-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2016; 6(2): 55-62
doi:10.5923/j.cmaterials.20160602.03

Study on Water Absorption Behaviour of Jute and Kenaf Fabric Reinforced Epoxy Composites: Hybridization Effect of E-Glass Fabric
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLSanjay M. R. , B. Yogesha
Department of Mechanical Engineering, Malnad College of Engineering, Hassan, Visvesvaraya Technological University, Belagavi, India
Correspondence to: Sanjay M. R. , Department of Mechanical Engineering, Malnad College of Engineering, Hassan, Visvesvaraya Technological University, Belagavi, India.
| Email: |  |
Copyright © 2016 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

This work deals with the hybridization effect of jute/kenaf/E-glass woven fabric composites on water absorption behaviour by arranging in different layering sequences. Nine different kinds of laminates were fabricated by vacuum bagging method. Each laminate of 3 mm thickness consists of five plies of fabrics and resin mixture. Among them, one group of all pure kenaf, jute and E-glass laminate are also fabricated for comparison purpose. The water absorption tests were performed on immersing specimens into three different water conditions, namely normal, distilled and salt water. Specimen preparation and water absorption studies carried out as per ASTM standards. The present work indicates that the hybridization of E-glass with jute and kenaf decreases the maximum water absorption.
Keywords: Hybridization, Jute, Kenaf, E-Glass, Epoxy
Cite this paper: Sanjay M. R. , B. Yogesha , Study on Water Absorption Behaviour of Jute and Kenaf Fabric Reinforced Epoxy Composites: Hybridization Effect of E-Glass Fabric, International Journal of Composite Materials, Vol. 6 No. 2, 2016, pp. 55-62. doi: 10.5923/j.cmaterials.20160602.03.
Article Outline
1. Introduction
- Polymeric composites with natural fibers appear to be a good alternative for engineering applications, because of its superior properties such as specific strength, low weight, low cost, fairly good mechanical properties, non-abrasive, eco-friendly and bio-degradable characteristics [1] [2]. Jute is extracted from the stem of the jute plant which belongs to the genus Corchorus, family Tiliaceae. Jute is grown in South Asia. The major jute-producing countries are Bangladesh, India, China and Thailand. Bangladesh provides over 90% of the world’s raw jute and allied fiber exports. Jute is the second most important vegetable fiber after cotton, in terms of usage, global consumption, production and availability. It is one of the cheapest and the strongest of all natural fibers. Jute fiber has traditionally been used for the manufacture of sacks, hessian cloth, carpet and twines, ropes and cords. Jute fiber is used as a reinforcing material in the automotive, construction and packaging industries [3]. Kenaf fiber (Hibiscus cannabinus L.) is a type of natural fiber offering many advantages and high potential as reinforcement in composite materials, especially polymer composites. Conventionally, synthetic fibers such as carbon, glass and aramid are commonly used in the production of polymer composites, but kenaf fibers have comparable specific properties and relatively low processing costs favouring their substitution for conventional synthetic fibers. Fields of use for kenaf fiber-reinforced composites include construction, automotive, corrosion resistance, electrical, marine and transportation [4]. Glass fibers are among the most versatile industrial materials known today. Glass fibers and fabrics are used in ever increasing varieties for a wide range of applications [5].The blending of kenaf and with jute is a common practice in jute industry to make yarn for sacking fabrics. Kenaf, being more alike to jute, does not require any separate machinery for blending with jute in conventional jute spinning system [6]. The popularity of woven composites is increasing due to simple processing and acceptable mechanical properties. Woven fabric composites provide more balanced properties in the fabric plane than unidirectional lamina. The weaving of the fiber provides an interlocking that increases strength better than can be achieved by fiber-matrix adhesion [7].The hybridization gives the flexibility to design and enhance material properties according to the requirements. The mechanical properties of the palmyra fiber composites are improved due to the addition of glass fiber and also decrease the moisture absorption of the composites [8]. Hybridization of natural fibers with synthetic fibers decreases the maximum moisture absorption and increases the mechanical properties of the composites [9]. Hybridization of natural fiber composite by another natural fiber does not yield superior mechanical properties as hybridization by glass fiber and carbon fiber and hence these kinds of the hybrid composite are suitable for low cost applications [10]. The addition of jute fiber and glass fiber in epoxy, increases the density, the impact energy, the tensile strength and the flexural strength, but decreases the water absorption [11]. Incorporating glass fiber into the sisal–polypropylene (PP) composites improved mechanical, thermal properties and water resistance of the composites [12]. The moisture absorption characteristics of the natural fibers are very important to produce the natural fiber hybrid composite materials with the positive hybrid effect [13]. The moisture absorption or desorption behaviour of the sugar palm fiber reinforced epoxy composites results are useful in the marine sector for producing fishing boat components or its construction. [14]. The effect of water absorption on the mechanical properties of non-woven hemp fiber reinforced unsaturated polyester composites shows that moisture uptake increase with fiber volume fraction increases due to increased voids and cellulose content [15].In recent years, many research studies using a natural fiber and polymer matrix have been conducted. It has been established that the water absorption affects the performance of natural fiber reinforced composites negatively; therefore, it is important to study their behavior [16]. The existing literature recognized that, less effort has been done on the impact of stacking sequence and addition of glass fibers with two or more natural fibers. Hence, this research work is to understand the hybridization effect of jute/kenaf/E-glass fabric reinforced epoxy composites on physical and water absorption properties.
