-
Paper Information
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2016; 6(4): 133-139
doi:10.5923/j.cmaterials.20160604.06

Development and Evaluation of Cement-Bonded Composite Tiles Reinforced with Cissus populnea Fibres
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLAmoo K., Adefisan O. O., A. O. Olorunnisola
Department of Agricultural and Environmental Engineering, University of Ibadan, Nigeria
Correspondence to: Adefisan O. O., Department of Agricultural and Environmental Engineering, University of Ibadan, Nigeria.
| Email: |  |
Copyright © 2016 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

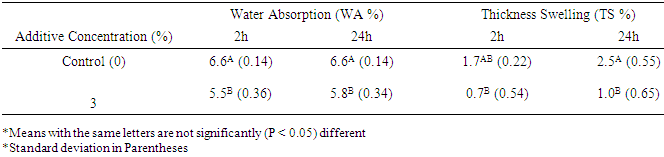
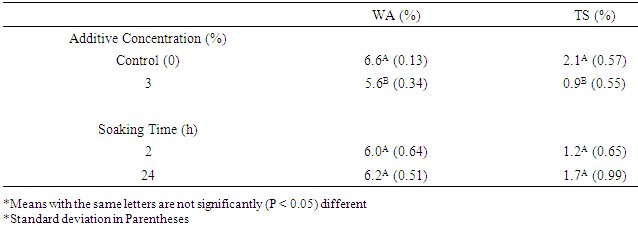
The feasibility of developing non-conventional composite tiles using fibres extracted from Cissus populnea was investigated. C. populnea stems were sourced from a local market in Ibadan, processed and used for cement composites tile production. A manually-operated tile making machine was designed and constructed. The machine was able to produce 50-pieces of 200x100x10.5 mm of composite-tiles per hour. The tiles were conditioned and tested for dimensional stability and mechanical properties in accordance with ASTM D 1037-00. Results obtained indicated that the tiles were dimensionally stable with low sorption and swelling rates but had moderate strength suitable as insulating components such as wall and floor tiles. Pre-treatment with calcium chloride significantly enhanced the dimensional stability but reduced the strength properties.
Keywords: Cissus populnea,Cement composite tiles, Pre-treatment
Cite this paper: Amoo K., Adefisan O. O., A. O. Olorunnisola, Development and Evaluation of Cement-Bonded Composite Tiles Reinforced with Cissus populnea Fibres, International Journal of Composite Materials, Vol. 6 No. 4, 2016, pp. 133-139. doi: 10.5923/j.cmaterials.20160604.06.
1. Introduction
- Tiles are hard-wearing building components made from porcelain, fired clay or ceramics with hard glaze and atimes from other materials such as glass, metals, corks and stones. They are usually flat in shape and can range from simple square tiles to complex mosaic. Tiles are often used to form wall and floor coverings due to their aesthetic and waterproof nature (Pirhonen et al., 1996). They are becoming important housing components in Nigeria and as such their cost is increasing because majority of these items are imported. Consequently, tiles are not affordable by many Nigerians intending to own their personal housing units. A means of curtailing this setback is in the development of low cost non-conventional composite material made from available local resources (Olorunnisola, 2012). Concrete tiles, made from the mixture of Portland cement and quarry sand (fine aggregate) (Neville and Brooks, 1987) is an example of low-cost non-conventional composite material. These materials are eco-friendly, easy to manufacture and install, durable, light in weight and can be used for interior / exterior wall cladding, partitioning etc. (Badejo 1987; 1989; 1998; Ramirez-Coretti et al., 1998; Mrema, 2006). The integration of non-conventional composites as components in building construction in Nigeria will augment the increasing need for affordable housing components by the populace. However, concrete is too stiff to flow and brittle. Consequently, it is not strong enough in tension to resist cracking (Kurtis, 2007). Historically, natural fibres were empirically used to reinforce several construction materials, as the case for the production of textile material. Later, scientists started to study their application in concrete reinforcement. Natural fibres can be obtained at relatively low prices using locally available manual labor and techniques. They can be chemically or mechanically processed to enhance their properties; usually, these fibres are based on wood derivate cellulose. Such chemical or mechanical processes are commonly utilized in the developed countries; whereas, because of relatively high costs of processing, these technologies are rarely adopted in developing countries (ACI, 1998). The incorporation of fibres (unprocessed natural fibre) as concrete reinforcement reduces plastic shrinkage cracking, stops the spread of micro-cracks, increases the tensile strength of concrete and transforms a brittle material into a pseudo-ductile material (Swamy, and Mangat, 1975; Soroushian, 1991). One of the natural fibres yet to be considered is that of Cissus populnea, a strong woody climbing shrub, found throughout West Africa, (Iwe and Atta, 1993) which offer advantages such as availability, renewability, low cost and the simple technology for its extraction.Also, the hand-moulding method locally employed in concrete tile production in Nigeria is time-wasting, coupled with its low production capacity. These factors motivated the design, fabrication and testing of a manually–operated composite-tile making machine. C. populnea contains sugars and extractives which may impair cement bond formation. Pre-treatments measures like soaking in water and / or application of chemical additives like calcium chloride have been found to remove / reduced these components thus enhancing strong crystalline bond formation. This work, therefore, also examined the influence of calcium chloride on the strength and sorption properties of cement composites produced.
