-
Paper Information
- Next Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2015; 5(6): 143-147
doi:10.5923/j.cmaterials.20150506.01

Hybrid OSB Manufactured with Bioriented Polypropylene Particles
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLLaurenn Borges de Macedo1, Nathan Alves dos Santos2, Giovana Gobatto Balanco2, André Luis Christoforo3, Francisco Antonio Rocco Lahr4
1Professor at the Paulista State University (UNIP) and doctoral student in Science and Materials Engineering (SMM), Engineering School of São Carlos (EESC/USP), São Carlos, Brazil
2Undergraduate engineering course, Paulista State University (UNIP), campus Araraquara – SP. Araraquara, Brazil
3Centre for Innovation and Technology in Composites (CITeC), Professor at the Department of Civil Engineering (DECiv), Federal University of São Carlos (UFSCar), São Carlos, Brazil
4Full professor at the Department of Structures Engineering (SET), Engineering School of São Carlos (EESC/USP), São Carlos, Brazil
Correspondence to: André Luis Christoforo, Centre for Innovation and Technology in Composites (CITeC), Professor at the Department of Civil Engineering (DECiv), Federal University of São Carlos (UFSCar), São Carlos, Brazil.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/

The construction industry is one of the sector that most consuming natural resources and use energy intensively, generating significant environmental impacts and loads of waste. The use of alternative products such as Oriented Strand Board (OSB) appears as a possibility to reduce such impacts and has gained more space in the building. The addition of waste in the constituent matrix of these panels represents an alternative reuse of discards produced by society and economics of wood in the production process of these composites. The objective of this study was to determine the appropriate production process of these panels by evaluating mechanical properties. It was produced nine OSB panels with their constituent matrix composed of 70% strands Pinus sp. and 30% of the Bioriented Polypropylene Particles (BOPP), each three of the panels produced by a different method. In Method 1, the BOPP particles were uniformly mixed together with the wood strands. In the Method 2, the strands were bonded first with 70% of resin and the subsequent inclusion of particles BOPP (together with 30% of remaining adhesive), and in the Method 3, the BOPP particles were used in the internal layer of the panel. The performance of the panels was evaluated by the modulus of elasticity (MOE) and bending strength (MOR). According to EN 300 standard, the MOR presented by the panels produced by the Method 1 met the required values for OSB type 1, and approximately to the OSB 2 and 3. Regarding the MOE, the mean value was much higher than required for OSB 1 and very close to that required by the standard for OSB type 2 and 3. The better performance of Method 1 can be explained by the more homogeneous distribution of BOPP between the wood particles, which provides greater adhesion between the particles.
Keywords: Hybrid oriented strand board, Bioriented polypropylene (BOPP), Mechanical properties, Production process
Cite this paper: Laurenn Borges de Macedo, Nathan Alves dos Santos, Giovana Gobatto Balanco, André Luis Christoforo, Francisco Antonio Rocco Lahr, Hybrid OSB Manufactured with Bioriented Polypropylene Particles, International Journal of Composite Materials, Vol. 5 No. 6, 2015, pp. 143-147. doi: 10.5923/j.cmaterials.20150506.01.
1. Introduction
- Because of Amazon forest certification areas in Brazil, large sizes native trees meant to sawmill are becoming less and less available in national market. Exotic species commercial planting is a good option, being Brazil international highlight in forest sector by presenting one of the largest planted commercial forests areas in the world. But, for reach that larger diameter, these planting trees require larger life cycles and management suitable for good quality wood, which implies higher production values [1-3].Wood panel production is a good alternative to replace sawn timber in various Brazilian industry sectors, as furniture and construction industry. Among reconstituted wood panels, Oriented Strand Board (OSB) has great prominence in market for multiple uses, mainly structural. In countries of North America, 51% of OSB applications occur in residential buildings. The great employment of this panel in housing in the United States and Europe is due to speed and installation ease, besides a great energy saving compared to conventional buildings [4, 5].Primary advantage of OSB manufacture relative to plywood is no high quality requirement of wood used as raw material, can be availed forestry wastes from sawmills and silvicultural thinning and pruning in their production [6-10].Although particleboard industry is already consolidated worldwide, new materials and production techniques have been developed for new products generation. Numerous alternatives related to environmental issues have been highlighted in world economy today. Packaging waste addition from products for human consumption in wood panels production constitutes an important alternative for these materials proper disposal and wood economy during panels manufacturing. As potential inputs for panels manufacture, we can mention film bi-oriented polypropylene (BOPP), type of plastic widely used in food industry which does not have post-consumption recycling on a large scale in our country [11, 12].In last decade, several studies have been conducted with aim of testing and to encourage recyclable materials use in new materials manufacture (sustainable materials), as waste use originating in agriculture proposed by Soltani et al. [13], Baharami et al. [14], and Baharami et al. [15]. Related to association of plastic and lignocellulosic material on panels production, we can cite the research’s developed by Kamdem et al. [16], Maciel et al. [17], Adhikary et al. [18], Ashori and Nourbakhsh [19], Santos et al. [20] and Almeida et al. [21]. However, no work using BOPP in particleboards manufacture or any other plastic type added to OSB matrix constituent has been found in the literature.This research aimed to determine the best production method, of three, for hybrid OSB with constituent matrix of Pinus sp. and particles from packaging BOPP through statistical evaluation of modulus of elastic and modulus of rupture of the same.
