-
Paper Information
- Next Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2015; 5(3): 52-64
doi:10.5923/j.cmaterials.20150503.02
Thermo-Mechanical Properties of Unsaturated Polyester Reinforced with Coconut and Snail Shells
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLS. O. Adeosun1, Akpan E. I.2, H. A. Akanegbu1
1Department of Metallurgical and Materials Engineering, University of Lagos, Nigeria
2Department of Materials and Production Engineering, Ambrose Alli University, Nigeria
Correspondence to: S. O. Adeosun, Department of Metallurgical and Materials Engineering, University of Lagos, Nigeria.
| Email: |  |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
This study investigates the effects of coconut shell (CS) and snail shell (SS) volume fractions on the thermal and mechanical properties of Unsaturated Polyester Resin (UPR) composite. Varying percentages of the fillers were used as reinforcement in the unsaturated polyester resin to form composites and mechanical, thermal, flexural and morphological characteristics were examined. Results show that tensile strength, elongation at break, flexural strength, and hardness of the composite increase as filler concentration increases. Maximum tensile elongation of composites is found to possess 375 % improvement over virgin UPR while the micro-hardness a 125% improvement over virgin UPR. The maximum tensile strength of the composite is also a 140 % improvement over that of virgin UPR. However, impact strength of the composite decreases with increase in filler concentration. FTIR spectra of UPR composites show that, at 30 vol. % filler content there is good and effective interfacial interaction between UPR matrix and the fillers. The thermal properties from DTA measurement show that the glass transition temperature, Tg and Tm of the composites, at 5, 20 and 50 vol. % reinforcement contents, are lower and higher respectively to the cured-virgin UPR matrix. The morphology of fillers dispersion into the polymer matrix observed using the scanning electron microscopy (SEM) indicates homogeneous dispersion in the UPR matrix with strong interfacial adhesion between the fillers and UPR matrix. These results in enhance mechanical properties.
Keywords: Reinforcements, Polymer composites, Thermosetting resins,Coconut shell (CS), Snail shell (SS)
Cite this paper: S. O. Adeosun, Akpan E. I., H. A. Akanegbu, Thermo-Mechanical Properties of Unsaturated Polyester Reinforced with Coconut and Snail Shells, International Journal of Composite Materials, Vol. 5 No. 3, 2015, pp. 52-64. doi: 10.5923/j.cmaterials.20150503.02.
Article Outline
1. Introduction
- Agricultural wastes residues during harvest seasons in most African countries are enormous and often constitute environmental menace. Most of these materials are lignocellulosic and could be used as reinforcements in developing composite materials. Some studieson the development of composites using various recycled wastes as reinforcements and thermosetting polymers as matrixes has been reported [1]. Research has shown that the use of polymer-based composite materials result in novel material formulations. Moreover the manufacture of profiles with optimal properties for special applications is also made possible [2-3]. On the other hand polymer composites lead to improvement in product design and reduction in energy usage. Earlier studies by some authors revealed that quality fibres suitable as reinforcement in composites can be produced from maize stems and hulls, rye straw, rice straw and husk, banana bundles, switch grass, wheat straw, sorghum stems and leaves, pineapple, coconut, nettle, velvet, empty palm fruit bunch, hemp, flax, kenaf, cotton, soy hulls and straw, milk weed stems, hop stems and bamboo [4-12]. Some advantages of using lignocelluosic fillers include; strength and rigidity, light weight, environmental friendliness, economical, renewability and abundance [13-14]. However, high moisture sorption, poor surface adhesion to base polymers, high temperature degradation among others is the demerits of using these as reinforcements [11]. This work studies the utilization of coconut and snail shells (Agro-based fillers) as reinforcements for unsaturated polyester resin (UPR). The effect of filler volume fraction on the thermal and mechanical properties of coconut/snail shell reinforced unsaturated polyester resin (UPR) is evaluated.
2. Materials and Methods
- The coconut and snail shells are collected locally. The coconut fibers are removed from its shell, while the snail shell is removed and washed with clean water to remove any adhered hard particles (e.g silica sand). The shells are sun dried at 31 – 33°C for 2 weeks until a constant weight is observed, after which the shell samples are ground into powder with the use of an electric grinder. The ground powder is sieved with BS/ISO 3310 into 150 μm particle size. Tables 1 and 2 are typical chemical constituents of coconut and snail shells respectively.
 | Table 1. Chemical Constituents of Coconut Shell powder [15] |
 | Table 2. Chemical Constituents of Snail Shell Powder (Yusuf, 2004) |
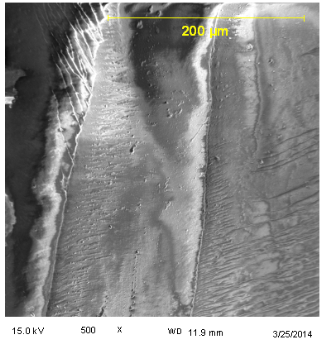 | Plate 1. Microanalysis of UPR composite without filler addition at 500x magnification |
 | Figure 1. Wooden mould |
 | Figure 2. UP Composite Samples |
3. Results and Discussion
3.1. Composite Tensile Responses
- In Figure 3 the tensile strength increases with increase in filler content for coconut shell filler to a maximum of 17 MPa at 20 vol. % but declines on further filler addition. The snail shell reinforced composites has strengths which increases with filler addition to maximum of 13 MPa at 30 vol. % before it declines on further addition of filler to about 1.5 MPa at 50 vol. %. This is agrees with the findings of Teipel [16] where CS addition produces an initial increase in tensile strength of the composites up till 40 % of CS before it declines with further addition of CS. Another similar study by Husseinsyah and Mostapha [15] shows that tensile strength of Polyester/CS composites increases with increase in weight fraction of CS after an initial drop with 15 php. Contrary to this is the result of Agunsoye et al [17] on the effect of CS particles on the mechanical properties of shredded polyethylene where a continuous decrease in tensile strength of composites with increase in weight fraction of the fillers is observed. The findings of Onuegbu and Igwe [18] on snail shell powder/ polypropylene composites show that increase in snail shell powder contents increases tensile strength of composites. It is obvious that addition of coconut and snail shell promotes structural changes especially in the hydrogen bonding and C=C deformation band of polyester (see Figure 10) that may be responsible for the increase in mechanical characteristics of the composite. The decrease in tensile strength at higher weight fraction of filler particles in the composites could be attributed to uneven dispersion or agglomeration of filler particles leading to poor load transfer ability. It is important to note that CS particles-reinforced polyester have higher tensile strength at all weight fraction of filler compared to SS filler composites. This is an indication that SS particles did not introduce significant improvement as does CS particles. In the comparative analysis shown in Figure 10 the SS particles addition does not disrupt the molecular structure of the unsaturated polyester especially in the OH band compared to that of CS particles. This is partly because CS particles are lignocellulosic (Figure 10b show cellulose and lignin stretch) and contributes more to the OH bonding in the matrix than SS which is not lignocellulosic (in Figure 10c there are no cellulose and lignin stretch) but mineral filler.
