-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2018; 8(2): 25-31
doi:10.5923/j.cmaterials.20180802.01

Production and Characterization of Reed and Wood Particles/Phenol Formaldehyde Resin Composite Board
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLNotabo Hlabano, Lloyd N. Ndlovu, Nqobizitha R. Sibanda, Lindani K. Ncube
Department of Fibre and Polymer Materials Engineering, National University of Science and Technology, Bulawayo, Zimbabwe
Correspondence to: Lloyd N. Ndlovu, Department of Fibre and Polymer Materials Engineering, National University of Science and Technology, Bulawayo, Zimbabwe.
| Email: |  |
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

The present research focuses on the production of a single-layer composite board made from a mixture of reed and pine wood particles as well as unsaturated phenol formaldehyde resin. Reed culms used had an average length of 4.2m, stalk base diameter of 7.1cm and had the capacity to produce 250g particles when ground; the particles used had an average length and width ranging from 8 to 12mm and 1 to 3mm respectively. The particles were boiled in 4.2% sodium hydroxide (NaOH) for an hour so as to improve their wettability with the resin during the fabrication process. Systematic experiments were designed; these led to determination of significant process parameters and material variables that predominantly influence the characteristics of the composite board. The independent variable factor was the mixing ratio of reed and wood particles. Other parameters such as resin content, pressing cycle time, hardener content and press pressure; were maintained constant. The physical and mechanical properties of composite boards including flexural strength, compression strength, tensile strength and water absorption were determined according to ASTM standards. One-way Multi-variance analysis (MANOVA) was conducted using SPSS programming (version 16) to assess whether the mixing ratios of reed and wood particles had an influence on the mechanical properties of experimental boards. Findings revealed that particle mixing ratio exerted a significant effect on the mechanical and physical properties of boards. On the other hand, particle volume fraction (Vp) was shown to have a crucial influence on the performance of composite boards.
Keywords: Composites, Volume fraction, Reed particles, Wood particles, Phenolic resins
Cite this paper: Notabo Hlabano, Lloyd N. Ndlovu, Nqobizitha R. Sibanda, Lindani K. Ncube, Production and Characterization of Reed and Wood Particles/Phenol Formaldehyde Resin Composite Board, International Journal of Composite Materials, Vol. 8 No. 2, 2018, pp. 25-31. doi: 10.5923/j.cmaterials.20180802.01.
Article Outline
1. Introduction
- Polymeric materials reinforced with synthetic fibers such as glass, carbon and aramid provide advantages of high stiffness and strength to weight ratio as compared to conventional construction materials, that is; wood, concrete and steel. Despite these advantages, the widespread use of synthetic fiber-reinforced polymer composite has a tendency to decline because of high initial costs, their use in non-efficient structural forms and most importantly their adverse environmental impact [1]. Researchers have thus pursued natural, high performance engineering materials because they are renewable, environmentally sound and pose no health hazard. The increasing interest in using natural fibers as reinforcements in polymers has posed some controversies and wood fiber is a good example. With the rapid increase in usage of wood in energy generation and development of wood-based composites, more and more wood processing enterprises are facing raw material shortages due to global decline in forest resources. An alternative that can reduce wasteful deforestation is the use of waste wood particles instead of virgin woods since this waste represents 50.7% of all log production [2]. Current research trends therefore lay more emphasis on non-wood and ligno-cellulosic biomass for use in composite manufacture [3, 4]. These agricultural lignocellulosic plants can be easily crushed to chips or particles, which are similar to wood particles, and may be used in combination or as substitute for wood-based raw materials.Literature contains several studies on the manufacture of composite boards using particles or fibers from different lignocellulosic sources and synthetic binders or adhesives to bond the particles, often by applying heat. Kalaycioglu and Nemli [5] investigated on the parameters affecting the properties of kenaf fiber and from their study it was found that press temperature, time, density and shelling ratio affects the physical and mechanical properties of particleboards. Literature also indicates that among other cellulosic fibers, reed plant has been reviewed for use in particleboards because of its fast growth properties, high cellulose and lignin content as well as high fiber length properties [6-8]. In 2005, Behzad Kord and others [9] carried a study which concluded that reed stem was suitable for use in the manufacture of particleboards. In another study [10], Dahmardeh Ghalehno investigated on mechanical properties of a composite material which was prepared from unsaturated polyester resin UPE with two types of fillers (reed and some commercial species). The results obtained showed that composite materials of reed fillers had good mechanical properties.A comparative study between properties of particleboards produced from saw dust with phenol formaldehyde (PF) and urea formaldehyde (UF) resin revealed that particleboards produced with PF had better properties compared to that of UF [11]. The study further showed that processing temperature, particle size and geometry, compaction pressure, type of resin and/ or adhesive and their mixing time are the most significant properties to be considered during composite development. This research therefore focused on the production and characterisation of a composite board produced from two types of reinforcements (that is; reed and wood particles) and phenol formaldehyde resin.
