Odhong O. V. E.1, Muumbo A. M.2, Mayaka A. N.3
1Department of Mechanical and Mechatronics Engineering, Multimedia University of Kenya, Nairobi, Kenya
2Faculty of Engineering Science and Technology, School of Mechanical and Petroleum Engineering, The Technical University of Kenya, Nairobi, Kenya
3Faculty of Engineering and Technology, Multimedia University of Kenya, Nairobi, Kenya
Correspondence to: Odhong O. V. E., Department of Mechanical and Mechatronics Engineering, Multimedia University of Kenya, Nairobi, Kenya.
| Email: |  |
Copyright © 2017 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

Abstract
Plant fibre reinforced polymer composites, of which rice husks fibre reinforced polypropylene composite is an example, are gaining prominence in engineering applications. Rice husks fibre reinforced polypropylene composite is ecofriendly, affordable and it is commonly used for light load structural and non structural components as well as structures. When fractured by rapidly or gradually applied loads, the rice husks fibre reinforced polypropylene composite cannot be economically repaired using traditional repair methods such as patch, bolted or scarf repair which would be applicable for leaf based as well as seed hair based fibre reinforced polymer composites. In this research, repair by refilling the damaged volume by injection of healing agents has been investigated. The repair helps in recovering part of initial impact strength lost during destructive testing. The composite test pieces were produced by injection moulding, cooled and tested for impact strengths. Impact strength values for pristine test pieces were a maximum of 61 J/mm2. The destroyed test pieces had their fractured surfaces healed by injecting various healing agents and retesting the samples destructively after healing. The impact strengths for healed test pieces were recorded and compared with those of pristine test pieces. The recovered impact maximum strength after healing and retest reached 60 J/mm2 translating to 98.36% of the initial impact strength. The injection of healing agents can therefore restore rice husk fibre reinforced polypropylene composite strength for reuse in light load structural applications.
Keywords:
Composites, Rice husks, Polypropylene, Healing agent, Moulding, Strength Recovery, Structural reuse
Cite this paper: Odhong O. V. E., Muumbo A. M., Mayaka A. N., Recovering Impact Strength of Fractured Rice Husks Fibre Reinforced Polypropylene Composites Using Healing Agents, International Journal of Composite Materials, Vol. 7 No. 2, 2017, pp. 37-45. doi: 10.5923/j.cmaterials.20170702.01.
1. Introduction
1.1. Nature of the Problem
Natural fibers are attracting attention from researchers and academicians in the formulation of polymer composites due to their eco-friendliness and sustainability [1]. Composite materials are now available for use in most engineering applications due to the need for continual improvement in material performance. Engineering materials are continuously researched on and developed to meet various dynamic needs occasioned by advances in technology. Engineering materials fail when loaded beyond their yield point or fracture strength by fracture or plastic deformation [2]. It is also possible for materials to fail at loads far below their maximum load capacities, failure that is attributed to fatigue. A rice husk fibre reinforced polypropylene composite is likely to undergo failure that involves crack initiation, propagation and complete fracture [3]. A natural plant fibre reinforced polymer composite fails by various mechanisms including matrix-fibre disbonding, fibre pullout as well as interfacial cracking [4-6]. The rice husks fibre reinforced polypropylene composite discussed in this paper is one such example. Upon failure, such materials are rendered unserviceable hence unfit for further engineering use.