3.2. Composite Elongation Responses
- Figure 4 shows that the ductility (elongation at break) of composites increases with filler content. Ductility for both filler addition fluctuates at the onset of loading but increase steadily afterwards to a maximum of 11.7% (375% improvement over virgin UP) and 9.8% (298% improvement over virgin UP) at 50 vol. % of CS and SS respectively. A careful comparison of Figures 3 and 4 reveal that at the point of highest tensile strength composites possess low ductility but highest ductility at low tensile strength. This is in line with the established observations for all materials that low strength materials will possess high ductility while high strength materials possess low ductility. The presence of filler particles usually leads to a weakening of inter-molecular forces at the filler/matrix interface. It is obvious from this study that at higher volume fraction of the fillers the overall inter molecular forces at the filler/matrix interface influence softening of the polymer matrix and consequently a higher ductility results. However, the findings of Husseinsyah and Mostapha [15], Agunsoye et al [17], Nwanonenyi et al [19] and Onuegbu and Igwe [18] are contrary to this observation. The fluctuation in ductility at 30 vol. % and 20 vol. % for CS and SS composites respectively before steady increase on further filler addition is attributed to uneven dispersion of the filler particles.
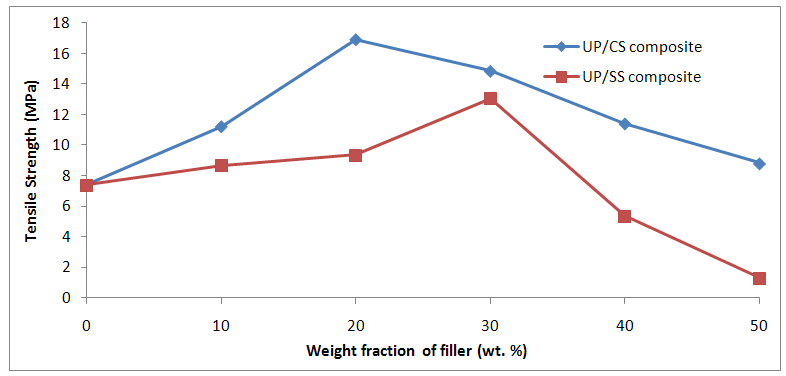 | Figure 3. Tensile Strength of reinforced UP |
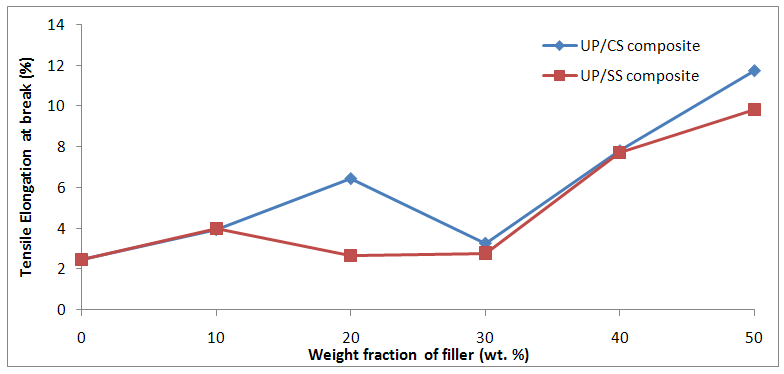 | Figure 4. Elongation at Break of UP composites |
3.3. Polyester Composite Impact Strength
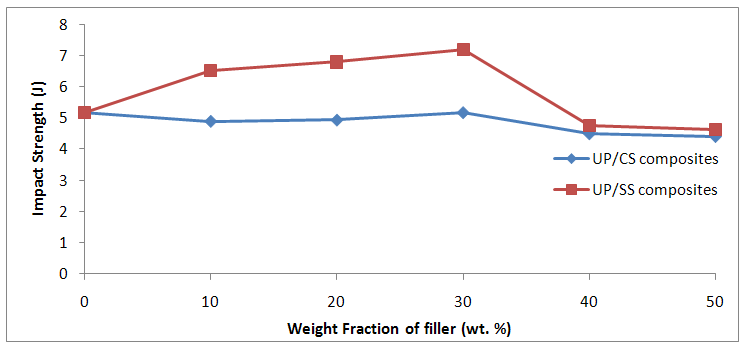
- The Izod impact strengths of the composites shown in Figure 5 increase gradually with CS filler content to a maximum of 5 J at 30 vol. %, but for SS reinforced composite the impact strengths are superior and increase with filler content up till ~7.5 J at 30 vol. %. A reduction in the impact strength observed in SS reinforced composite may be attributed to filler-filler interaction that could cause agglomeration leading to poor interaction of SS filler and the UP matrix. This result conforms to the findings of Nwanonenyi et al [19] and Onuegbu and Igwe [18]. Higher impact energy indicates a higher toughness of the material. This indicates that SS filler impart higher toughness to that of coconut and this may be ascribed to the presence of mineral components in SS particles which improves its adhesion to the UP matrix. Thus, impact resistance is enhanced. For CS filled composites the filler particles may represent points of localized stress concentration, from which failure can commence.
