-
Paper Information
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2017; 7(5): 136-143
doi:10.5923/j.cmaterials.20170705.02

Effect of Fiber Loading and Void Content on Tensile Properties of Keratin Based Randomly Oriented Human Hair Fiber Composites
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLP. Divakara Rao1, C. Udaya Kiran1, K. Eshwara Prasad2
1Department of Mechanical Engineering, J.B. Institute of Engineering and Technology, Hyderabad, Telangana, India
2Department of Mechanical Engineering, Jawaharlal Nehru Technological University, Hyderabad, Telangana, India
Correspondence to: P. Divakara Rao, Department of Mechanical Engineering, J.B. Institute of Engineering and Technology, Hyderabad, Telangana, India.
| Email: |  |
Copyright © 2017 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Human hair is a non-biodegradable waste available in abundant quantity across the world, but is not explored fully for applications in engineering field. Tensile strength of human hair ranges from 150 to 220 MPa. This property of human hair can be made use in the field of making bio-composites. In the present work, hair based bio-composites are prepared by combining the human hair and polyester using hand layup technique. Volume fraction of the human hair fiber is varied by fixing the fibre length at 20 mm and tensile tests were conducted as per the standards. While increasing the fibre volume fraction up to a certain range the composite materials have shown superior amendments in their tensile properties. Further, the experimental results are compared with theoretical models.
Keywords: Polyester resin, Human Hair Fiber, Bio-composite, Theoretical model
Cite this paper: P. Divakara Rao, C. Udaya Kiran, K. Eshwara Prasad, Effect of Fiber Loading and Void Content on Tensile Properties of Keratin Based Randomly Oriented Human Hair Fiber Composites, International Journal of Composite Materials, Vol. 7 No. 5, 2017, pp. 136-143. doi: 10.5923/j.cmaterials.20170705.02.
Article Outline
1. Introduction
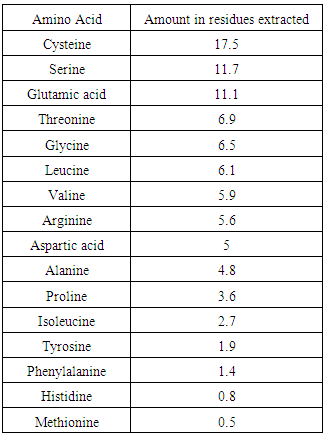
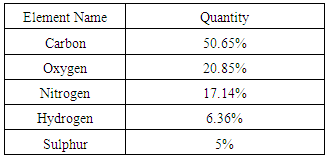
- Renewable animal fibers provide an exciting opportunity to develop sustainable bio - composite materials. Nowadays, attention of researchers has been increased on these animal fiber reinforced composites due to their easy availability, light weight, low cost and eco-friendly nature. Research on animal fiber based composites is meagre, though, good amount of research is carried on plant based natural fibers. Chicken Feather, human hair and hairs of other birds and animal are commonly described as a waste by-product. Currently available disposal methods such as burying and burning of this waste by products are contributing to environmental pollution [1]. Human hair by nature is a fibrous material with good tensile properties. The primary component of the hair fiber is keratin which consists of proteins and long chains (polymers) of amino acids [2]. Cortex in the hair fiber is primarily responsible for the tensile properties of human hair [3]. Unlike other natural fibers, animal fibers are very complex in nature as their properties vary with many factors. Physical, chemical and mechanical properties of the animal fibers depend largely on the region, age and location of the fiber on the animal. Qiang Xiao et al. have studied the tensile properties of human hair fibers of different regions and ages of women [4]. Nwigbo S. C et al. has studied the mechanical properties of female African human hair reinforced polypropylene composites [5].It offers much more effective solution for environmental pollution issues, If these hair fibers are successfully impregnated in resins to make composites and are used for various applications,. Presently human hair composites are being used in the areas of construction, automobiles and moulded furniture [6]. Thomson has patented his work on manufacturing of hair based composites [7]. Elanchezhian et al. in their research found that composites made of human hair are close to that of silk fiber made composites which are costly when compared to the former [8]. Krystyna Wrześniewska-Tosik et al. have proved in their research that addition of keratin into cellulose has improved hygroscopic properties. They further showed the improvement of biodegradability of cellulose- keratin fibers than that of cellulose fibers [9]. Both human hair and chicken feather are naturally made out of keratin, reports on human hair based composites is relatively merger. Keratin is the primary constituent of Human Hair fiber. These keratins are proteins, polymers of amino acids. Keratin proteins form the cytoskeleton of all epidermal cells. Keratin proteins comprise 65-95% of the total hair fiber by weight. Mostly hair fibers are made of hard keratins which do not dissolve in water. Hard keratins are highly resistant to proteolytic enzymes. Hair fiber durability and resistance to degradation under environmental stress comes from the linkage between the cystine molecules and keratin proteins that form disulfide chemical bonds. These bonds are very strong. Amino acids with their quantities present in normal hair fiber are shown table 1. The hair is composed of raw elements which are shown in Table 2. Other element that are present in the hair in trace amounts are magnesium, arsenic, iron, chromium and other metals and minerals [10, 11].
