-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2013; 3(5): 130-135
doi:10.5923/j.cmaterials.20130305.03
Tensile and Flexural Properties of Bamboo Fiber / Bamboo Powder Composite Materials
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLShinji Ochi
Department of Mechanical Engineering, Niihama National College of Technology, Niihama city, 792-8580, Japan
Correspondence to: Shinji Ochi, Department of Mechanical Engineering, Niihama National College of Technology, Niihama city, 792-8580, Japan.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
This paper describes the mechanical properties of the composite materials fabricated using bamboo fiber and bamboo powder. Bamboo powder can be hot press-molded much like plastic, and the use of these materials in place of plastic products would reduce the environmental impact of extensive plastic use. In the present study, the tensile and flexural strength of molded composites made from bamboo fiber and powder were examined. The results showed that the tensile and flexural strength of bamboo fiber / powder composites were increased with increasing fiber content. The other side, both strengths of composite were decreased with increasing molding temperature. The highest tensile and flexural strengths of the bamboo fiber reinforced bamboo powder composites specimens tested were recorded at 40.5MPa and 107 MPa, respectively.
Keywords: Bamboo Fiber, Bamboo Powder, Composite Materials, Tensile Strength, Flexural Strength
Cite this paper: Shinji Ochi, Tensile and Flexural Properties of Bamboo Fiber / Bamboo Powder Composite Materials, International Journal of Composite Materials, Vol. 3 No. 5, 2013, pp. 130-135. doi: 10.5923/j.cmaterials.20130305.03.
Article Outline
1. Introduction
- Recently, plastic materials are indispensable in our lives as they are used extensively in many diverse fields including, but not limited to, stationery goods, electronic products and sports goods. However, a great majority of these products are disposed into landfills after usage. Clearly, this contributes to a high environmental load. In order to reduce the environmental load generated from the disposal of used plastic products, significant attention has been placed on biodegradable plastics[1,2]. This plastic can be completely resolved into water and carbon dioxide by the action of the microorganism, when disposed of in the soil. Moreover, there are no emissions of toxic gases during incineration. Recently, biodegradable plastics have been used in commercial products such as ball-point pens, toothbrushes, garbage bags, fishing lines, tennis racket strings, wrapping paper and many others. Over the past few years a considerable number of studies have been conducted on biodegradable composites containing plastics reinforced biodegradable natural fibers, such as bamboo[3-6], flax[7], jute[8], j pineapple[9] and hemp[10] fibers.In the past, bamboo was used as part of daily life (e.g., bamboo shoots for food and stalks for building materials). However, recently, bamboo forests have fallen into ruin because of the appearance of plastic products and the import of inexpensive bamboo shoots. The present study investigated whether bamboo can be effectively used to replace plastic materials. In, the paper[11] reported last time, strength of the press-molded product made of bamboo powder was examined. The purpose of this research is to fabricate the bamboo material of high strength by reinforcing bamboo powder with bamboo fiber bundles. The bamboo fiber reinforced bamboo powder composites were molded from bamboo fiber bundle and powder, and the tensile strength and flexural strength of the resultant products were examined. These measured properties were subsequently compared to the mechanical properties of general plastic materials.
2. Experimental Procedures
2.1. Materials
 | Figure 1. Photograph of bamboo powder |
 | Figure 2. Phtograph of bamboo fiber bundle |
2.2. Molding Method of Bamboo Fiber / Powder Composites
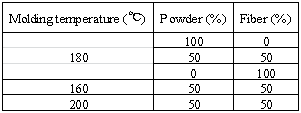
- Table1 shows details of molding conditions in this study. The rate of fiber volume is 0, 50 and 100%. Molding temperature is 160, 180 and 200℃.The specimens were fabricated using a hot press machine and a metallic mold. Specifically, to test specimens made under varying conditions, the bamboo fiber and powder was added to the metallic mold and held at three different temperatures pressed at 65 MPa. The tensile-test specimens were dumbbell-shaped with a width of 10 mm, a thickness of 3 mm, parallel portion length of 50 mm and a total length of 152 mm.The flexural-test specimens were made by the same method as the tensile-test specimen. Dimensions of the flexural-test specimens are a width of 15mm, thickness of 3mm and length of 100mm.
|
2.3. Method of Tensile and Flexural Test
- Tensile tests and three-point flexural tests were conducted using a testing machine (SIMADZU Model AG-250kNE), following JIS K7161 and JIS K7171, respectively. Tensile tests were performed at a strain rate of 1mm/min and a gauge length of 50 mm. Flexural tests were performed at a crosshead speed of 1 mm/min and a span length of 48 mm. Five specimens were prepared and analyzed. A 95% confidence interval was calculated by statistical analysis.