 | Figure 5. Impact Strength of UP samples filled with Organic Fillers |
3.4. Micro Hardness Characteristics of Polyester
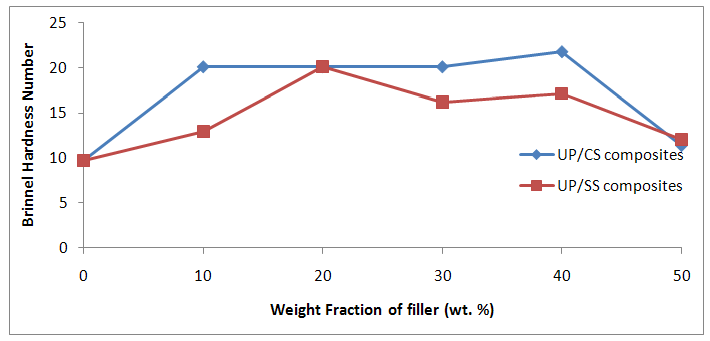
- The hardness of the composites increases gradually with increase in contents of the CS filler in the matrix to 21.78 BHN at 40 vol. % (see Figure 6). As the volume fraction increases beyond 40 vol. %, the composite hardness decreases [20]. Thus, an improvement of 125% in hardness of UP is achieved at 40 vol. % CS addition. The hardness of SS reinforced UP is maximum (17.14BHN) at 20 vol. %. These peak hardness values of the reinforced UP composites are significant improvement over the unreinforced UPR (9.67 BHN). Nwanonenyi et al [19] and Agunsoye et al [17] reports increase in hardness of composites with coconut shell powder. Onuegbu and Igwe [18] also observe increase in hardness of snail shell filled polypropylene composites. Increase in hardness of composites may be attributed to the hardening effect of the filler particles. However, at higher volume fraction of the filler pores may result due to agglomeration of the particles leading to lower surface resistance.
 | Figure 6. Hardness of UP composites |
3.5. Flexural Behaviour of Polyester
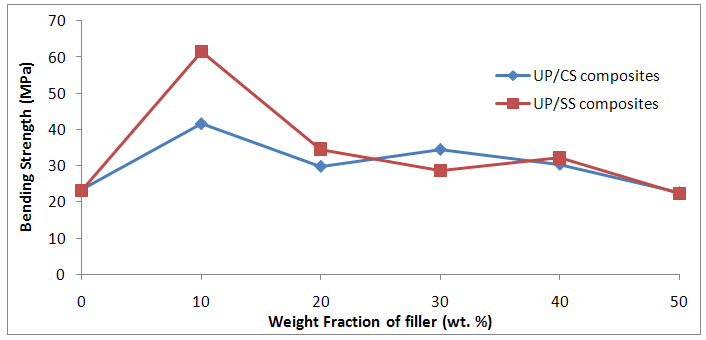
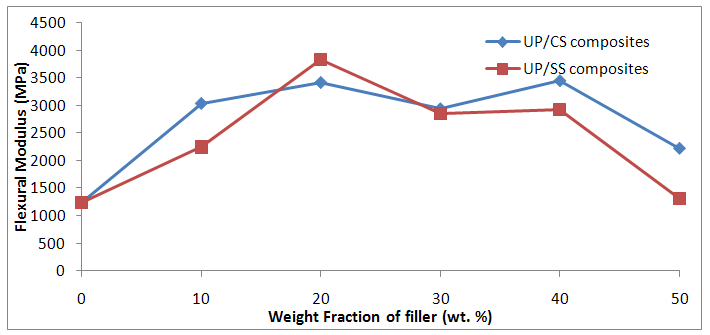
- The Figures 7a, 7b show the effect of filler content on flexural strength and flexural modulus of composites using CS and SS filler particles as reinforcements. Results show that the flexural strength and flexural modulus of filler-matrix composites increase with increase filler content at 10 and 20 vol. % filler contents respectively. SS reinforced composites exhibit higher flexural strength (60 MPa, 10 vol. %) and flexural modulus (4 GPa, 20 vol. %) respectively to CS and virgin UP. This is achieved by the presence of strong interfacial adhesion between the SS particles and UPE matrix. The interfacial bonding between the fillers and UP matrix facilitates efficient and proper load transfer [21]. The decrease in the flexural strength and flexural modulus of the composites can be attributed to formation of agglomerates at higher concentrations by these filler particles, which is also observed in the tensile response of the composites. Singh et al [22] reports increase in flexural strength of epoxy-CS composite to a maximum at 30 wt. % of CS before decline on further addition. Sapuan and Harimi [23] examine the flexural properties of epoxy - CS composites and reports increase in flexural strength and modulus up to 15 wt. % CS within the weight fractions considered. Onuegbu and Igwe [18] used SS as reinforcement in polypropylene and reports increase in flexural strength to a maximum at 5 wt. % and this remains constant over the range of filler addition.
 | Figure 7a. Bend Strengths of UP composites |
 | Figure 7b. Bend Modulus of UP composites |
3.6. Wear Characteristics of UP Composites
- It is observed (see Figures 8a, 8b) that the volume loss of both composites increase as the sliding moment increases. Initially, the change in volume loss is minimal for the composites, but as the sliding distances increase volume loss in the wear increases. The wear resistance of the CS powder reinforced UP matrix increases compared to the unreinforced UP matrix at all sliding distances [24]. Thus, the volume loss of the virgin UP and the 10 vol. % SS composite increase with increases in sliding moment. The volume loss of UP composite filled with 10 vol. % of CS powder is inferior to both virgin and SS reinforced UP. This indicates improvement in the wear resistance of UP as it is reinforced with CS both at low and high speeds.
