-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2013; 3(3): 56-60
doi:10.5923/j.cmaterials.20130303.03
Evaluation of the Mechanical Properties of Particleboards Manufactured with Waste of Pinuselliottii Tree Pruning
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLSabrina Fernanda Sartório Poleto1, Luciano Donizeti Varanda1, Maria Fátima do Nascimento1, André Luis Christoforo2, Francisco Antonio Rocco Lahr1
1Department ofStructural Engineering, Engineering School of São Carlos (EESC/USP), São Carlos, 13566-590, Brazil
2Department of Mechanical Engineering, Federal University of São João del-Rei (UFSJ), São João del-Rei, 36307-352, Brazil
Correspondence to: André Luis Christoforo, Department of Mechanical Engineering, Federal University of São João del-Rei (UFSJ), São João del-Rei, 36307-352, Brazil.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
This work aimed to evaluate the bending strength (MOR) and the bending modulus of elasticity (MOE) of particle boards manufactured with Pinuselliottiiand Eucalyptusgrandis species and the addition of waste of Pinuselliottii tree pruning, using a bicomponent polyurethane resin-based castor oil as an adhesive. We prepared nine different experimental conditions, six of the composition of particles of wood (Pinusand Eucalyptus) with pruning residue(30%, 50% and 70% waste) and other three made with 100% of each one of the three types of particle used, evaluated by the analysis of variance (ANOVA). The panels were prepared by adding 12% of polyurethane resin on the mass particle with a moisture content of 11%, using compaction pressure of 4.5 MPa and hot pressing of 90oC. The results showed that the inclusion of pruning residues reduced significantly the strength and stiffness properties of the panels when compared with the materials manufacture dintegrally with Pinusor Eucalyptus particles. The MOR of the materials in all conditions test ed was less than the 18 MPa, limit value set by the Brazilian standard, shown to be necessary to adjust the parameters process used for the achievement of the regulatory requirements.
Keywords: Particleboards, Polyurethane Resin-based Castor, Waste Tree Pruning
Cite this paper: Sabrina Fernanda Sartório Poleto, Luciano Donizeti Varanda, Maria Fátima do Nascimento, André Luis Christoforo, Francisco Antonio Rocco Lahr, Evaluation of the Mechanical Properties of Particleboards Manufactured with Waste of Pinuselliottii Tree Pruning, International Journal of Composite Materials, Vol. 3 No. 3, 2013, pp. 56-60. doi: 10.5923/j.cmaterials.20130303.03.
Article Outline
1. Introduction
- Several researches have been developed in the preparation of particleboards, aiming to verify the feasibility of preparing materials upon certain factors and experimental levels stipulated, and the adhesives of urea-formaldehyde used the most[1].Widsten et al.[2] studied the influence of high temperature shredding in the physical and mechanical properties of MDF made with hardwood fibers. The authors concluded that the fibers showed better reactivity during bonding by shredding at high temperature, providing progressive breakdown of the lignin polymer contained in the fibers, facilitating the accession process and generally improving the physical and mechanical properties of the panels.Nemli et al.[3] evaluated the emission of formaldehyde, bending modulus, bending strength, adhesion, thickness swelling and internal adhesion in panels manufactured with mimosa wood particles and with the addition of bark residues. The panels prepared with the inclusion of the residues of bark investigated reduced the mechanical properties when compared to panels manufactured without waste, significantly reducing the emission of formaldehyde and thickness swelling in the manufactured material.Jun Li et al.[4] evaluated the feasibility of using two exotic species of wood larch (Larixgmelinii and Larix sibirica) as raw material for the manufacture of panels, the variables investigated were bending modulus of elasticity (MOE), modulus of rupture (MOR) and internal adhesion (AI). The results obtained for the three variables indicate the possible use of both species of wood in the manufacture of the panels.AkgülaandÇamlibelb[5] evaluated the strength and stiffness of particleboards made from Rhododendron wood, foundin abundance in the Black Sea region(Turkey), and 14% of moisture content and adhesive based on urea formaldehyde. The results indicate the use of Rhododendron wood to produce the panels of medium density.Tibor et al.[6] evaluated the properties MOE, MOR and internal adhesion (AI) in wood panel of conifer class, originating from the town of Mohács-UNGARY, not getting satisfactory results only for internal adhesion, justified by the manual mixing of adhesive and urea-formaldehyde wood particles, and other results can be achieved by using mechanical mixers.Saffian et al.[7] studied the feasibility of production of medium density panels in RRIM 2020 rubber tree clones with four years of age, were evaluated the modulus of elasticity (MOE) and rupture (MOR). The results indicated that it is possible to manufacture the panels with clones of the rubber used.One aspectto consider because of the industrialization of particle boards is to us eproducts that pollute the environment, mainly through the emission of gases. Accordingly it is necessary to develop new products, such as the proposed study by Bradietal.