2. Methodology
2.1. Preparation of Raw Materials
- Reed stalks or culms were harvested, baled and then left to dry under direct sunlight for 31days. The stalks were manually cut to 30cm length and then chopped to small particles using a hammermill. To obtain a homogenous particle size, the reed particles were passed through a sieve and the average size of reed particles was maintained at 12mm length and 2.5mm width. Wood particles from pine wood were picked and screened for removal of contaminants as well as to come up with uniform particle size. The average size of the particles was 12.5mm length and 2.7mm width.
2.1.1. Surface Modification of Particles
- Different constituents of plant materials (reed and wood plants) such as lignin, silica, ash and other metal elements were eliminated through a surface modification or pre-treatment process [12, 13]. Two samples from both reed and wood particles were prepared, that is; one sample was treated with a surface modifier whilst the other sample was left untreated. In this method, 10g of material was treated with 4.2% of hot NaOH [12] solution for an hour with temperature maintained at 80°C. The particles were then washed twice with distilled water containing 1ml of acetic acid to neutralize excess sodium hydroxide, and the extract evaporated to dryness. The residues water absorption characteristics were determined gravimetrically.
2.1.2. Moisture Regain of Particles
- Moisture regain of both reed and wood particles was determined through water absorption (WA) test based on ASTM D570 [14]. Both particles, that is; surface modified and unmodified reed and wood particles were immersed in distilled water for 24 hours. Reed and wood particles used in this study had water absorption of 23.1% and 36.0% which was further increased by 5.5% and 3.3% respectively after surface modification.
2.2. Synthesis of Phenol Formaldehyde (PF) Resin
- Phenol was mixed with formalin (37% solid content) in the ratio of 2:1.3 based on results from trial and error method. A full factorial method was designed to vary the concentration of phenol formaldehyde and hydrochloric acid (HCl). Using this experimental design, six (6) independent tests were carried out, each with varying concentration of hydrochloric acid (hardener) to determine the effect of varying the concentration of HCl on the resin curing time. 12% HCl was chosen as the optimum concentration considering that it offered ideal time for particles and resin to mix homogenously before resin curing. Thus 12% HCl was added to the mixture slowly with stirring till polymerization point was reached. At this point, 20% excess formalin was added. Stirring was done continuously as the plastic was forming and becoming a pink precipitate. The density of the resin after curing was found to be 1.1g/cm³ which conforms to the standard densities of phenol based resins [11, 15, 16].
2.3. Composite Board Fabrication
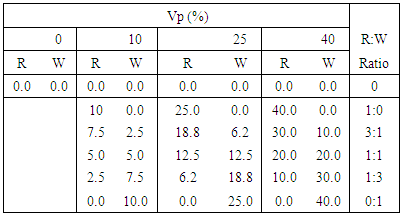
- The percentage of reed (R) and wood (W) particles used during the composite fabrication was varied according to the ratios in Table 1.
|
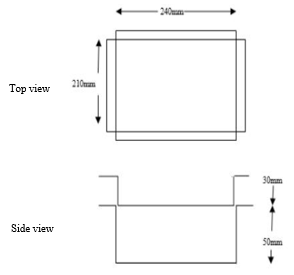 | Figure 1. 2-D sketch of the mould |
2.4. Composite Board Density
- Developed composite board had a thickness of 5mm, 8mm and 10mm, and a density ranging between 0.66g/cm³ and 0.85g/cm³. This density and thickness met the density requirements for medium density particleboards [19]. Board density was shown to increase directly proportional to particle volume fraction. In the absence of wood particles, reed gave a lower density as compared to when mixed with wood. This low densification of reed is a benefit in the properties of the overall composite as it allows addition of more particles per given board and this enables effective distribution of stress within the internal structure of the composite.
2.5. Characterisation of Composite Boards
- For each of the following tests, three (3) test specimens were prepared according to sample dimensions recommended by ASTM standards.
2.5.1. Flexural Strength (FS)
- Test specimen from the developed composites were taken and tested for their flexural strength properties according to ASTM D790 [20]. The test sample dimensions were 150mm x25mm. The test specimen was suspended on a flexure (three-point bending) machine as a simple beam supported at two points and loaded at its midpoint. This allowed the stress in the outer surface of the specimen to occur at the midpoint. The test speed was maintained at 0.10kN/min. The maximum flexural stress sustained by the test specimen during the bending was calculated electronically based on the equation:
 | (1) |
2.5.2. Compression Strength (CS)
- Compression testing was conducted on composites test samples according to ASTM D695 [21] so as to determine the change in composite length as a function of the load on the test specimen. Before mounting the specimen onto the compressometer, the initial length of the specimen was first recorded. The specimen was then mounted in between the plunger and the hardened ground of the test equipment. As the plunger was moved towards the specimen, it forced the specimen to contract. The maximum compressional strength carried by the specimen before rupture (also known as the breaking load) was determined.