|
|
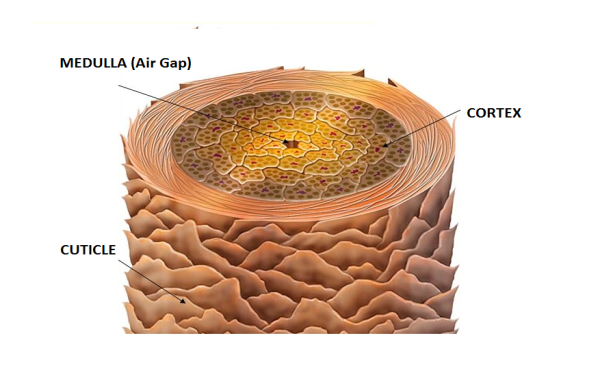 | Figure 1. Parts of Hair fiber |
|

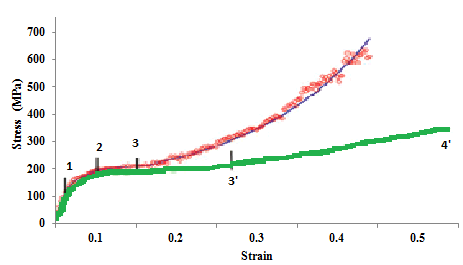 | Figure 2. Stress –strain curve of Human hair fiber |
|

2. Mechanism Involved in Randomly Oriented Discontinuous Fiber Composites
- The usage of discontinuous fibers in commercial applications is increasing day-by-day, though the reinforcement efficiency for discontinuous fibers is lower when compared to continuous fibers. Animal fibers are mostly available in short form only. Chopped glass fibers are extensively used in many applications. Short fiber composites can be produced with 90% of elasticity Modulus and 50% of tensile strength when compared to continuous fiber composites. Anisotropy is exhibited by the aligned fibrous composites there by giving maximum strength and reinforcement along the alignment direction, where as fiber reinforcement is nonexistent in the transverse direction leading to low tensile stresses. However, Isotropic mechanical properties are exhibited by the randomly oriented short fiber composites. Applications involving multidirectional stresses normally use randomly oriented discontinuous fibers. The reinforcement efficiency for this case is only one-fifth that of an aligned fiber composite. Normally, short and discontinuous fibers are employed when the fiber orientation is random. Reinforcement of such fibers is shown in fig.3.
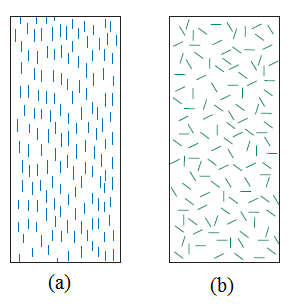 | Figure 3. Representation of (a) aligned discontinuous fibers (b) Random oriented discontinuous fibers |
3. Methods
3.1. Predictive Models
- The mechanical properties such as tensile modulus and strength can be expressed in terms of properties and arrangements of constituent fibers and matrix material using the micromechanical analysis. The strength and modulus of a long continuous fiber reinforced composite can be predicted by (1), (2) from rule of mixtures:
 | (1) |
 | (2) |
 and
and  are stresses in composite, fiber and matrix respectively and
are stresses in composite, fiber and matrix respectively and  ,
,  and
and  are Young’s modulus in composite, fiber and matrix respectively.
