyester resin solution was poured over two plies of fabric one by one. Finally it was sandwiched with two piece of mylot paper and drive a hand roller on it. Covered the whole swatch with two glass plate and a dead weight of 15 kg was loaded on the arrangement for 4 hours. Finally the dead weight was unloaded and two layer of the mylot paper were separated from the composite. Same procedure was done for all the samples. Thus pineapple and jute reinforced polyester composites were obtained.
2.4. Sampling
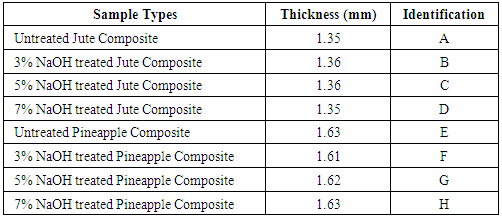
- Thicknesses of samples were recorded by digital slide calipers. Average results of three readings from different place along the sample have taken for measuring the each thickness. Different samples are identified as mentioned table 2.
|
2.5. Testing of Samples
- The tensile properties such as tensile strength (TS), elongation at break percentage (EB%) and Young’s modulus (Y) of the prepared composites were evaluated by a universal testing machine (UTM) (Model: H50KS-0404, HOUNSFIELD, series S, UK) at the Institute of Radiation and Polymer Technology Laboratory, Bangladesh Atomic Energy Commission, Dhaka, Bangladesh. The specimens were prepared according to ASTM D638 standard. Crosshead speed of 10 mm/min and a gauge length 50 mm were maintained. Equation 1, 2 and 3 were used for measuring the tensile strength, elongation at break percentage and Young’s modulus respectively [30].
 | (1) |
 | (2) |
 | (3) |
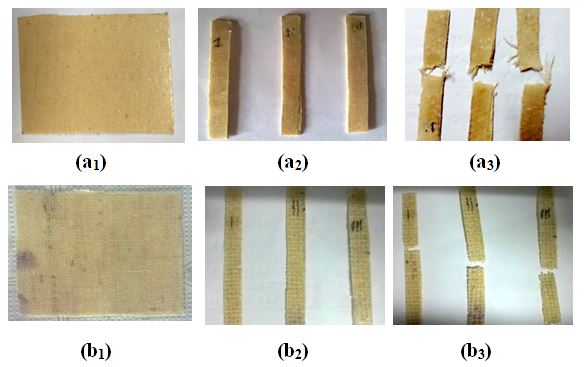 | Figure 2. (a1) Pineapple composite, (a2) Pineapple composite samples for UTM, (a3) Pineapple composite samples after mechanical test, (b1) Jute composite (b2) Jute composite samples for UTM, (b3) Jute composite samples after mechanical test |
4. Results and Discussion
4.1. Tensile Strength
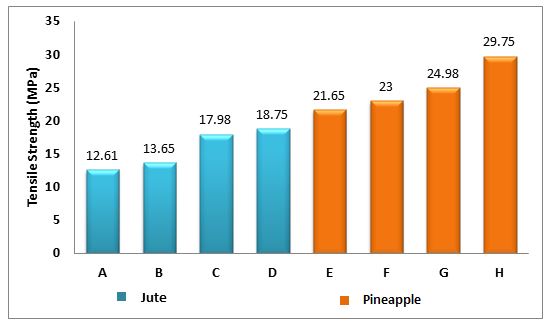
- Figure 3 depicts the tensile strength of untreated and treated jute and pineapple fabric reinforced polyester composites. It is observed that the tensile strength of alkali treated jute and pineapple reinforced composites were increased compared to the untreated composites and clearly found that with the increasing of the alkali percentage, the tensile strength was also increasing both for jute and pineapple fabric reinforced polyester composite. Regarding jute composite, the tensile strength of samples B, C and D were increased 8.22%, 42.58% and 48.69% respectively compared to the sample A. Concerning the tensile strength of pineapple fabric composite, the samples orders were found as E<F<G<H. The tensile strength was increased 6.23% for the sample F, 15.38% for the sample G and 37.41% for the sample H compared to the sample E. It is also clear that, alkali treated pineapple composites has more tensile strength than jute composite. The figures 2(a3) and 2(b3) also indicates the same results. Visibly 2(b3) broke straight and 2(a3) broke wavy also fibres are spread out. That means in 2(a3) more force has been given which made more tensile strength.
 | Figure 3. Tensile strength of jute and pineapple fabric reinforced polyester composites |
4.2. Elongation at Break
- The elongation percentages at break of jute and pineapple fabric reinforced polyester composite specimens are presented in Figure 4. Regarding elongation% of jute fabric composite, the samples orders were found as A<B<C<D. The percentages of elongation at break were increased by 31.2%, 54.58% and 87.5% for the sample B, C and D respectively as compared to the sample A.Consequently, in pineapple fabric composite, the samples orders were found as E<F<G<H. The elongation% was increased 35.25% for the sample F, 50% increased for the sample G and 79.34% for the sample H as compared to the sample E.
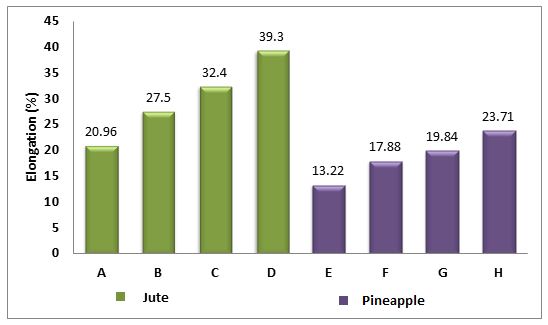 | Figure 4. Elongation percentage of jute and pineapple fabric reinforced polyester composites at break |
4.3. Young’s Modulus
- Figure 5 illustrates the Young’s modulus of jute and pineapple fabric reinforced polyester composite. The samples orders of jute fabric composite were found as A<B<C<D depending on Young’s modulus. The Young’s modulus of the samples B, C and D were increased by 21%, 53.6% and 62.94% respectively as compared to the sample A. Conversely, the Young’s modulus of the samples F, G and H were increased by 35.29%, 87.99% and 119.9% correspondently as compared to the sample E in case of pineapple fabric composite. The fibers of jute and pineapple form an intimate bond with polyester resin.
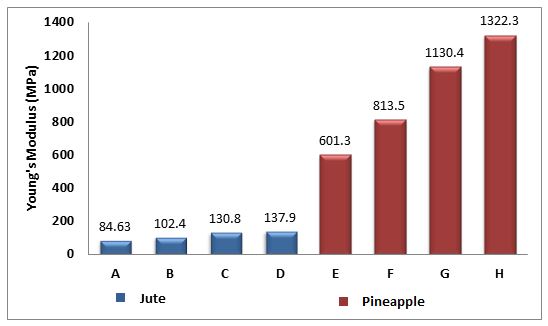 | Figure 5. Young’s Modulus of jute and pineapple fabric reinforced polyester composites |
5. Conclusions
- Bio-composites from natural resources gained much importance universally, because of their biodegradable nature. Bio-composites are most suitable materials profound in nature for their use in various fields due to their eco-friendly advantages. The role of mechanical properties of bio-composites in the making-up process as regards lightweight material is vital in order to achieve a stiff but thin light weighted surface that can be used for automobiles, textiles and civil engineering purposes. This study presents the action of alkali treatment on the variation of mechanical properties of bio-composite materials, and results have high impact in textile and automobile industries.