3. Results and Discussions
3.1. Fabrication of Press Molded Products
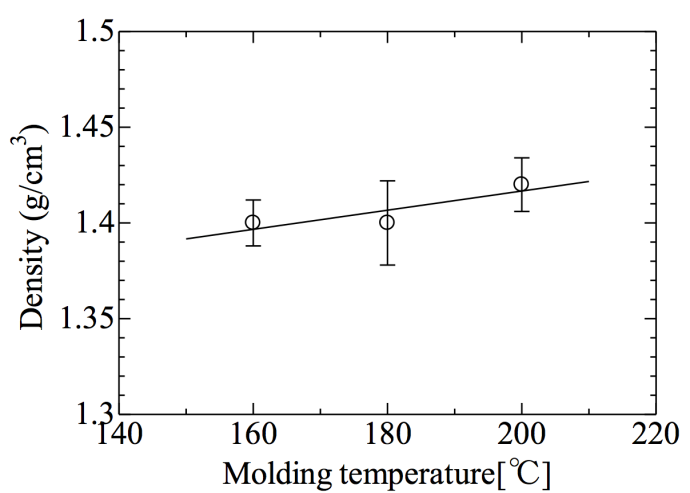
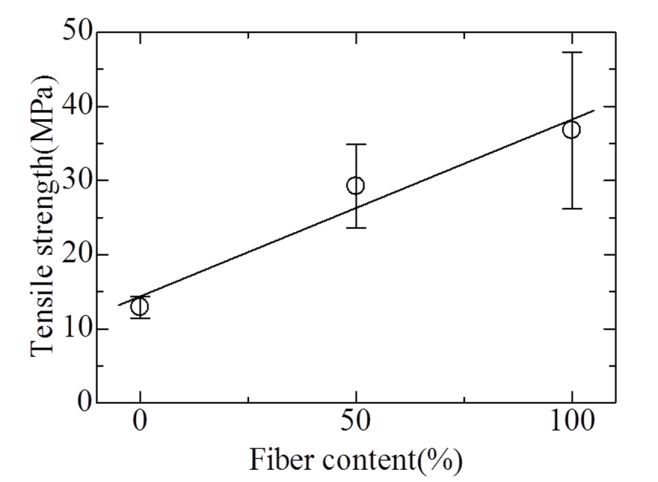
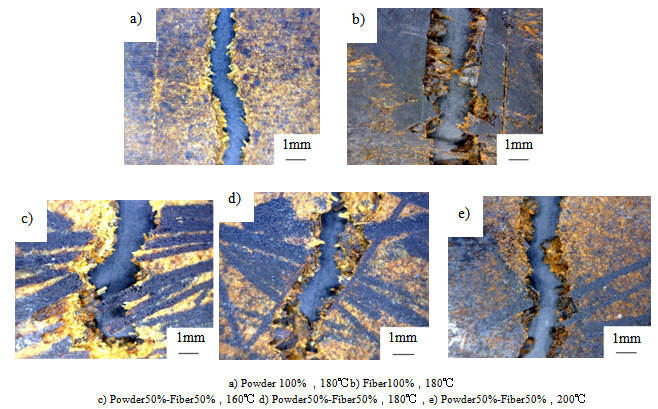
- Photographs of the surfaces of the different specimens observed using bright field microscopy are shown in Fig. 3 with specimens 100% of powder and 100% of fiber molded at 180℃ shown in Figs. 3 a )and b), respectively. A color of powder is yellow after mold. The color of the fiber only specimen is darkness. Color of bamboo fiber changed by steam explosion as shown in fig.2. Photographs of the fabricated press molded products using bamboo fiber and powder are shown in Fig. 3, with specimens molded at 160, 180 and 200℃ shown in Figs. 3 c), d) and e), respectively. As seen in these photographs, the color of the specimen molded at 160℃ is pale yellow; however, the color of specimen darkened with rising molding temperature. The surface of specimen exhibits a strong brown at 200℃. These results suggest that specimens browned on account of carbonization between 180 and 200℃.As shown in these figures, at 160℃, the fiber bundle and the parenchyma cell are clearly divided. On the other hand, it becomes increasingly difficult to distinguish the interface between the fiber bundle and the parenchyma cell with rising molding temperature. At 200℃, all aspects become almost a uniform brown, making the interface between the fiber bundle and the parenchyma cell indistinguishable.The relationship between the density of the specimens molded at 180℃ and fiber content is shown in fig.4. From this figure, density of specimen is increased with increasing fiber content. It is thought that it is because density of a fiber is higher than it of powder mixed parenchyma and fiber. The densities of products molded at 0 and 100% of fibers are 1.39 and 1.42 g/cm3, respectively.The relationship between the density of the composites of 50% fibers and molding temperature is shown in Fig 5, and indicates that the density of specimens increased with rising molding temperature. Recall from Fig. 3, that the interface between fiber and parenchyma cell becomes increasingly difficult to observe with rising molding temperature. It is considered that as a result of the increased bonding between fiber and parenchyma cell with rising molding temperature, the density of the molded products increased. The densities of products molded at 160 and 240℃ are 1.40 and 1.42 g/cm3, respectively.