 | (2) |
 | (3) |
2.5.3. Tensile Strength (TS)
- The tensile strength of experimental boards was determined using the principle of constant rate of elongation (CRE). Testing was done according to ASTM D638 using Testometric tensile testing instrument [22]. A load of 2500kg was used to elongate the specimen at a speed of 200mm/min till rupture point. Tensile strength of the board was calculated according to equation 4.
 | (4) |
2.5.4. Water Absorption (WA)
- Water absorption test was employed according to ASTM D570 [14] to determine the relative rate of absorption of water by composite board. The specimen was dried in an oven to a moisture content (Mc) of 0% prior to testing. The conditioned specimen was submerged in distilled water for 24hours. After 24 hours the sample was removed from water and excess water from the sample removed prior to weighing. Percentage (%) Moisture regain (Mr) was calculated using the equation:
 | (5) |
2.6. Statistical Analysis
- MANOVA was conducted using SPSS programming to assess whether the mixing ratios of reed and wood particles had an influence on the mechanical and physical properties of experimental boards in terms of flexural strength, compression strength, tensile strength and water absorption. Differences between each board type were also analyzed. A sample size of 3 was used for each property being analyzed; and this was done at 16 levels of reed and wood mixing ratios.
3. Results and Discussion
3.1. Mechanical and Physical Properties
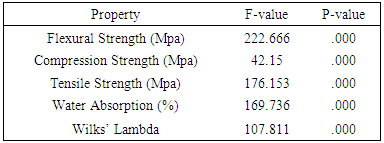
- The density of the developed composite ranged from 0.66g/cm³ to 0.85g/cm³, whereas the thickness ranged from 5 to 10mm. According to Australian standards [23], the developed composite is categorized under thin composites based on board thickness. To assess the statistical difference in mechanical and physical properties of thin composites, multivariate test and tests of between-subjects effects was carried out. The results obtained from the tests are shown in Table 2.
|
3.1.1. Flexural Strength
- The flexural strength (FS) obtained from this study ranged from 20 to 190Mpa. Composites made from 3:1 reed to wood particle mixing ratio gave the highest values at each percentage particle volume fraction. However, only 3:1 reed to wood ratio at 40%Vp gave the highest FS value of 190Mpa. Based on Australian standards [23], 43.5MPa and 44MPa are the minimum FS requirements for general uses and furniture manufacture respectively. Based on results shown in Figure 2 it was observed that 0% and 10% particleboards did not meet the standard requirements whereas boards with 25% and 40% Vp met and exceeded the standard requirements [23].
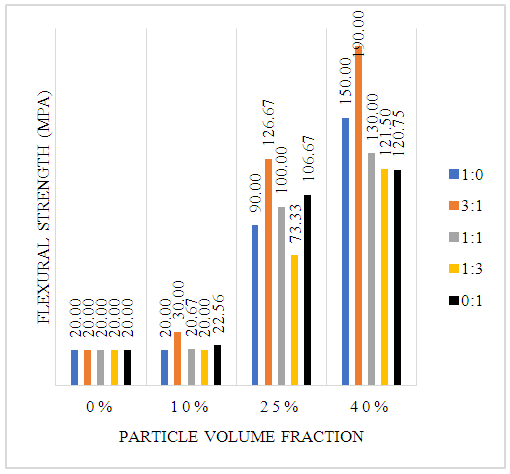 | Figure 2. Flexural strength at different particle volume fraction |
3.1.2. Compression Strength
- Compression strength (CS) is the ultimate stress that a specimen with a given area can withstand before fracture. The composite particle-volume has a high influence to this property as evident by a 1:1 board with a particle volume of 25% giving high compressional strength of 3.76Mpa whereas the control board (0% Vp) gave a value of 0.87Mpa. In 2011 Garcia-Ortuno and others [25] reported that board density which is directly proportional to particle volume was the most important factor affecting all physical and mechanical properties of composites. The results obtained from Behzard Kord and others in 2016 [26] also showed that an increase in particle volume improved the compressional strength properties. The univariate test of between-subjects effects as seen in Table 2 showed that the mixing ratio of reed and wood had a statistically significant effect on compressive strength (F = 42.15, p <.0005).