2. Material and Methods
- The method applied in this research was invented and developed in Wood and Timber Structures Laboratory (LaMEM), Structural Engineering Department (SET), Engineering School of São Carlos (EESC), University of São Paulo (USP).In panels producing was used Pinus sp., castor oil based polyurethane resin (PU) and polypropylene bi-oriented (BOPP) particles. Panels were produced with three layers and constituent matrix composed by 70% "strands" Pinus sp. and 30% of BOPP particles. Pinus sp. wood species was chosen due to its good interaction with BOPP noted in preliminary tests and by fact that all national OSB production be performed with this wood species. During production process was used 15% castor oil based polyurethane resin, based on 1400g in mattress panel constituent particles dry weight. Temperature of 150°C, 4.5 MPa and 10 minutes of pressing determined in preliminary tests were used.Wood and packaging BOPP particles were generated with help of particle generator and knife mill, respectively. Wood particles thicknesses had between 0.50 and 0.90 mm and BOPP particles dimensions between 0.60 and 5.5 mm (Figure 1).
 | Figure 1. Particle of wood (a) and BOPP (b), respectively, generated in the production of the panels |
 | Figure 2. Particles mixed together in bonder set |
 | Figure 3. Particles glued separately: wood particles wood (a) and BOPP particles (b) |
 | Figure 4. Panel produced with plastic central layer |
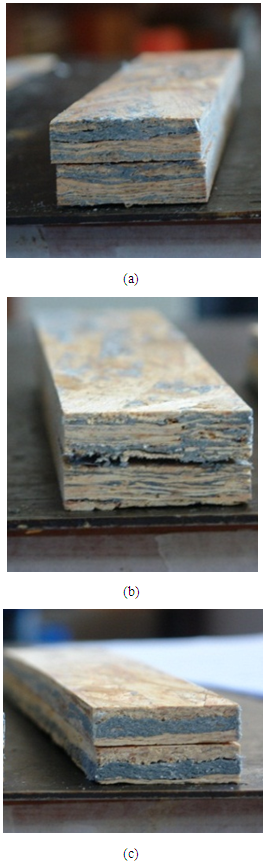 | Figure 5. Specimens for Static bending testing’s, panels produced by Methods 1 (a), 2 (b) and 3 (c), respectively |
3. Results and Discussions
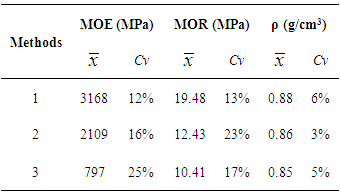
- Table 1 shows mean values
 and variation coefficients (Cv) for modulus of elasticity (MOE), modulus of rupture (MOR) and apparent density (ρ) from each panels manufactured according to three Methods proposed.
and variation coefficients (Cv) for modulus of elasticity (MOE), modulus of rupture (MOR) and apparent density (ρ) from each panels manufactured according to three Methods proposed.
|
|
|
4. Conclusions
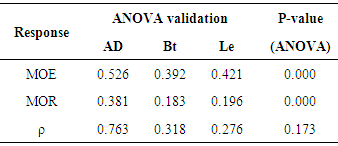
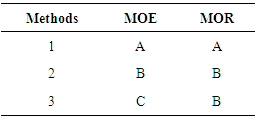
- - Panels manufactured had apparent density of 0.8 g/cm³;- Panels produced by Method 1 showed MOR and MOE of 3168 MPa and 19.48, respectively;- Panels produced by Method 2 showed MOE and MOR of 2109 and 12.43 MPa, respectively;- Panels produced by Method 3 showed MOE and MOR of 797 MPa and 10.41, respectively;- P-values from ANOVA accused significance by production Method only for modulus of elasticity and modulus of rupture;- According EN 300 [19] code, panels from Method 1 presented MOR values of OSB type 1, and MOE values much higher than required for OSB 1.Panels produced by Method 1 performed better, regarding MOE and MOR. The better performance of this method can be explained by the more homogeneous BOPP distribution among wood particles, which indicates better particles adhesion. Panels from Methods 2 and 3 had large BOPP concentrations in certain parts of panels. Since temperature used may not have been enough to melt plastic, these concentrations can have generated low particles adhesion within panel, which could have affected mechanical properties tested.