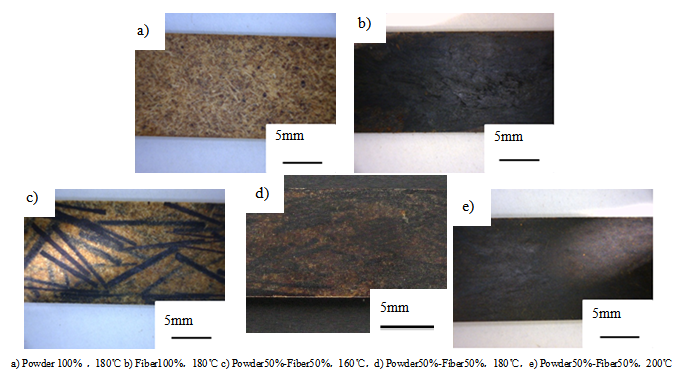 | Figure 3. Photographs of fabricated bamboo fiber/powder composite materials |
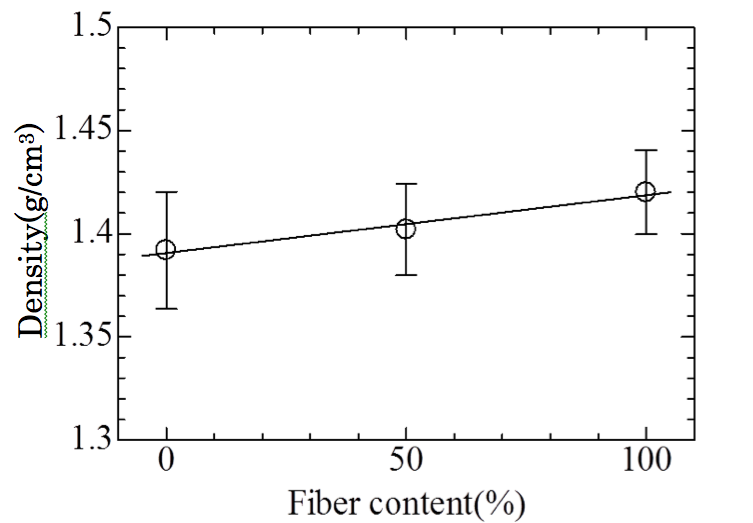 | Figure 4. Relationship between density and fiber content |
 | Figure 5. Relationship between density and molding temperature |
3.2. Tensile Strength of Bamboo Fiber/Powder Composites
 | Figure 6. Relationship between tensile strength and molding temperature |
 | Figure 7. Relationship between tensile strength and molding temperature |
 | Figure 8. Photographs of fracture behavior after tensile test of bamboo fiber/powder composite materials |
3.3. Flexural Strength of Bamboo Fiber/Powder Composites
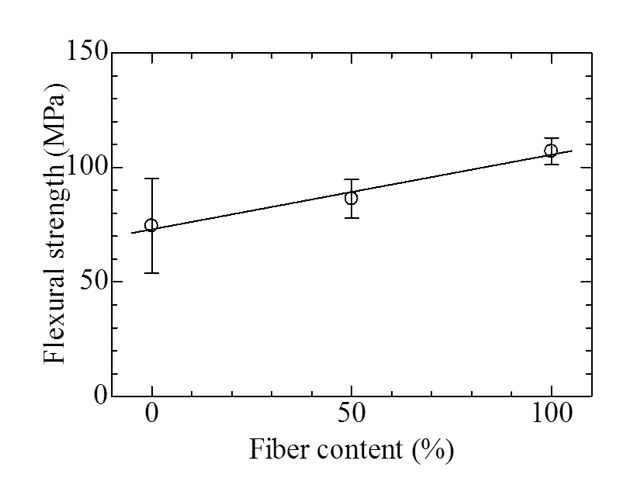
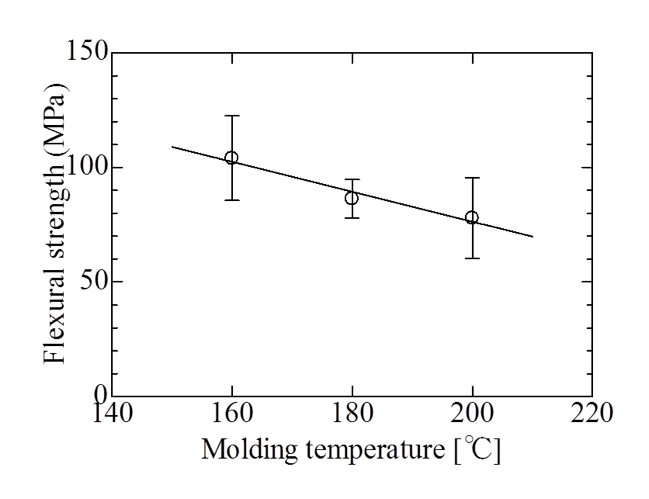
- Figure 9 shows the relationship between flexural strength and fiber content. From this figure, it can be seen that flexural strengths increase linearly with increasing fiber content. The flexural strengths were 107.2 MPa, in the samples with a fiber fraction of 100%. Figure 10 shows the relationship between fluxural strength of 50% fibers and molding temperature. From this figure, strength decreased with increasing molding temperarure as same as tensile strength. The strength of the mold product decreased because strength of fiber in itself decreased as same as tensile strength.
 | Figure 9. Relationship between flexural strength and molding temperature |
3.4. Comparison with General Plastics
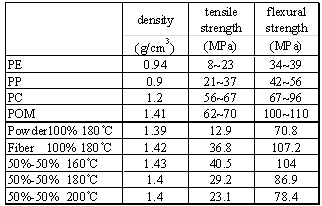