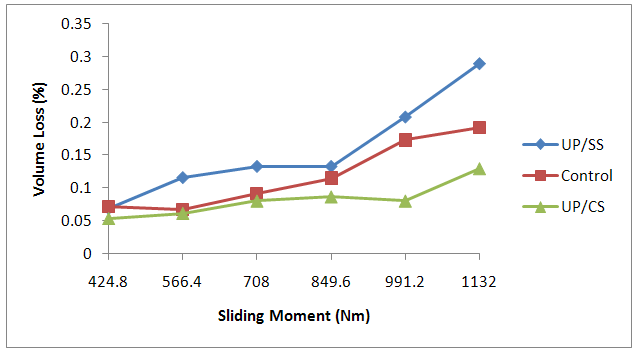 | Figure 8a. Wear behavior of UP composites at 10 vol. % Fillers and Speed of 1.18m/s |
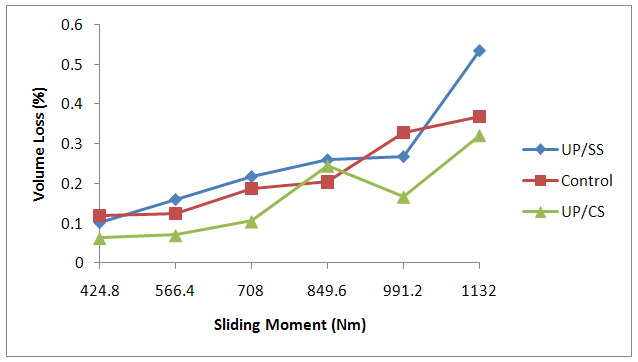 | Figure 8b. Wear behavior of UP composites at 10 vol. % Fillers and Speed of 2.36m/s |
3.7. Water Absorption of Polyester Composites
- Figures 9a and b show the effect of filler loading on the water adsorption behavior of composites and virgin UP. It is observed (see Figures 9a, 9b) that the composite with higher filler content absorbed more water molecules. This confirms that filler particles are hydrophilic (Figure 10 show that CS are lignocellulosic), hence the addition of hydrophilic particles to UP matrix increase water adsorption capacity as shown in the Figures. Composites with higher volume fraction possess higher percentage water adsorption which may be due to increase in volume of the hydrophilic filler particles. The Figures show that the composite with 50 vol. % of CS particles has higher percent water absorption than the composites with SS particles for all volume fractions used. It is noted earlier that CS particles are lignocellulosic, containing cellulose and lignin while SS particles contain some mineral compounds. Lignocellulosic are found to be highly hydrophilic and may be the responsible for the high water adsorption of CS filled composites compared to SS filled composites.
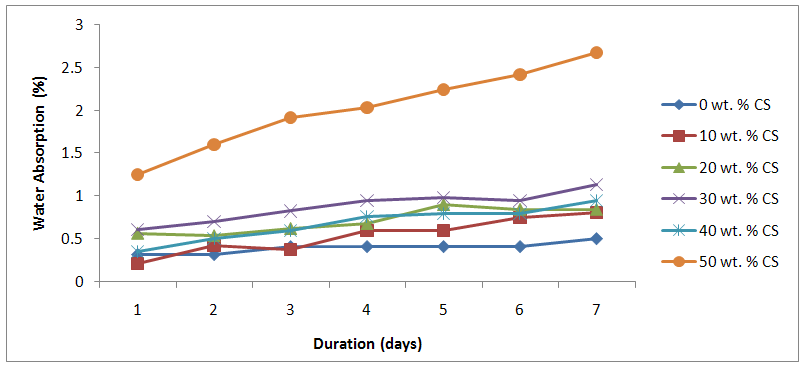 | Figure 9a. Water absorption of CS UP composites |
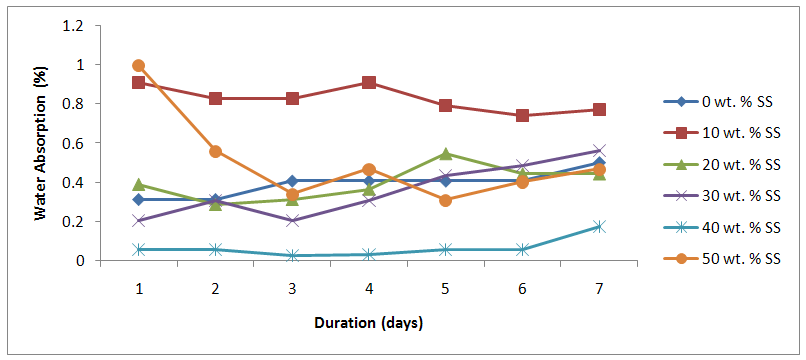 | Figure 9b. Water absorption of SS UP composites |
3.8. Fourier Infra-red Spectroscopy Analysis (FTIR) UP Composites
- Figures 10a, 10b and 10c are FTIR spectra of virgin UP, CS and SS filled composites respectively. The virgin UP spectrum shows the unsaturated in plane deformation at 1068 cm-1, C-H out-of-plane stretching in aromatic ring (O - di-substituted) deformations at 744 cm-1 and 702 cm-1 [25]. These peaks are also shown without much difference in intensity for CS filled composites. However, the SS filled composites show a shift in wavelengths of the vibrations with substantial differences in intensity. The vibration at 702 cm-1 moved to 700 cm-1 with 8% decrease in transmittance, 744 cm-1 moved to 746 cm-1 with 18.18% decrease in transmittance. The Trans configuration of ethylene glycol unit in polyesters is shown at 987 cm-1 for the UP, esters alpha and beta - unsaturated >C=O stretching at 1728 cm-1, and two other band characteristic for oxygen containing groups at 1282 cm-1 and 1118 cm-1 [25]. C-C multiple bend stretching in aromatic is also shown at 1600 cm-1 and alcohols O-H bond stretching at 1282 cm-1 [26]. These bands also exist with similar transmittance for CS composites but experience a shift for SS composites with varying intensity. These changes in intensities indicate structural changes due to addition of the particles. It is observed that addition of SS particles influences large structural changes probably because of molecular interaction between the mineral element and the UP matrix. For the SS composite the 1118 cm-1 band assigned to ethylene glycol units of polyesters is totally missing. The sharp band at 1454 cm-1 attributed to asymmetrical bend of CH3 group is also missing. Similarly, the peak at 1643 cm–1 taken as indication of the presence of amino acids is missing. However, the SS composite show a strong band at 1475 cm-1 attributed to N–O asymmetric stretch. This goes to confirm that the SS particles contain mineral elements with the N-O structural pattern such as NO2 [27]. The broad bands between 3100 and 3600 cm-1 for all samples are due to the presence of -OH bond (see Figure 10a, 10b). It is observed that this band is larger and higher in intensity for CS composites than for SS composite and virgin UP. Large and broad OH band are typical of lignocellulosic materials because of the vast inter/intra molecular OH bonding attached to cellulose structure which is also responsible for water adsorption. Thus, this is the major reason for high water adsorption noticed in CS composites compared to SS composites.