2. Experimental Procedure
2.1. Materials
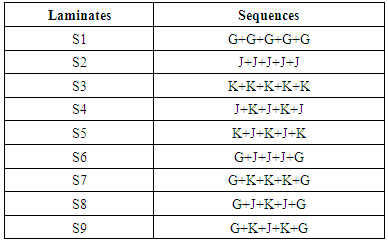
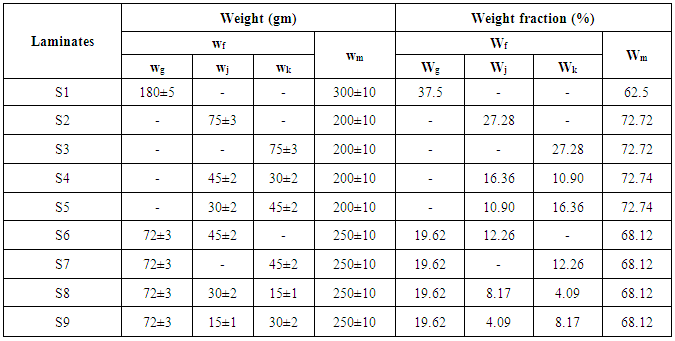
- To form the laminated composites, the following layering sequences and materials were used in this work. Each laminates consists of five layers of fabrics as per laminate designation as shown in Table 1.
|
2.2. Composite Preparation
- The composite laminates were prepared in 300x300x3 mm3 using the vacuum bagging method as shown in Fig. 1. In this process, a pressure of 80 bar is applied to the laminated plies through a vacuum bag which is properly sealed with mastic sealant. In the preparation of composites as per laminate designation, the layer of fabrics was placed one by one on the flat mould and then the epoxy resin is applied after placing each layer of fabrics followed by hand lay-up method. Then place the release fabric and breather fabric over the laminated plies to restricts the amount of epoxy that can be drawn away from the lay-up. Later, the composite was then cured under vacuum at room temperature for 24 hrs. After that, the laminates were then taken off the mold and post-cured in autoclave (Fig.1) at 80°C for 5 hrs before cutting into required specimen dimensions.
 | Figure 1. Fabrication of composite laminates using vacuum bagging process and post-cured using autoclave machine |
2.3. Test Method
2.3.1. Density and Void Fraction
- Voids are one of the most common manufacturing-induced defects during the fabrication of composite. Higher voids content leads to low resistance to water penetration in addition to both increased variation and poor strength properties of composites. In particular, a good composite should have less than 1% voids, whereas a poorly made composite can have up to 5% voids content [17].The experimental densities (ρce) of the composites were measured using a simple water immersion method. For each sample analyzed, six measures were carried out and average values of density were recorded. All deviation standards measured were lower to 0.001 gm/cc. On the other hand, the theoretical densities (ρct) of the composites were calculated as given by Eq. (1):
 | (1) |
 | (2) |
2.3.2. Water Absorption Behaviour
- Moisture absorption of natural fiber polymer composites is one major concern in their outdoor applications [19]. The study of banana/sisal reinforced hybrid epoxy composite material showed that addition of sisal fiber in banana/epoxy composites of up to 50% by weight results in increasing the mechanical properties and decreasing the moisture absorption property [10]. The composite with more percentage of jute fiber absorbed more water than the composites with more glass fiber [11]. Moisture absorption tests are carried out for palmyra/glass fiber hybrid composites in seawater and water at room temperature. The % of moisture absorption in seawater is more than in potable water and it decreases with increase in glass fiber content [8]. Incorporation of glass fiber with sisal fiber in PP decreased the water absorption of the composites and as the glass fiber content increased the water absorption decreased [12].Water absorption of composites was performed as per ASTM D570 [20]. Specimen dimension is 30x28x3 mm3 as shown in Fig. 2 and test specimens as shown Fig. 3. Specimens were immersed in normal (pH=7), distilled (pH=6.5) and salt (pH=8), water at room temperature, i.e., 23 °C for 150 days as shown in Fig 4. After specific time intervals (every 20 days), specimens were removed from the container, their surface moisture was removed by tissue paper. The content of water absorption by the specimen was measured using a precise digital balance machine.The percent of water absorption (M) was calculated through Eq. (3).