are Young’s modulus in composite, fiber and matrix respectively.  ,
,  represent the Volume fraction of the fibers and matrix material respectively.The correlation derived by the Puck is verified by Manera [13] in his research with equation (3):
represent the Volume fraction of the fibers and matrix material respectively.The correlation derived by the Puck is verified by Manera [13] in his research with equation (3): | (3) |
 | (4) |
 represents the volume fraction of the fiber.Reduction in property in case of short fiber random oriented composites is due to the combined effect of reduced length of reinforcement fiber and different orientation of fibers in the matrix material. Stress distribution along a short fiber in fiber reinforced plastic composite is studied by Choon [15]. The Choon’s model for the Young’s modulus is considered as a modification of rule of mixtures and is given in (5):
represents the volume fraction of the fiber.Reduction in property in case of short fiber random oriented composites is due to the combined effect of reduced length of reinforcement fiber and different orientation of fibers in the matrix material. Stress distribution along a short fiber in fiber reinforced plastic composite is studied by Choon [15]. The Choon’s model for the Young’s modulus is considered as a modification of rule of mixtures and is given in (5): | (5) |
 | (6) |
 | (7) |
 | (8) |
 | (9) |
 | (10) |
 | (11) |
3.2. Experimental
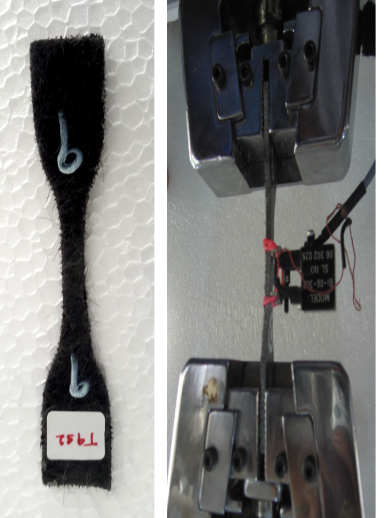
- Hair fibers cut into 20mm length and is uniformly spread in the mould. The polyester resin along with the catalyst and accelerators in required quantities are mixed thoroughly as per the standard procedure and poured in to the cleaned mould. Sufficient care is taken to have uniform distribution and full impregnation of fiber in the resin. The mould is then closed with other half part of mould, clamped tightly and is kept for 24 hours at room temperature as polyester cures completely in 24 hours of time. The composite sample sheets are fabricated with different fiber weight ratios.Test specimens are cut from the completely cured composite sheet as per ASTM standards D638-01 is shown in the figure 4a. Different sample and their composition are shown in table 5. The tensile tests are carried out using Autograph AG15, Shimazdu 0-50 kN range with an accuracy of 0.1N. Five specimens are tested for each fiber volume fraction with 1.4 mm/min rate of loading. A specimen under test is shown in figure 4b.