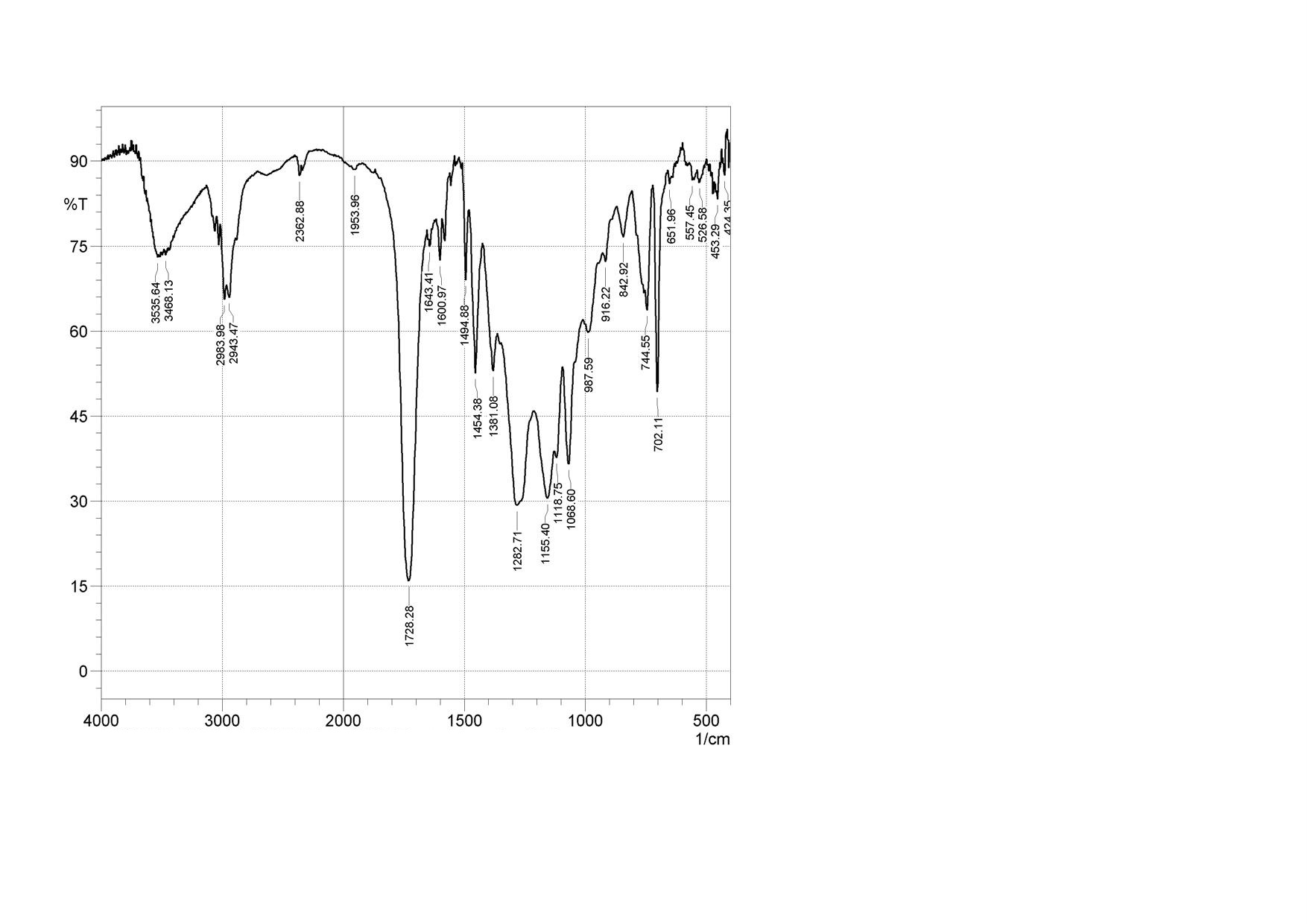 | Figure 10a. Virgin UP (Control Sample) |
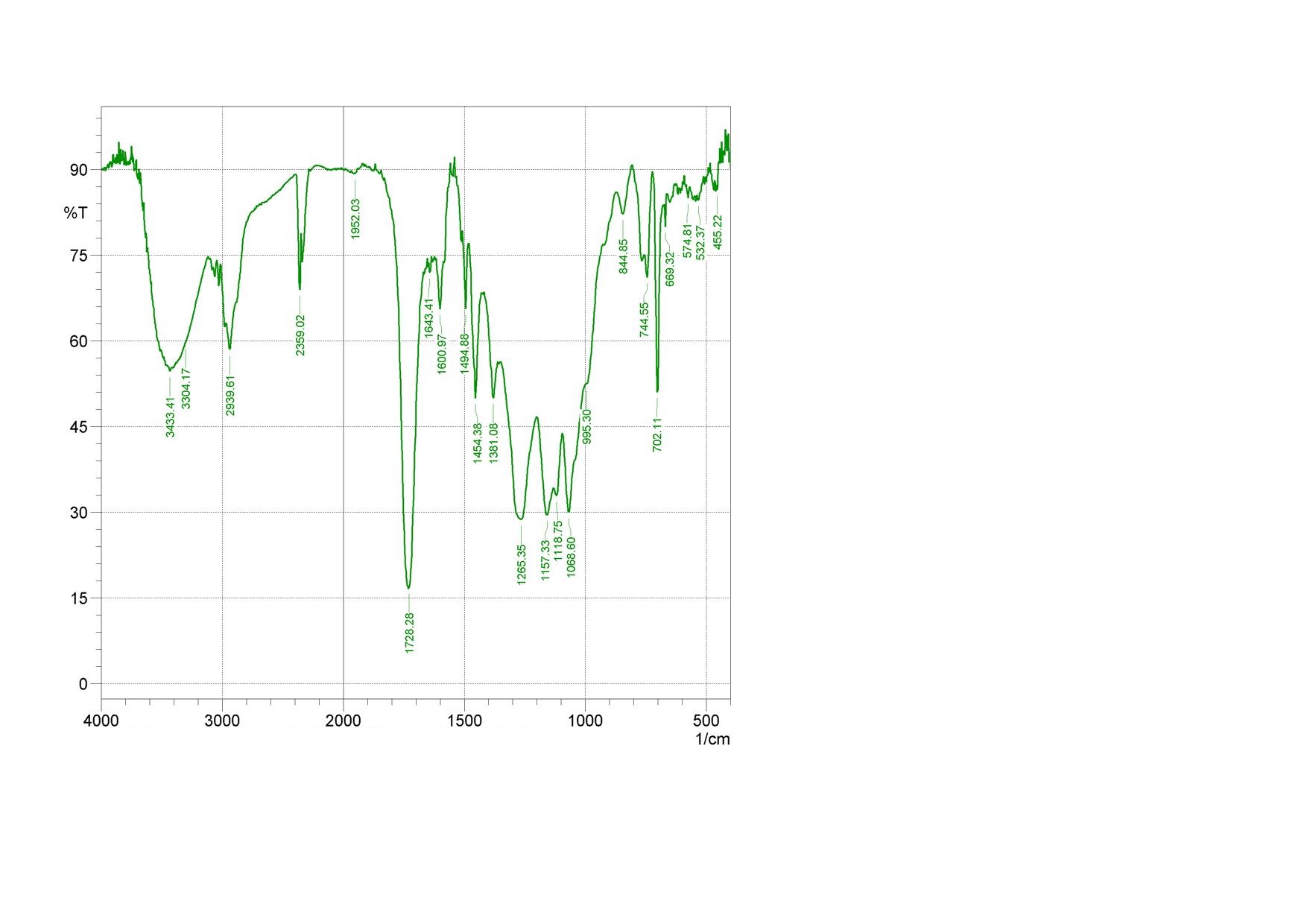 | Figure 10b. UP Composite (30vol. % CS) |
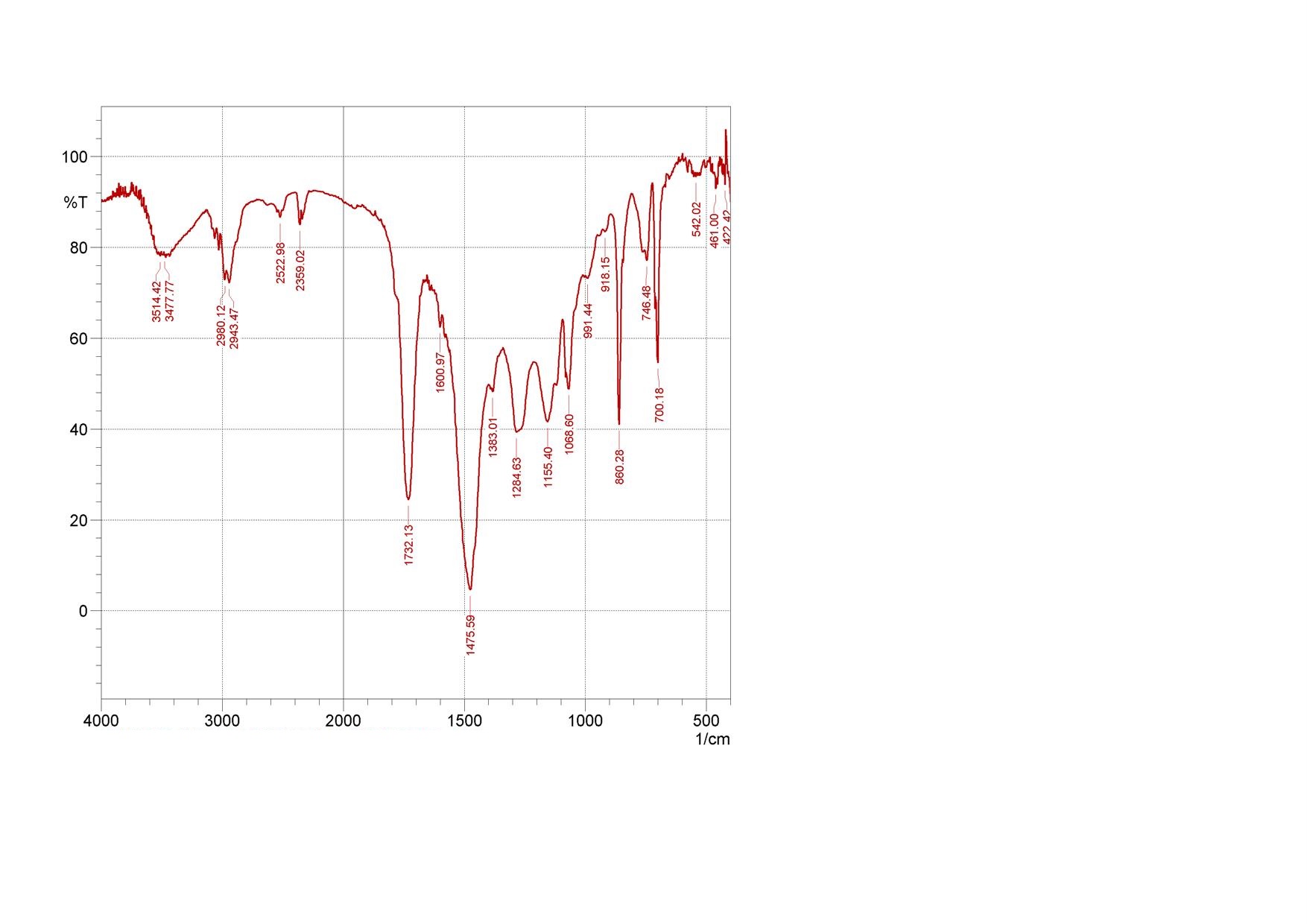 | Figure 10c. UP Composite (30 vol. % SS) |
3.9. Differential Thermal Analysis (DTA) of Unsaturated Polyester Resin (UPR) Composites
- The DTA results in Figures 11a, 11b and 11c show that no exothermic peak is present, indicating that the material fully cured. The glass transition temperature, Tg for the fully cured virgin UP is 207.4°C while the melting temperature is 346°C. The additions of filler content up to 50 vol. % in UPR/CS composites decrease the Tg of UP matrix from 207.4°C to 75.3°C and increase the Tm from 346°C to 362.6°C. The additions of filler content up to 50 vol. % in UPR/SS composites decrease the Tg of UP matrix from 207.4°C to 147.6°C and increase the Tm from 346°C to 376.4°C.