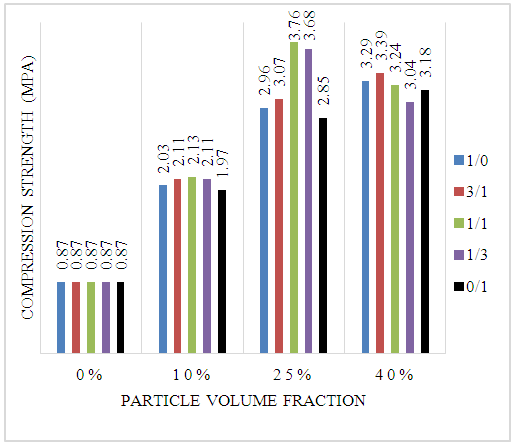 | Figure 3. Compression strength at different particle volume fraction |
3.1.3. Tensile Strength
- An unreinforced board exhibits a brittle fracture and thus fractures at low stress levels [27, 28]. This was evident by a tensile fracture of 0.01Mpa for the control board with 0% particle volume fraction. However, the tensile strength (TS) value increased steeply as more particles were added onto the brittle matrix. Tensile strength was shown to increase with an increase in particle volume fraction up to a threshold of 1.75Mpa after which it decreased gradually. This decrease in tensile strength at high particle volume conforms with the rule of mixtures which states that each particle should be surrounded by matrix to make a homogenous mixture of resin-rich areas and particle-rich areas [3, 11, 29]. However, at 40% particle volume this rule is violated leading to low tensile strength.
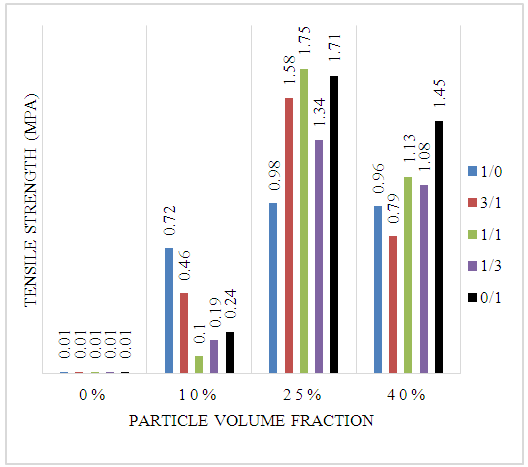 | Figure 4. Tensile strength at different particle volume fraction |
3.1.4. Water Absorption
- Water absorption (WA) in particleboards is determined by the nature of particles used. By nature, cellulose-based particles are hydrophilic and surface modification through treatment with sodium hydroxide further increases water absorption properties [12]. The univariate test of between- subjects effects showed that the particle mixing ratio of reed and wood had a statistically significant effect on water absorption (F = 169.74, p <.0005).
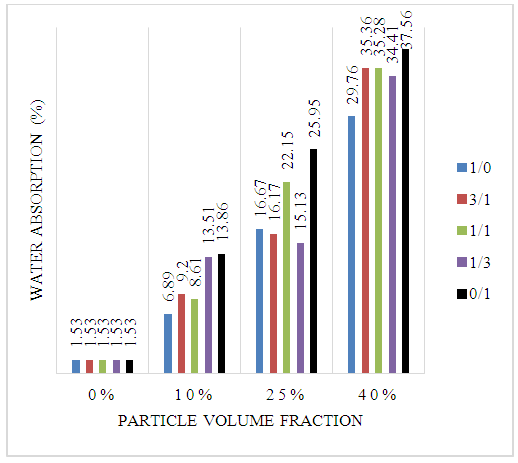 | Figure 5. Water absorption of developed composites |
4. Conclusions
- Samples made from a combination of 3:1 and 1:1 reed to wood particle volume showed higher mechanical properties than the AS/NZS1170 standards for medium density particleboards. However, the use of reed particles in composite boards showed high performance on mechanical properties in this study as the reed particle volume fraction increased from 0% to 40%. The reason for this improvement can be related to the low density of reed particles which causes more densification. This in turn causes better adhesion during hot pressing and more particles to act together thereby distributing the load exerted on them leading to improved mechanical properties.Based on mechanical property results of this study, it can be concluded that reed stem has potential as a raw material for composite board manufacturing, not only for those made exclusively with reed particles, but also through the combination with wood particles. The use of reed in composites is a feasible solution for the particleboard industry because it is economically, ecologically and socially viable and enables management of the reed grass (invasive plant) and, empowers small scale entrepreneurs. Furthermore, environmental excellency is achieved through acting as a carbon sink as well as a soil reinforcer to reduce soil erosion. Composite boards developed from this study can be used as general-purpose boards, that is; as construction material in furniture, wall and ceiling panelling, floor underlayment et cetera.
5. Recommendations
- There is need for future research which concentrates on reducing or eliminating usage of phenol formaldehyde resins due to their toxicity on the environment. This can be done through some improvements on greener resins so that they can offer properties which tally with those of synthetic resins. There is also a need for more analysis on the different properties of reed or wood composites by modern equipment in most of the areas covered in this review.