|
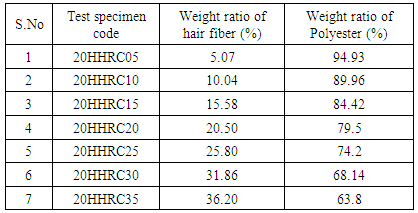
 | Figure 4. Specimen (a) before testing (b) during testing |
4. Results and Discussions
4.1. Composite Density and Void Content
- Random oriented Human hair fiber polyester composites have been produced with 20mm fiber length and seven different volume fractions. The fiber volume fraction and composite density are calculated using (12) and (13):
 | (12) |
 | (13) |
 | (14) |
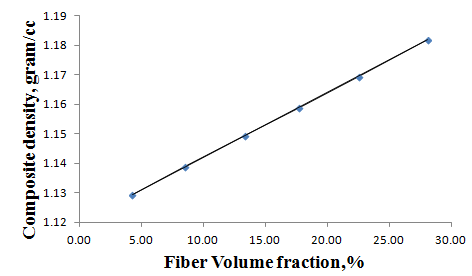 | Figure 5. Variation of Composite density with fiber Weight fraction |
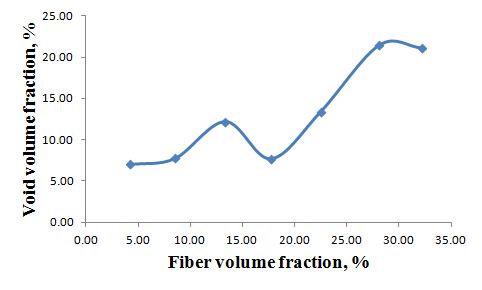 | Figure 6. Variation of Void volume fraction with fiber volume fraction |
4.2. Effect of Fiber Weight Fraction on the Tensile Strength
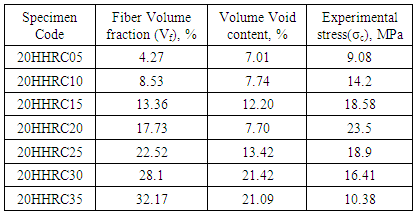
- Table 6 shows the values of tensile strength against the fiber volume fraction. Fig.7 shows the tensile stress behaviour for the composite manufactured from 20mm fiber lengths maintaining a constant fiber aspect ratio of nearly 250 over the entire range of human hair fiber volume fraction. The tensile stress is noticeably increasing with increase in fiber loading up to 17.73% and then decreases with further increase in fiber loading. This may be due to the fact that few fibers are present for low fiber weight fractions and the stresses in the composite are high enough to break the fibers. The broken fibers do not carry any load and these broken fibers can be regarded as an array of aligned holes. As explained in composite theory [20], the reinforcing action of the fiber is only effective once the fiber volume fraction exceeds the critical value. Ghosh et al. [21] explained the minimum and critical fiber volume fractions for short banana fiber reinforced vinyl–ester composite to be 15% and 25% respectively. However there is a maximum fiber content beyond which the properties of the composite deteriorate [22, 23].
|
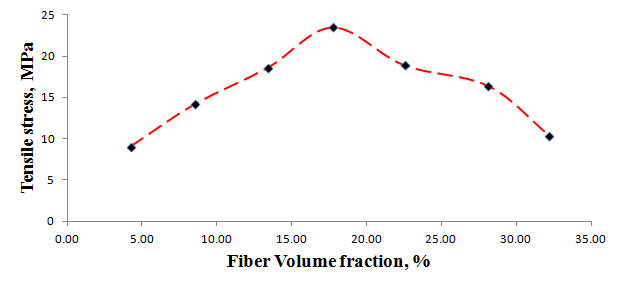 | Figure 7. Effect of Fiber weight ratio on Tensile Strength of Human Hair Reinforced Polyester Composites |
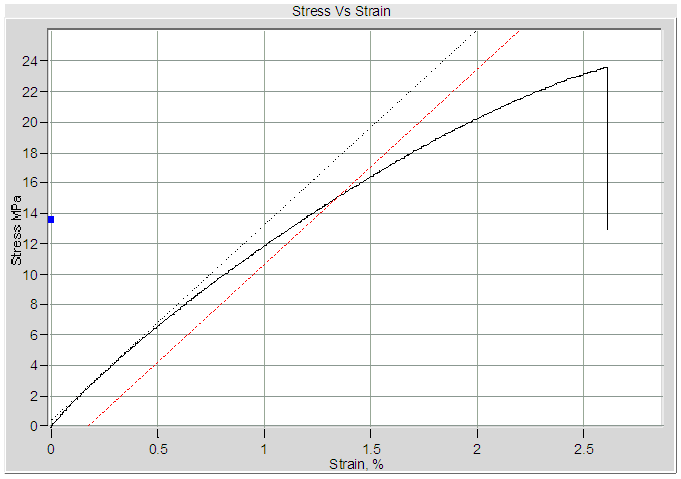 | Figure 8. Stress- strain curve of HHRC at fiber volume fraction of 17.73% |
4.3. Tensile Modulus
- Tensile Modulus of composites with different fiber volume fraction are obtained from the simple tension test. Various theoretical models have been used to estimate the Young’s modulus of the designed composite and are tabulated in Table 7.