 | (3) |
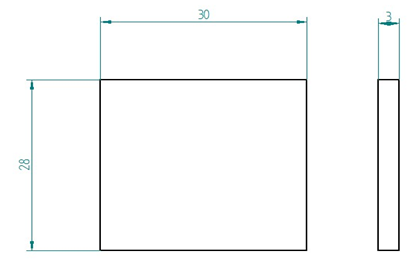 | Figure 2. Water absorption test specimen dimension (mm) |
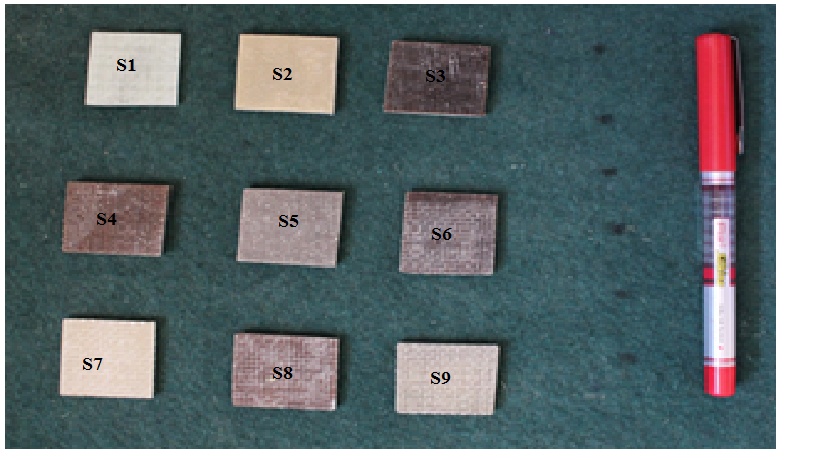 | Figure 3. Water absorption test specimens |
 | Figure 4. Test specimens immersed in normal, distilled and salt water |
3. Results and Discussion
3.1. Density and Void Fraction
- Table. 2 show that the weight and weight fraction of composite laminates for desired dimension i.e., 300x300x3 mm3. Weight of glass (wg) is 36±2 gm, weight of jute (wj) is 15±1 gm and also weight of kenaf (wk) is 15±1 gm for an each fabric layer dimension of 300x300 mm2. The Fig. 5 and 6 shows the theoretical and experimental densities of each composite laminates. The difference in theoretical and experimental densities is mainly due to the presence of voids in the composite as shown in Fig.7. The presence of void content in the composites leads to reduce the mechanical and physical properties of the composites. In the Fig.7, each laminates shows less than 2% voids, so it indicates that the each laminates are good in fabrication. It can be seen that the S4 composite exhibited a higher amount of voids (1.309%) compared to the S1 composite (0.312%), it’s due to the incompatibility between epoxy resin and fabrics. As a result, slightly fewer amounts of voids are present in S6, S7, S8 & S9 compared to the S2, S3, S4 & S5. It is observed that hybridization of jute/kenaf/E-glass exhibited a less amount of voids compared to the pure jute, pure kenaf and also the jute/kenaf composites. It is concluded that the hybridization of E-glass with jute and kenaf can enhance the physical properties of composites. Fig. 8 shows SEM micrographs of hybrid composites.