1.2. Previous Work
A study conducted by Hautier et al as in [7] investigated use of infiltration method to repair carbon – epoxy composite. They used a premixed epoxy system (RTM 6) having a viscosity of 50 mPa.s but the main focus of the work was only on prevention of propagation of sub-surface cracks to a void fracture. They used compression after impact test technique and obtained % strength recovery of 90% and the results depended on the quality and properties of the healing resin. Hayes as in [8] also investigated various methods to improve the repair of polymer composites with focus mainly on inhibition of crack propagation. Bauer as in [9] studied the use of bisphenol E cyanate esters to heal carbon fibre reinforced composites by injection repair method. Major focus was on the effect of resin cure temperature on adhesive bond strength. The results obtained were a maximum % strength recovery of 85% and her main findings concerned with the dependency of bond strength on recovery time and curing temperatures of the injected resin. All the above approaches focused on fracture prevention by healing of a crack in a composite. Narinder as in [10] evaluated the performance of self-healing of solvent epoxy resin filled hollow glass fibres using mechanical testing of the impacted laminate specimens. The results on the extent of the healing efficiency and recovery of original mechanical integrity under impact stress was within the range of 73-88% after 10 days self-recovery time. This work has provided evidence that a significant fraction of the lost compression and impact strength can be successfully restored by the self-repairing effect of the healing chemicals for the hollow glass fibre investigated; an indicator that self-repair is possible for advanced composite structures. So far no research on repair of rice husks fibre-reinforced polypropylene composites (and repair of plant reinforced polymer composites in general) has been conducted and reported through the method of healing agent infiltration to refill the damaged volume of fractured surfaces.
1.3. Purpose of the Research
The objective of this research was to investigate the possibility of repair of fractured rice husk fibre reinforced polypropylene composite by use of healing agent infiltration method involving the injection of healing agents to fractured surfaces with a view to restoring the composite’s original structural applicability. The main aim was to re-introduce desirable impact strengths to a fractured rice husk fibre reinforced polypropylene composite completely separated by impact forces. The impact strength recovery was to be achieved through both molecular re-engineering at the fractured fibre - matrix interface by injecting a low viscosity healing agent to the fractured surface and also allow for the formation of mechanical interlocks between the fractured surfaces by providing appropriate healing time for the composite upon application of the healing agent.
1.4. Contribution of the Paper
This research provides a viable technique appropriate for healing and repair of fractured rice husk fibre reinforced polypropylene composites. The impact strength recoveries of 77.11% for healing with no aid, 83.6% for healing after surface preparation and a maximum of 98.36% for healing with the aid of a draught fan were achieved. The constraints inhibiting 100% impact strength recovery were identified and have been clearly detailed in both discussion and conclusion sections. The possible re-use upon repair and healing of the rice husk fibre reinforced polypropylene composite can sustain infrastructural development and also result in savings on the depleting natural resources such as timber which are currently widely used for such light load structural applications. Furthermore, the approach and the methods in this research can be used to carry out further research about repair of other husk based fibre reinforced polymer composites.
2. Materials and Method
2.1. Preparation of Composite Constituents
The rice husks were bought from Ahero rice mills in Kenya and hammer milled to an aspect ratio of 30:1, the fibre length was 15 mm and width was 0.5 mm. This aspect ratio was suitable for appropriate tessellation of the fibre and matrix during mixing process. A change in this ratio would affect the void volume in the mixture as well as the % volume fractions of the chosen composite constituents. The fibres were dried at 80°C for 24 hours in an oven to reduce moisture content [11]. Polypropylene waste was collected from Rongai dumpsite in Nairobi area in Kenya. The waste was shredded to 2 mm by 2 mm size for ease of mixing with the dried shredded rice husks, washed and dried at 80°C for 24 hours in an oven drier.
2.2. Tools and Equipment
Sample material was prepared in a heating and moulding chamber, then compressed in a hydraulic press machine fitted with appropriate controls. A Charpy/Izod impact testing machine having pendulum impact energy of 142 Joules was used to fracture the specimens after which the fractured surfaces were examined under an AmScope microscope, connected to a computer and printer facility.
2.3. Design of Experiments
2.3.1. Percentage Fibre Volume Fraction
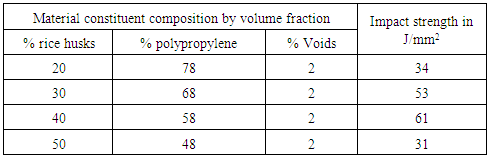
Experimental design involved varying percentage fibre volume fraction during the production of composites so as to investigate their influence on initial impact strengths for rice husks fibre reinforced polypropylene composites. The fibre content was varied in increasing steps of 10% from 20% (lowest) to 50% (highest). From this experimental design, the optimal percentage fibre volume fraction for use in further production of all test pieces for impact strength tests was obtained. The highest impact strength obtained was therefore taken as the impact strength for pristine test pieces.