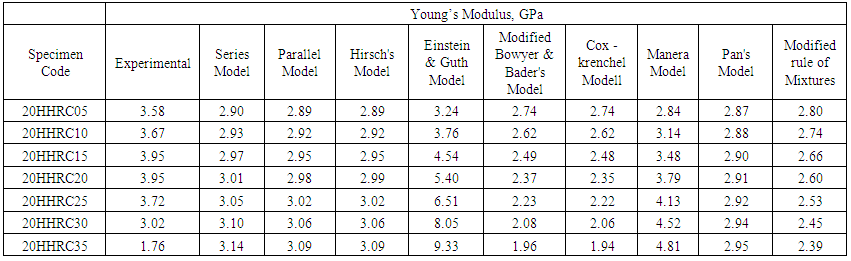 | Table 7. Young’s Modulus values of experimental and theoretical models |
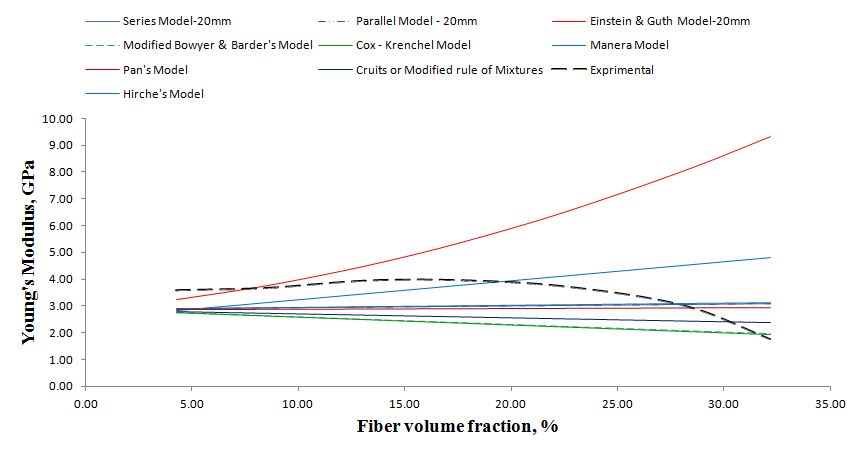 | Figure 9. Comparison of Tensile Modulus for different models |
5. Conclusions
- The effect of fiber volume fraction on physical properties (density, porosity) and tensile properties of a random oriented HHRC are investigated. Composites with low fiber volume fraction are prone to intra fiber voids and high fiber volume fractions are prone to inter fiber voids. High value of void content of 21.42% is observed at fiber volume fractions beyond 28%.The effect of fiber loading on tensile properties is studied and maximum tensile strength of 23.5 MPa is observed at 17.73% fiber volume fraction. Similar types of results are published by T. Subramani et al. [27] in their investigation on chicken feather reinforced composites.Tensile modulus is experimentally obtained and the results are validated using different theoretical models. Experimental results are in close agreement with the theoretical models below 17.73% volume fractions. However, sharp drop in experimental tensile modulus value is observed above 17.73% because of presence of high void volume content. Lesser void volume content has minimal effect on the tensile properties of the human hair reinforced polyester composites. The tensile strength and Tensile Modulus obtained for the composite in the present research are exhibiting reasonably superior values over composites made of Polyethylene reinforced with keratin fibers obtained from chicken feathers [28], random oriented, non woven short banana/Epoxy composite[29] and many more natural fiber composites. The present research was focussed on the use of abundantly available waste human hair as an alternative reinforcement for natural fiber composite materials. The cost and environmental benefits associated with the use of this new sustainable bio-composite material depends on the wide success. However several limitations must be overcome in order to exploit the full potential of human hair fibers. Proper fiber treatment that enhances fiber matrix bonding should be developed. Secondly, the use of hair mats should be investigated in order to get uniform distribution of fibers in the matrix material.