2. Materials and Methods
- Machine Design ConsiderationsThe following factors were taken into consideration during the design and fabrication of the machine: i) Mild steel was selected as the material of construction to enhance the strength and durability of the machine.ii) All repair-prone components of the machine were bolted for ease of repair and maintenance.iii) Noise-damping material (rubber) was incorporated to minimize the machine’s operational-noise level to the barest minimum.iv) All sharp edges of the machine were ground, and the joints were welded for safe machine operation.Components of the MachineThe major components of the manually operated composite tile making machine (Figure 1) include the following:i. FrameThe machine legs were made of mild steel (U-channel) of dimension 40 x 75 x 40 x 8mm, with 830mm length each. The bracings were made of mild steel angle iron of dimension 50 x 50 x 6mm having the lengths of 585mm and 470mm respectively.ii. Vibrating SystemThe vibrating system consisted of a vibrating table, a set of compression springs, and a pulley system. The table was fabricated from mild steel plate of dimension. 609 x 482.6 x 2mm. It was braced underneath with 8mm iron rods, to guard against fatigue failure. The compression springs were also made of mild steel with height of 90mm, inner diameter 30mm, out diameter 35mm, and wire diameter of 5mm, and it was closed and ground at both ends for proper seating in the casing. The pulley system was made up of the rubber belt, and small and larger pulleys. The rubber belt has a length of 1.295m while the pulleys have diameters of 250mm and 75mm respectively. iii. Moulding and Demoulding SystemThe moulding system consisted of a mould made of 2mm– thick metal plate. It was partitioned into 10 cells. Each cell has an area of 206.5mm2 with 25.7mm height. The total surface area of the mould was (533 x 406) mm2. The demoulding unit consisted of a shaft, a set of flat bars and lever for upward and downward movement of the mould. The lever was made of a hollow pipe of mild-steel make. The pipe had an internal diameter of 40mm with 4mm thickness and 900mm length. The flat bars were made of mild steel of 6mm thickness and 508mm and 203mm length respectively. The mild-steel shaft had 30mm diameter 920mm length.iv. Pressing SystemThis unit was made up of a rigid and heavy mechanism that had an attached weight in form of mild steel plate of 15mm thickness. Whenever the presser is released on the cement-filled mould, a compressive stress is imposed on the loaded cement matrix thereby causing its compaction.Collection of Materials for Composite Tile ProductionOrdinary Portland Cement (OPC) was procured from a cement depot in Ojoo area of Ibadan, Oyo State, Nigeria in 50 Kg bags and properly stored before being used. Quarry Sand was procured from a concrete tiles maker in Ojoo area of Ibadan. The sand particle sizes range from 0.2 – 0.8mm. This served as fine aggregate in the concrete mix. Iron oxide, coloured cement, and white cement were purchased at Iwo Road area of Ibadan and used for making different coloured tile surfaces. Calcium Chloride was procured at Iwo Road area of Ibadan and was used as a cement accelerator. A wooden pallet of 420 x 500 mm dimension was made in the departmental workshop and served as rigid base to the plastic-pattern that was secured from a local market in Ibadan. The plastic pattern was used to create decorative impressions on the tiles.Stems of C. populnea were sourced from a local market in Ibadan, Oyo state, Nigeria chopped into billets as shown in Figure 1 and cut into 0.25 – 0.50 cm lengths. These were soaked in ordinary tap water for 48 hours after which the samples were manually shredded while piths were removed. The remaining items were sun-dried to 15% moisture content and used for board production.