2.3.2. Use of Various Healing Agents
Experimental design to investigate the influence of healing agents injected into fractured surfaces (damaged volume) in regaining / recovering the impact strengths of fractured composite test pieces involved application of ethyl cyanoacrylate, epoxy resin and Bisphenol E cyanate esters (BeCy Esters) to the fractured surfaces one for each fractured test piece, and for all the fractured test pieces so as to study possible variations in impact strengths.
2.3.3. Investigation of Influence of Healing Time
For every healing agent used, healing time was varied from 5 minutes, 10 minutes and 15 minutes for similar test pieces so as to study the variations on impact strength results.
2.3.4. Hypothesis
Hypothesis (formulated as null hypothesis) was developed based on possible influence of healing agents and healing time on impact strengths of the healed composite test pieces:Ho: Healing agents have no influence on impact strengths for the healed composite test pieces. τ1 = τ2 = τ3 = 0. τi is the healing agent effect in each case.H1: AlternativeHo: Healing time has no influence on impact strengths of the healed composite test pieces. β1 = β2 = β3 = 0. βj is the healing time effect.H1: Alternative.
2.3.5. Using Data Analysis Tools (Software)
Analysis of variance (ANOVA) was the tool used to analyse data collected from impact strengths. Two way Anova for completely randomized block design was used. The level of significance was considered at 5%.The model used was:  | (1) |
μ = mean impact strength, εij = the error term and yij = recovered impact strength [12]. Anova table for the data was generated by the software and Fratio was used as criteria for accepting or rejecting the null hypothesis.
2.3.6. Investigation of Influence of Various Healing Methods for Fractured Composites Test Pieces
The influence of various aided healing methods on recovered impact strength of the healed composite test pieces was investigated. All the fractured test pieces were subjected to aided healing through fractured surface preparation before healing so that resulting changes on recovered impact strength could be studied. The recovered impact strengths were then recorded and compared with the impact strength for pristine test piece. Also, variation of impact strengths of the healed composite test pieces due to influence of accelerated movement of healing agent into the fractured surface by use of a draught fan was studied. The impact strengths were then recorded and compared with the impact strength for pristine test piece.
2.4. Test Piece Production
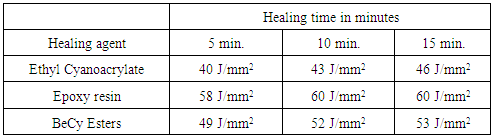
A mixture of dried rice husks and clean and dry shredded polypropylene were loaded to the heating chamber through a hopper. Teflon was applied at the inner walls of the mould. Temperatures were set to 210°C at the equipment control panel [13]. The heated mixture was moulded at a pressure of 12 MPa after preheating for 10 minutes. The mould was then separated to allow access to the manufactured test pieces which were 10 ×10×75 mm in dimensions. The test pieces were left to cool at 24°C (ambient temperature). For each combination (by volume fractions), five test pieces were produced for purposes of replication and hence a total of 20 test pieces were initially produced. Charpy impact tests were then carried out as per ASTM D 6110 –10, [14]. The results were as shown in Table 1. Fig. 1 shows test pieces with various % fibre volume fraction.Table 1. Impact strength test results for pristine test pieces
 |
| |
|
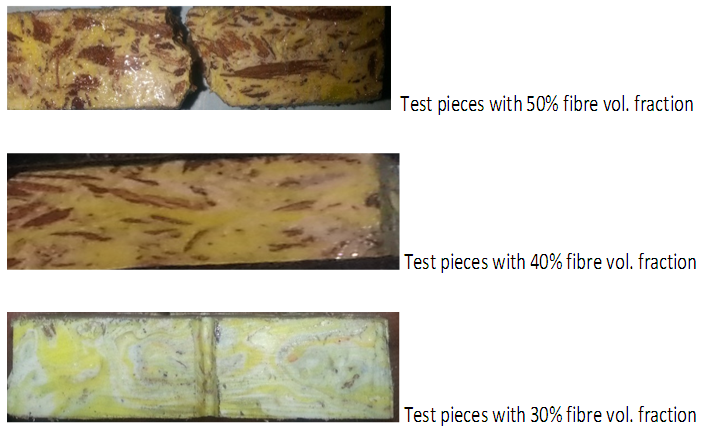 | Figure 1. Test pieces with % fibre vol. fractions |
Test pieces with 20% fibre volume fraction had similar morphology with those with 30% fibre volume fraction.Additional 145 test pieces were produced using 40% and 58% fibre and matrix volume fraction respectively since it is this combination that produced the test piece with highest initial impact strength as in table 1. All the test pieces were then tested destructively in readiness for respective healing and retest accordingly.