|
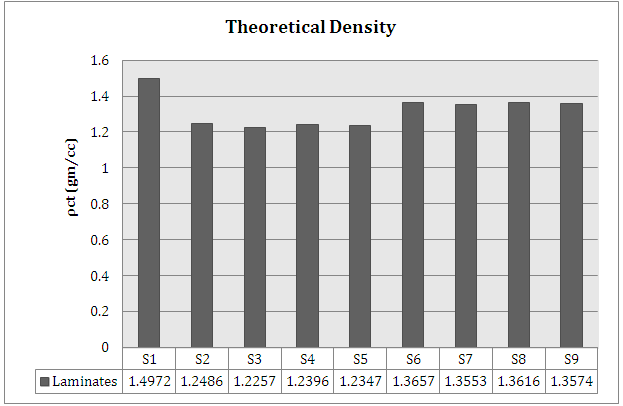 | Figure 5. Theoretical density of different composite laminates |
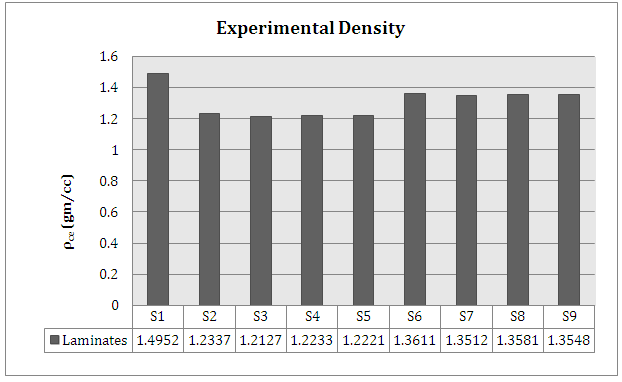 | Figure 6. Experimental density of different composite laminates |
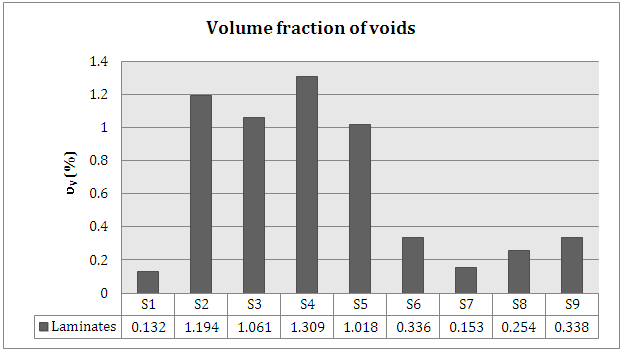 | Figure 7. Volume of void content in different composite laminates |
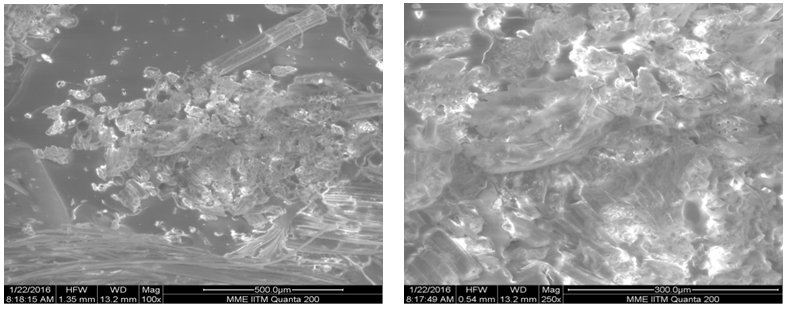 | Figure 8. SEM micrograph of composites |
3.2. Water Absorption Behaviour
- Water absorption is an important characteristic which can be used to predict durability of jute/kenaf/E-glass fabric reinforced epoxy composites. In water absorption studies, specimens were immersed into three different types of water conditions, which were normal, distilled and salt water. These three types of water condition were selected because they signify real-life conditions, where these composites can be applied. Water absorption curves of different composites specimen immersed in normal, distilled and salt water during 150 days are shown in Fig. 9, 10 and 11 respectively. It shows in the figure that the water absorption of the specimens almost increases with the immersion time at the starting stage and later keeps less water absorption. In all the three water conditions, the major water absorption of S1, S6, S7, S8 & S9 composites occurs at the first 80 days of immersion, after that water absorption does not change significantly. It was observed that hybridization of E-glass with jute and kenaf decreased the water absorption of composites. Fig.9 shows that the water absorption for jute/kenaf/E-glass fabric reinforced epoxy composites immersed in normal water is higher than that immersed in salt water. This is due to presence of salt molecules which reduces the activity of the water molecules and results in addition of salt particles on the surface of specimen which could further inhibit the water absorption [21]. Fig.10 shows that water absorption of the specimen immersed in distilled water is larger than that in normal water and also in salt water. This is due to the hydrolysis mechanism of the cellulose within natural fiber. The hydrolysis of cellulose is expected to be more pronounced in salt water and normal water. This finding is in agreement with previously reported work [9].