 | Figure 1. Billets of Dry Stems of C. populnea |
 | (1) |
 | (2) |
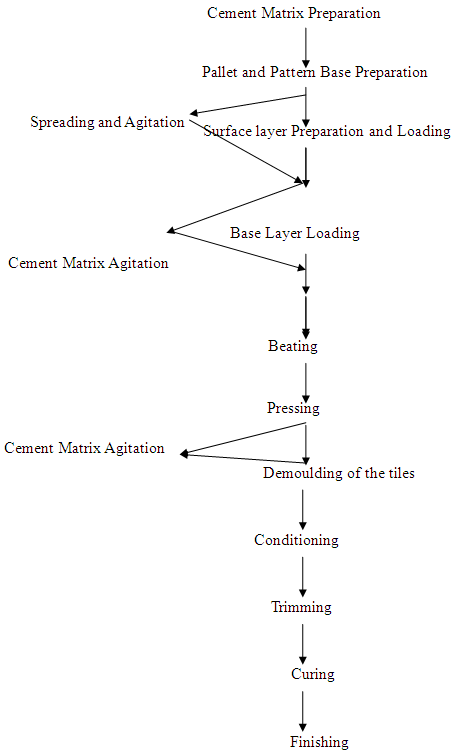 | Figure 2. Tile Production Flow Chart |
3. Results and Discussion
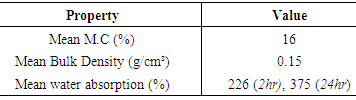
- Physical Properties of the Cissus populnea FibresAs shown in Table 1, the average oven-dry moisture content of the C. populnea fibres was 16% which is below the Fibre Saturation Point (FSP) of wood usually taken to be between 25 and 30%. As reported by Simantupang and Schwarts (1976), a fibre must reach FSP before being thoroughly blended with cement. The use of the fibres at this moisture content for cement-bonded composite production, therefore adds no extra water to the cement matrix; unlike fibres with the moisture content above FSP.
|
 | Figure 3. Side View of the Tile –Making Machine |
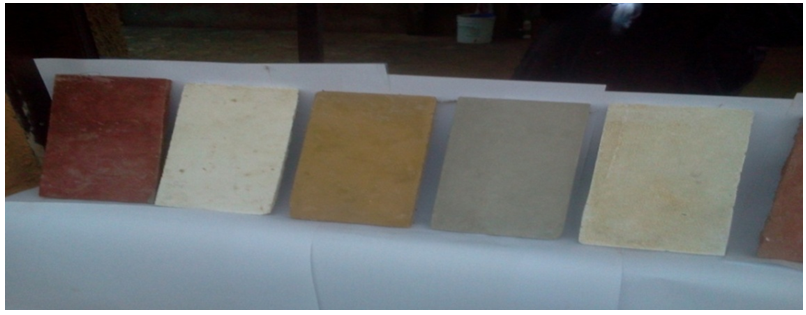 | Figure 4. The Front Views of the various Coloured Composite-Tiles |
|
|
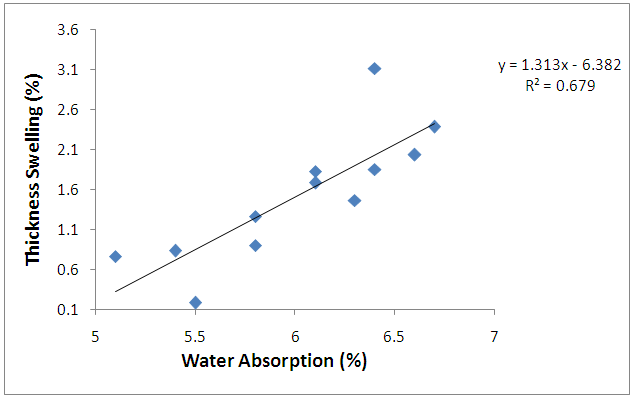 | Figure 5. Relationship between WA and Ts of C. populnea Composites |
|

4. Conclusions
- A manually-operated fibre –reinforced composite tile making machine was designed, fabricated and evaluated. Composites tiles were made from Cissus populnea fibres. The machine had the capacity of producing at least 1m² (50-pieces) of 200x100x10mm composite-tiles per hour. The tiles were dimensionally stable with low sorption and swelling rates and had moderate strength suitable for non-load bearing indoor and outdoor applications. The application of 2% CaCl2 significantly enhanced only the dimensional stability of the composite tiles.