2.5. Healing of Fractured Composites Test Pieces and Subsequent Retest
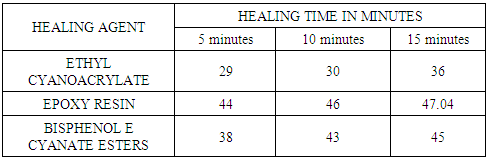
A syringe was used to suck and inject healing agents (Ethyl cyanoacrylate, Epoxy resin and BeCy Esters) to the fractured surfaces after pairing and arranging the fractured pieces in a holding fixture for healing such that vertical hole in the fixture was aligned with the area occupied by the damaged volume [15].The healing process was done for all the five fractured test pieces per combination of healing agent and healing time while varying the curing / healing time in 5 minutes, 10 minutes and 15 minutes [15]. Healed test pieces were prepared for retest by filing off any excess dry healing agent. A fresh notch of 2.5 mm depth and 2.5 mm breadth was cut on the healed test piece. The healed test pieces were then tested destructively using charpy impact testing method. Fig. 2 shows a fractured test piece after destructive testing, healing and retest. The recovered impact test result recorded in each case was a mean for five test pieces and for all the test pieces, the results are as shown in Table 2. | Figure 2. Fractured test pieces after test |
Table 2. Impact strength test results per applied healing agent for healed test pieces with no aid
 |
| |
|
The influence of fractured surface preparation on final recovered impact strength after healing was investigated by cleaning the fractured surfaces using wire brush before conducting the healing process, healing and retesting [15]. Forty five test pieces were healed in this manner and retested. Table 3 show recovered impact strength results and each data recorded was a mean for five test pieces.Table 3. Impact strength test results for test pieces healed after fractured surface preparation
 |
| |
|
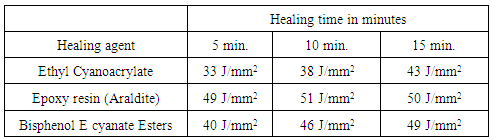
Also a small fan rotating at 800 revolutions per minute was powered and fitted on the opposite side to the direction of flow of the healing agent to aid in the speedy infiltration of the healing agent so as to completely fill the damaged volume. Forty five test pieces were healed in this manner before retest destructively. The healing set up was as shown in fig. 3. The recovered impact strength test result recorded in each case was a mean for five test pieces and for all the 45 test pieces, the results were as recorded in Table 4. | Figure 3. Healing set up when using draught fan |
Table 4. Impact strength test results for test pieces healed with the aid of draught fan
 |
| |
|
2.6. Microscopic Examination of the Internal Structure of the Fractured Surface of Test Piece