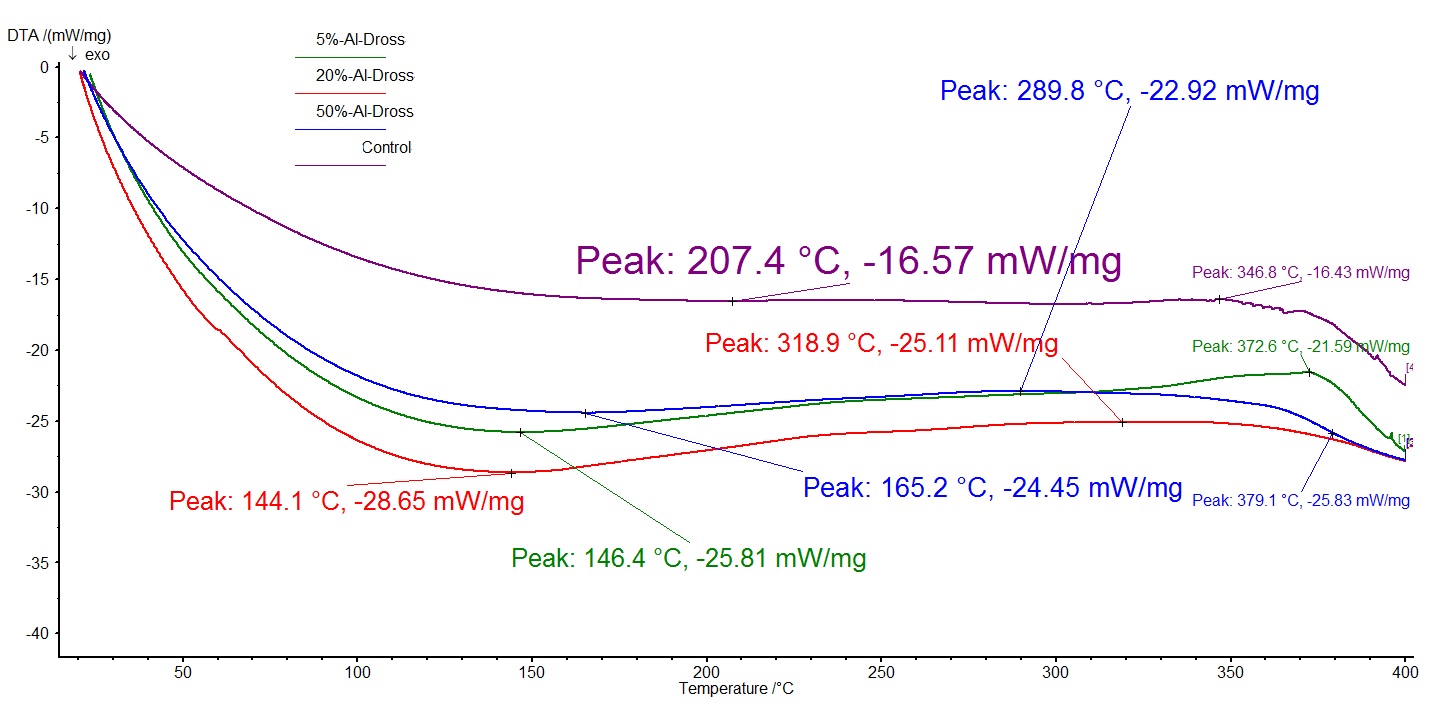 | Figure 11a. DTA of UP/Al-dross Composite at 5, 20 and 50 vol. % filler contents |
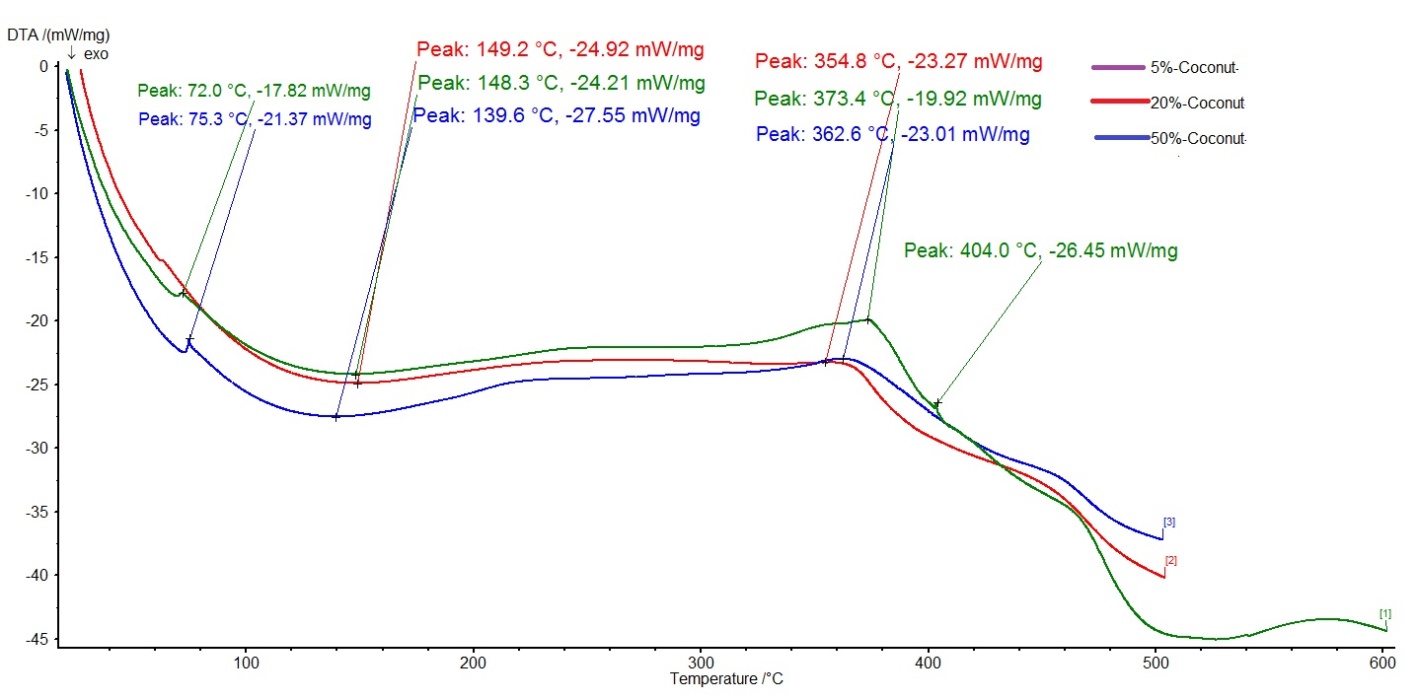 | Figure 11b. DTA of UP/CS Composite at 5, 20 and 50 vol.% filler contents |
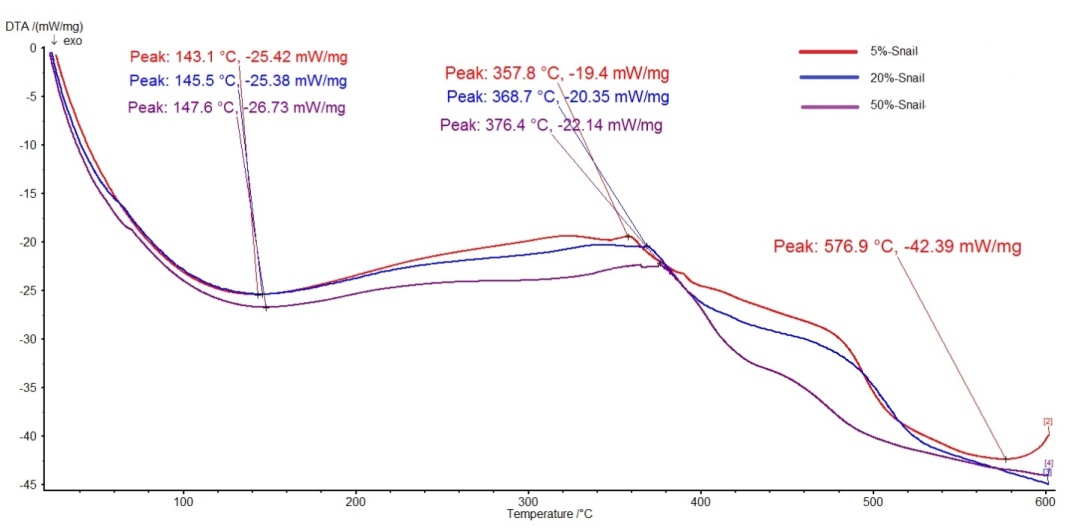 | Figure 11c. DTA of UP/SS Composite at 5, 20 and 50vol.% of filler contents |
3.10. Microstructural Analysis
- The extent of dispersion of fillers into UP is observed using SEM. The control sample represents the UP matrix without filler particles additions (See Plate 2a). As the magnification increases (for Plate 2b), localized dispersion of the CS filler particles is seen in the composites. This poorly bonded interface and the brittleness of the UP affects the tensile property. Plates 1b indicate homogeneous dispersion of SS fillers through the UP matrix and strong interfacial adhesion between the fillers and matrix are achieved with improve mechanical properties. The SS composite does not show a distinct difference between the SS powder and the matrix. The SS powder seems to form a solution with the UP.