[8], having considered the influence of mixing vegetable oil into the polyure than ematrix of fiberboard. The analysis shows that it is possible to use mixtures of vegetable oil in the polyure than ematrixratio35:65(by weight)for making panels of wood fibers.Joseph andBeraldo[9] evaluated the performance of physical and mechanical particle boards with bamboo and polyurethane resin-based castor. The results demonstrated thep otential of engineered materials for industrial use.Dias et al.[10] evaluated the mechanical properties of plywoodpanels made of polyure thane resin-based castor. The results obtained for the MOE not reached the minimum value of 18Mpais substantiated by thepoor distribution of adhesive during the panel forming process.Fiorellietal.[11] developed particle boards bonded with bag asse and polyurethane resin-based castor, investigating the properties: density, swelling, absorption and modulus of elasticity and bending strength. The results indicated the materialas being manufactured from high density,suitable for industrial use, demonstrating the efficiency of the polyurethane resin castor oil based.Paes et al.[12] evaluated the effect of the combination of pressure (2.0; 3.0; 3.5MPa) and temperature (50; 60; 90oC) in panels with particulate of Pinus elliottiiwood waste and polyurethane resin-based castor in response variables: density, swelling and water absorption (0–2h, 2–24h, and 0–24h) and elastic modulus of rupture, screw pull-out and internal adhesion, concluding that combinations: 3.0MPa and 90ºC and 3.5MPa and 60°C showed the best results, proving to be the hot pressing temperature as the most significant variable quality (finish) of the panels prepared.Sartori et al.[13] evaluated the mechanical performance of wood panels and reforestation panels particleScrushed can esugar with polyurethane resin-based castoras an alternative to the system of lateral closing the trunk collective management center for beef cattle. The physical and mechanical properties obtained have proved the efficiency of the structural model proposed for use in management center.According to the Brazilian Association of the Industry of Wood Panels[14], Brazil is one of the most advanced countries in the world in the manufacture of particle boards, medium density, with the largest number of factories of last generation, whose annual production amounts currently 612000m3, accounting for worldwide production a very low percentage considering the timber potential of the country and the technology installed.Considering the aspects of the potential production of particle boards from Braziland the need for studies that enable the use of new adhesives as well as the use of tree pruning waste, material unexplored in research involving particle boards, this study aimed to develop and evaluate mechanical properties of materials made from waste tree pruning, allowing to evaluate the potential of compounds developed.
2. Materials and Methods
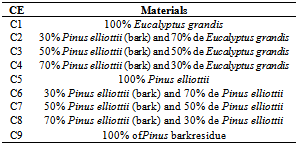
- For this work, we used pruning of trees(bark) of Pinuselliottii and wood particles of Eucalyptusgrandis and Pinuselliottii species, being prepared and investigated nine experimental conditions(EC), presented in Table 1.
|
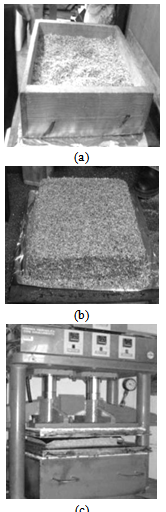 | Figure 1. Forming mattress (a), Mattress particles (b) and hydraulic press (c) |
3. Results and Discussions
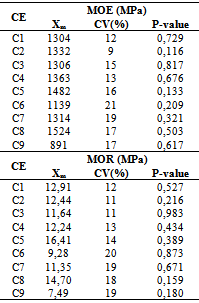
- Table 2 shows the mean value (Xm), coefficient of variation(CV) and P-value of Anderson-Darling normality test referring to the 35 specimens investigated by experimental condition.
|
|
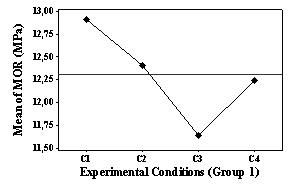 | Figure 2. Main effects plot of the experimental condition (Group 1) on MOR |
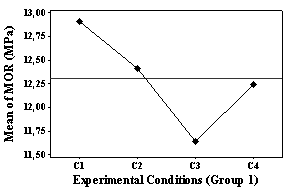 | Figure 3. Main effects plot of the experimental condition (Group 1) on MOR |
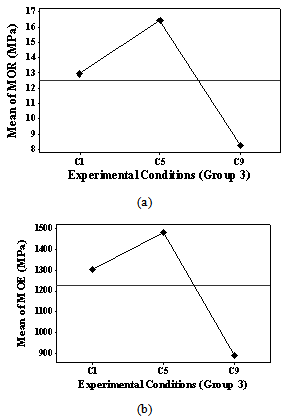 | Figure 4. Main effects plot of the experimental conditions (Group 3) on MOR (a) and MOE (b) |
4. Conclusions
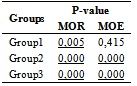
- The inclusion of waste particle spruning of Pinuselliottii speciesin materials made from wood particles of Pinuselliottii and Eucalyptusgrandis species conferred significant reductions in both mechanical properties investigated, except for MOE materials manufactured from particles of Eucalyptus(Group1).The results of bending strength in all experimental conditions investigated were below the limit of 18 MPa stipulated by Brazilian ABNTNBR14810[16] standard, the highest value being obtained from the composition with 100% of particles of Pinuselliottii species.In future work will be necessary to adjust the process parameters used here as the inclusion of other factors such as the treatment of the particles, so that the regulatory requirements are met and allow for proposing the use of panelsthus produced.
ACKNOWLEDGEMENTS
- To FAPESP (Fundação de Amparo à Pesquisa do Estado de São Paulo), for the scholarship granted to the first author.