Every fractured test piece was observed under an AmScope microscope (ME 1200 B/T series) using 40× magnification as well as fine focusing sensitivity of 0.002 mm. The fractured surface was analysed for matrix cracking type of failure, appearance of interface and presence of voids caused by fibre pull out. The set up was as shown in fig. 4. The morphology of the fractured surface is discussed in section 3.1.8. 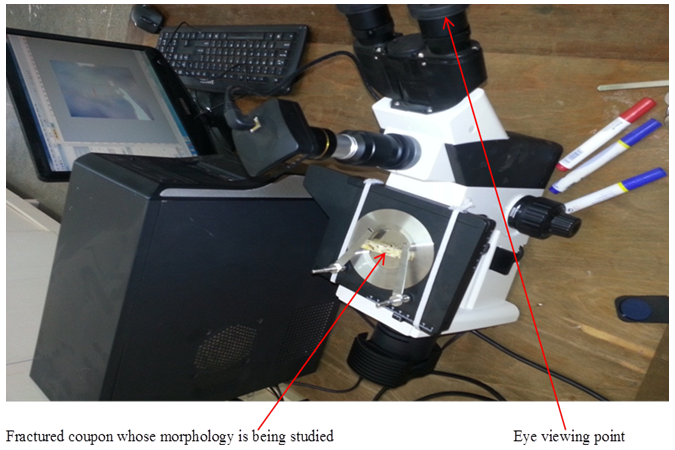 | Figure 4. AmScope set up for morphological investigation |
3. Results and Discussion
3.1. Results
3.1.1. Results for Pristine Test Pieces
Impact strength test results for pristine test pieces were as illustrated in table 1 and fig. 5 shows graph developed from data in table 1. It is clear that 40% by volume fraction of rice husks mixed with 58% by volume fraction of polypropylene produced test piece with highest impact strength. This initial strength was used for comparison with recovered impact strength after healing.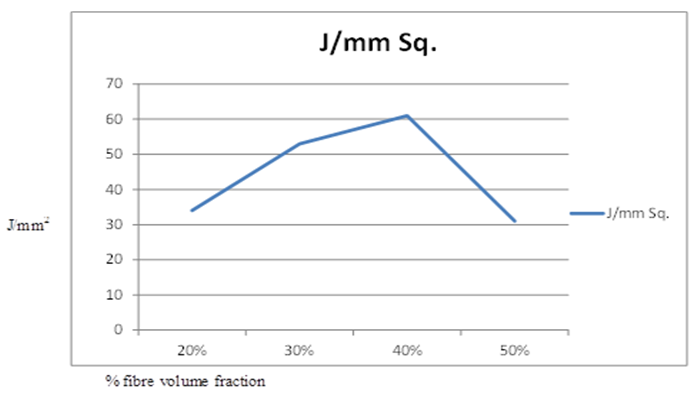 | Figure 5. Graph of impact strengths for composite having various % fibre volume fraction |
3.1.2. Recovered Impact Strengths from Healed Test Pieces with no Aid
The impact test results for test pieces subjected to healing without aid were as shown in Table 2 and the comparison of the results are shown graphically in fig. 6. Maximum recovered impact strength was obtained from epoxy resin based type of healing agent. The same data of recovered impact strengths in table two was used to conduct ANOVA as explained in the experimental design in section 2.3.4. 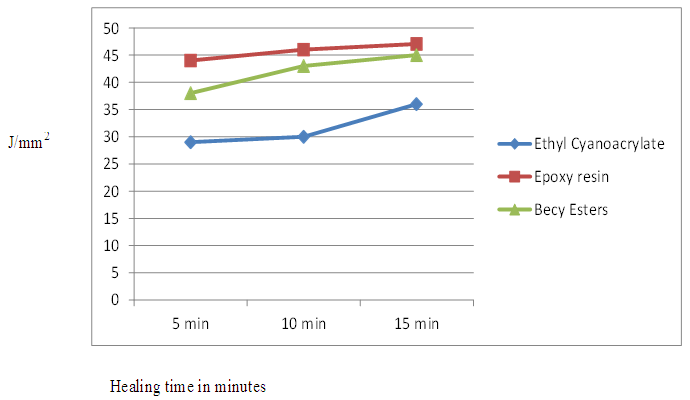 | Figure 6. Impact strength results for test pieces healed with no aid |
3.1.3. Anova Table
Analysis of variance for data in table 2 was conducted at 5% level of significance. The results are in table 3 where healing agents are represented in rows while healing time is represented in columns.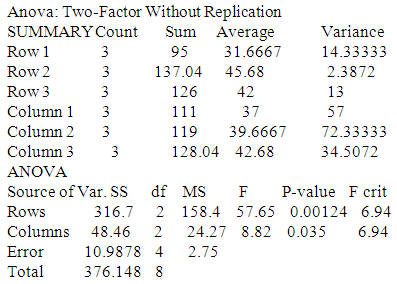
3.1.4. Statistical Decision on Analysis of Variance
Based on the hypothesis in section 2.3.4 and considering Anova in table 3 specifically the columns of F and Fcritical, F > Fcrit for rows i.e. healing agents, the null hypothesis was rejected and it was inferred that recovered impact strengths varied by variation of healing agents. Considering the columns i.e. healing time, F > Fcrit, the null hypothesis was therefore rejected and it was inferred that healing time influenced recovered impact strengths of the fractured composite test pieces.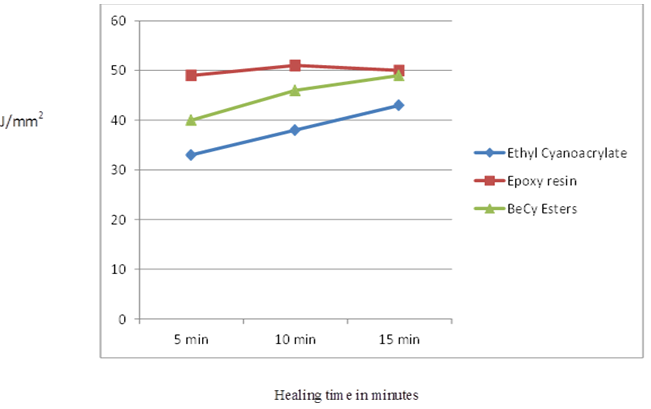 | Figure 7. Graph of recovered impact strengths after fracture surface preparation and healing |
3.1.5. Impact Strength Recovery