- Table 2 shows mechanical properties of general plastic materials. The density of bamboo composite indicated same as polyacetal. The tensile strength of common plastic materials, polypropylene is 21〜37 MPa. Measurements of the press molded product of fiber 100% molded at 180℃ and composite of 50% fibers molded at 160℃ indicated a tensile strength nearly identical to that of polyethylene. The flexural strengths of polyacetal are 100〜110 MPa. The flexural strength of the press molded product using bamboo fiber of 100% molded at 180℃ and composites of 50% of fibers approached that of polyacetal. Based on these results, it is consider possible that bamboo fiber / powder composites could substitute effectively for conventional plastic products.
 | Figure 10. Relationship between flexural strength and molding temperature |
|
4. Conclusions
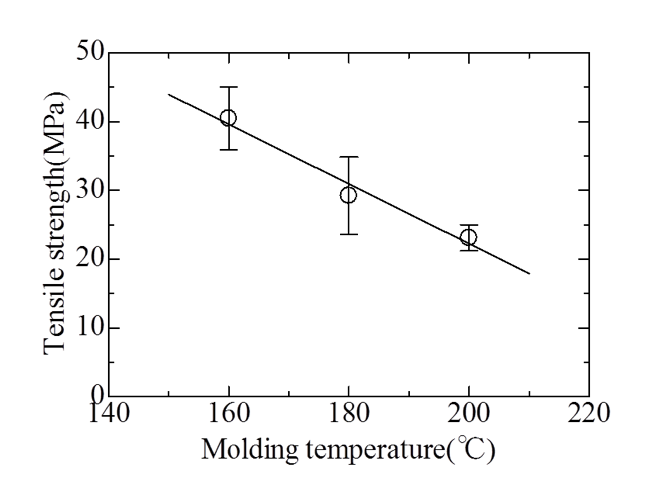
- In this research, press-molded specimens consisting of bamboo fiber /bamboo powder compostoes was fabricated and examined for their tensile and flexural strengths. Obtained results are summarized as follows:1. The density of the press-molded product increased with rising molding temperature and fiber content. Density of composites indicated 1.39〜1.42 g/cm3.2. Tensile and flexural strengths increase linearly with increasing fiber content. In the case of 100% of fibers, the tensile and flexural strengths were 36.8 MPa and 107.2MPa, respectively. 3. Tensile and flexural strength of composites decrease linearly with increasing molding temperature. In the case of molded at 160℃, the tensile and flexural strengths were 40.5 MPa and 104MPa, respectively.4. The tensile strength was equivalent to polypropylene and the flexural strength was equivalent to general-purpose engineering plastics such as polyacetal.