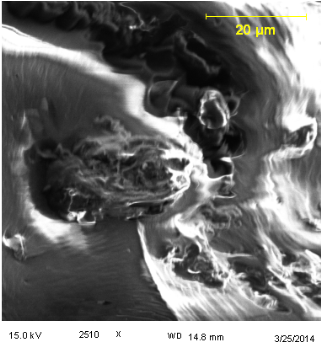 | Plate 2a. SEM micrograph of CS/UPR composite |
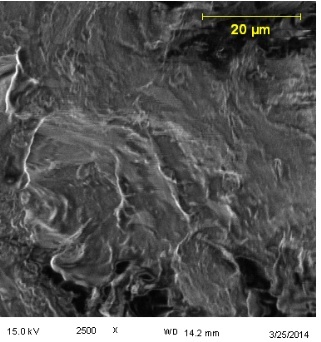 | Plate 2b. SEM micrographs of SS/UPR composite |
4. Conclusions
- The studies on the potential of using coconut and snail shells as reinforcements for enhance properties of unsaturated polyester have been carried out using the resin transfer moulding method. The coconut shell particles improve the tensile properties (tensile strength, extension at break) of the polyester composite. At higher volume fraction of the fillers, the inter-molecular forces at the filler/matrix interface influences the softening of the polymer matrix and consequently a higher ductility results which is contrary to some earlier reports. The snail shell reinforced polyester shows better thermal stability than the coconut shell reinforced polyester.
ACKNOWLEDGEMENTS
- The authors would like to thank the staff of Department of Metallurgical and Materials Engineering, University of Lagos, Nigeria for their contributions toward the completion of this study.