From data in table 1, highest impact strength of the pristine test piece was found to be 61 J/mm2. After healing and retesting, the highest recovered impact strength with no aided healing was found to be 47.04 J/mm2 translating to 77.11% of the initial impact strength. This is shown in table 2. Test pieces healed after fractured surface preparation had their recovered impact strength as recorded in Table 4. The maximum recovered impact strength was 51 J/mm2 translating to 83.6% of the initial impact strength.The aided healing by use of draught fan resulted in maximum recovered impact strengths of 60 J/mm2 as seen in Table 5. This translates to highest recovered % impact strength of 98.36. 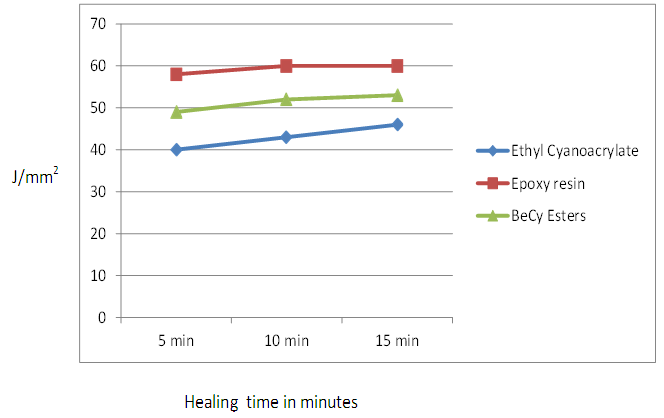 | Figure 8. Graph of recovered impact strengths for healed test pieces by application of draught fan |
3.1.6. Morphology of the Fractured Surface
The micrographs observed through AmScope microscope and the visual display unit were as shown in fig. 4, from the observation, it was apparent that failure was mainly by fibre pull out and matrix cracking. Fibre pull out was exhibited by presence of voids left behind by fibres that had disengaged from the matrix. Matrix cracking also occurred as evidenced by continuous matrix surfaces and the roughness of the surfaces indicated that the failure occurred at relatively high impact strengths. The morphology details are shown in fig. 9.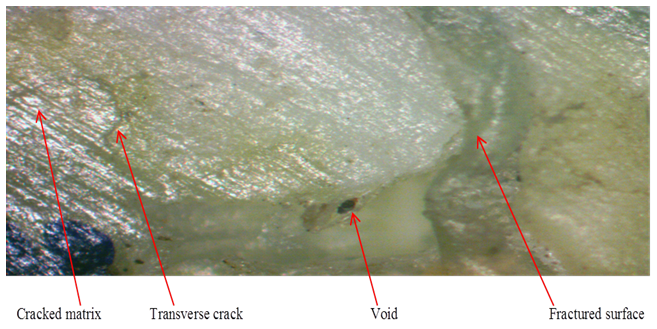 | Figure 9. Morphology of the fractured surface |
3.2. Discussion
For the fractured composites healed without surface preparation or use of draught fan, recovered impact strengths (shown in Table 2) were lower than those of pristine test pieces (shown in Table 1) due to several limitations including low speed of resin infiltration, existence of loose fibres and matrix on the fractured surface to be healed thus preventing optimal re-creation of fibre-matrix interface during healing. By surface preparation, a wider adhesion area for healing was created. Preparation of fracture surface improved recovered impact strengths by formation of mechanical interlocks between the infiltrated resin and rough fractured surface in the damaged volume [12, 15].Analysis of variance showed that there was influence of both the healing agents and healing time. The difference in recovered impact strengths narrowed with time especially when epoxy resin (healing agent) was used implying that beyond 15 minutes healing time, there was diminished influence of healing time on recovered impact strengths. The mean sum of squares for the error term was significantly low, meaning there was no confounded relationships hence the experimental design was adequate [12, 16]. As seen in the morphology of the fractured surface, voids occurring as a result of fibre pull out existed in a direction perpendicular to the resin transfer