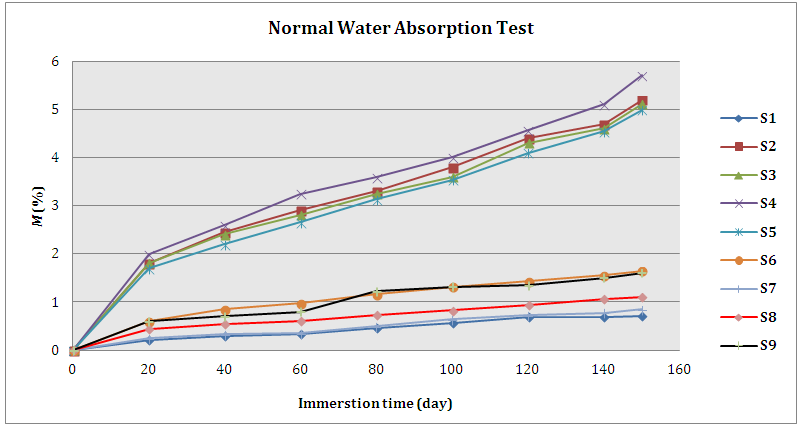 | Figure 9. Water absorption of composites during 150 days of immersion in normal water |
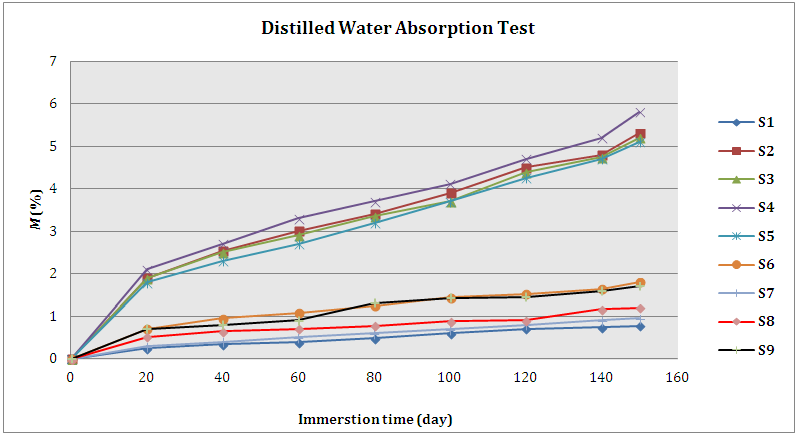 | Figure 10. Water absorption of composites during 150 days of immersion in distilled water |
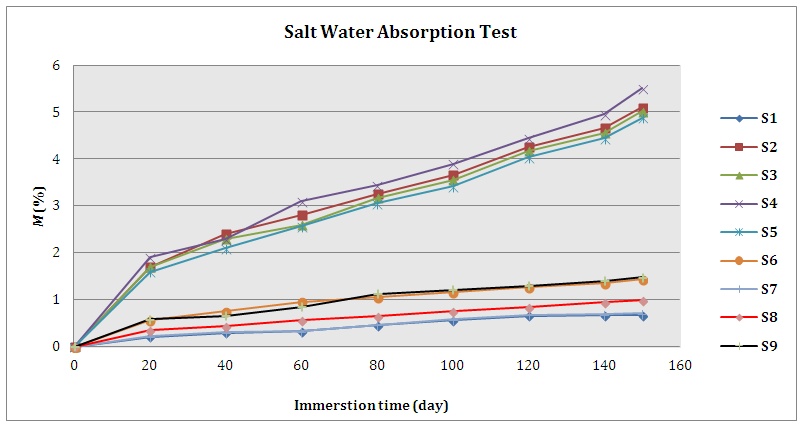 | Figure 11. Water absorption of composites during 150 days of immersion in salt water |
4. Conclusions
- In this work, the effect of hybridization of jute/kenaf/E-glass fabric reinforced epoxy composites on physical and water absorption behaviour was studied. Conclusions from this work are as follows:1. Composite laminates shows less than 2% voids, so it indicates that the each laminates are good in fabrication. 2. Hybridization of jute/kenaf/E-glass exhibited a less amount of voids compared to the pure jute, pure kenaf and also the jute/kenaf composites.3. Hybridization of E-glass with jute and kenaf can enhance the physical properties of composites.4. Incorporation of E-glass with jute and kenaf in epoxy decreased the water absorption of the composites.5. Maximum water absorption of specimens were observed in distilled water, then followed by the normal water, and finally salt water.
ACKNOWLEDGEMENTS
- This research is supported by All India Council for Technical Education (AICTE) (Ref No: 8-191/RFID/RPS/POLICY-1/2014-15). The researchers would like to thank Technical Education Quality Improvement Program of Government of India (TEQIP-II) for financial support. The researchers are also grateful to Department of Aero and Auto, Manipal Institute of Technology, Manipal and Indian Institute of Technology Madras, Chennai for providing their lab facilities.