direction (shown in the micrographs) of the fractured surface, therefore the re-filling of the damaged volume could not be optimally achieved. Surfaces clear of the fibres were also seen in the micrograph implying that matrix cracking also occurred as a type of failure hence the fractured surfaces could well be healed by healing agent infiltration. Since the composite suffered multiple failures as observed from the micrograph, the resin injection could not give optimum strength recovery. Processing parameters such as fiber aspect ratio, % fibre content, correct choice of healing agent that matches low viscosity with ability to solidify fast at desirable service temperature for the reinforced composite and fibre orientation need to be well considered and controlled for superior rice husk fibre reinforced composite if recovered strength is to be further improved.
4. Conclusions
This paper mainly focused on the impact strength recovery of rice husk fibre reinforced polypropylene composites produced by injection moulding. The methods and techniques provide a major breakthrough concerning service life extension for materials which have suffered complete separation (fracture) due to application of forces beyond their breaking strength.Epoxy based healing agent gave the highest impact strength recoveries in all cases. Preparation of fractured surfaces in readiness for healing improved adhesion of the healing agents to the prepared surfaces and impact strength recovery improved. Apart from capillary action and injection pressure of healing agents from syringe, the application of a drawing force by use of a draught fan aided in better filling of the damaged volume thus resulting in higher recovered impact strength. Thus, the recovered impact strength of the rice husk fibre reinforced polypropylene composite was sufficient for structural reuse. The healed composite could be reused for their original structural functions including light load applications such as fencing posts, telecommunication masts, scaffolds, among many others. The methods in this study provide a guide for further research in the healing and repair of fractured components and structures made from other plant fibre reinforced polymer composites.
ACKNOWLEDGEMENTS
The authors wish to acknowledge the assistance and cooperation offered by University of Nairobi staff especially the CoD for Mechanical Engineering (Prof. Ogola) and Principal Technologists, Eng. Aduol. The corporation and assistance offered by Numerical Machining Complex technical staff who helped in the coordination of the fabrication works is also appreciated. Special thanks to Multimedia University technical staff for their support and assistance.
References
| [1] | L. Mohammed, N. M. Ansari, G. Pua, M. Jawaid, and M. Saiful Islam. 2015. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. International Journal of Polymer Science. Volume 2015, Article ID 243947, 15 pages http://dx.doi.org/10.1155/2015/243947. |
| [2] | S. W. Tsai (Editor). 2008. Strength and Life of Composites, J. Composite Materials. 42, 1821-1988. |
| [3] | J. Ye, D. Lam and D. Zhang. 2010. Initiation and propagation of transverse cracking in composite laminates. Computational material science. 47 (4), 1031 – 1039. ISSN 0927 – 0256. Doi.org/10.1016/j.commatsci.2009.12.003. |
| [4] | Wambua Paul. 2014. Engineering polymeric composite materials: a tool to fast track Kenya’s technological development. ISBN: 9966-854-87-8. |
| [5] | O. V.E. Odhong, P.M. Wambua, and A.N. Mayaka. 2012. Recycling and value addition to thermoplastic wastes to produce plant fibre reinforced composites. Macromolecules Journal. ISSN: 0974 – 7478, MMAIJ. 8 (1), 1-6. |
| [6] | Wayan Surata, Gusti Agung Kade Suriadi and Krissanti Arnis. 2014. Mechanical Properties of Rice Husks Fiber Reinforced Polyester Composites International Journal of Materials, Mechanics and Manufacturing, 2 (2), 165 – 168. |
| [7] | M. Hautier, D. Lévêque, C. Huchette and P. Olivier. 2015. Investigation of a composite repair method by liquid resin infusion. 29 av. de la Division Leclerc, 92322 Chatillon, France *Université de Toulouse, UPS, IUT P. Sabatier, IGM-LGMT Dépt. GMP – 133C av. de Rangueil, B.P., 67701 – 31077 Toulouse CEDEX 4, France mathieu.hautier@onera.fr. |
| [8] | Hayes Brian. 2014. Improved Resin Injection Repairs for Polymer Composite Materials Applied Poleramic, Inc. 6166 Egret Court. Benicia, California, 94510- 94569. |
| [9] | E.A. Bauer. 2013. Injection repair of advanced aircraft composites with a high temperature cyanate ester resin. Masters Thesis. Iowa State University, Iowa. |
| [10] | K.M. Narinder. 2013. Self-healing Fiber-reinforced Epoxy Composites: Solvent-epoxy Filled Hollow Glass Fibers, International Journal of Composite Materials, 3 (6), 145-155. doi: 10.5923/j.cmaterials.20130306.02. |
| [11] | Simone Maria Leal Rosa, Evelise Fonseca Santos, Carlos Arthur Ferreira, Sônia Marlí Bohrz Nachtigall 2009. Studies on the Properties of Rice-Husk-Filled-PP Composites – Effect of Maleated PP. Materials Research, 12 (3), 333-338. |
| [12] | Montgomery Douglas. 2013. Design and analysis of experiments (8th ed.). (Hoboken, NJ: John Wiley & Sons, Inc.). |
| [13] | K. P. Kumar and A. S. J. Sekaran. 2014. Some natural fibers used in polymer composites and their extraction processes: a review, Journal of Reinforced Plastics and Composites, 33 (20), 1879–1892. |
| [14] | ASTM D 6110-10. 2010. “Determining the Charpy Impact Resistance of Notched Specimens of Plastics composites,” ASTM International (W. Conshohocken, Pa.). |
| [15] | O.V.E. Odhong, A.M. Muumbo and A.N. Mayaka. 2016. Improving Impact Strength Recovery of Fractured and Healed Rice Husks Fibre Reinforced Polypropylene Composites. Int. Journal of Engineering Research and Application. 6 (10), (Part - 2), 76-83. ISSN: 2248-9622. |
| [16] | Kumar Ranjit. 2011. Research methodology - a step-by-step guide for beginners. 3rd Ed. (SAGE Publications Ltd. 1 Oliver’s Yard. 55 City Road London EC1Y 1SP. |

 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTML