Sérgio Augusto Mello Da Silva1, André Luis Christoforo2, Raquel Gonçalves3, Francisco Antonio Rocco Lahr4
1Department of Civil Engineering, State University “Júlio Mesquita Filho” (UNESP), Ilha Solteira, 15.385-000, Brazil
2Department of Mechanical Engineering, Federal University of São João del Rei (UFSJ), São João del-Rei, 36.307-352, Brazil
3Department of Rural Buildings, Agricultural Engineering College, State University of Campinas (UNICAMP), 13083-875, Brazil
4Department of Structural Engineering, University of São Paulo (EESC/USP), São Carlos, 13.566-590, Brazil
Correspondence to: André Luis Christoforo, Department of Mechanical Engineering, Federal University of São João del Rei (UFSJ), São João del-Rei, 36.307-352, Brazil.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
Abstract
The Objective of this work was to evaluate the mechanical properties: modulus of rupture (MOR), tensile strength in perpendicular direction (TP) and tensile strength in surface direction (TS) of Medium Density Fiberboards (MDF) manufactured with polyurethane resin prepared with castor oil (PU Castor Oil) and fibers of Pinuselliottiiwood. To the essay characterization was used the European Standard EMB/IS-2:1995, and was prepared fiberboards with 500×500 mm and two thickness (8mm and 15 mm), one proportion of resin (6%), hot pressing (50 bar and 160°C), nominal density of 0,75 g/cm3 and fiber with 12% of moisture content. The results of the mechanical properties obtained shows that the Medium Density Fiberboards can be manufactured with 6% of the PU Castor Oil.
Keywords:
Medium Density Fiberboard, Mechanical Properties, Polyurethane Resin Derived From Castor Oil
Cite this paper: Sérgio Augusto Mello Da Silva, André Luis Christoforo, Raquel Gonçalves, Francisco Antonio Rocco Lahr, Strength Properties of Medium Density Fiberboards (MDF) Manufactured with Pinus Elliottii Wood and Polyurethane Resin Derived from Castor Oil, International Journal of Composite Materials, Vol. 3 No. 1, 2013, pp. 7-14. doi: 10.5923/j.cmaterials.20130301.02.
1. Introduction
According to the Brazilian Association of Wood Industry of Panels – ABIPA[1], Brazil is one of the most advanced countries in the world in the production of particleboard (PB) and Medium Density Fiberboard (MDF), having industrial factories with the latest generation with annual production estimated at 1.8 million cubic meters.In the literature on production of wood panels there are several studies to improve the quality of these products with respect to moisture resistance, mechanical strength, dimensional stability and fitting and fixing, ease of machining to produce artifacts turned and details below and embossed, surface finishes with paint, varnish and lacquer.An important aspect to be considered is the need for the identification and characterization of novel binders (resins, adhesives), which provide best quality to the products and to minimize problems caused by the emission of toxic gases from the use of phenolic resins.Rozman et al.[2] evaluated the use ofmelamine-anhydride-modified (PP); polimetilenofenil (PMPPIC) and 3-trimethoxysilyl-polymethacrylate (TPM) combined with EFB type of vegetable fibers and glass fibers. The tests performed showed the best results of static bending strength in specimens with PP and TPM.Gouveia et al.[3] evaluated the density, bending strength, the internal adhesion and pullout strength of screws of OSB produced with fibers of Pinus and Eucalyptus wood and three levels of phenol-formaldehyde resin (4, 6 and 8%). The assays were performed according to ASTM D 1037-91 and the best results were obtained with 6 and 8% resin in panels with 50% of fibers of each species.Comparative analyses conducted by Maciel et al.[4] between agglomerated particleboards of Pinus wood with 25 and 50% polystyrene (PS) and polyethylene terephthalate (PET) and commercial panels with phenolic resins and urea resins, it was observed that the panels with PS and PET had higher values for modulus of elasticity, bending strength, perpendicular strength and pullout strength of screws. Panels with Urea resins without toluene were those with the smallest screw pullout strength, and panels with phenolic resin not observed any increase in strength. It is noteworthy that the values of PS and PET were all above the minimum required by ANSI/A 208.1-1993.O'Donel et al.[5] studied the influence of vacuum permeate and the infusion of epoxy resins based acrylic soybean oil (AESO) in flax fibers, cellulose pulp to recycled paper and fiberglass in the manufacture of panels. In the panels with flax fiber and moisture content ranging between 10 and 50% was observed an increase in the bending strength from 1.5 to 6 GPa and 17 GPa to the panels with fiberglass; panels with cellulosic pulp fibers was five times higher than the values of panels with conventional resins.Rozman et al.[6] evaluated the use of vegetable oil in EFB matrix-type polyurethane (PU) with isocyanates (MDI, HMDI, TDI and PEG) in the manufacture of panels with vegetable fibers of fruit stalk (EFB). Among the isocyanates the best results were obtained with HMDI.Campos and Lahr[7] studied the strength properties of MDF panels with Pinus and Eucalyptus fibers with 8, 10 and 12% urea formaldehyde, polyurethane bi-component derived from castor oil and inorganic resin, found that the best internal adhesion (0.91 and 0.89 MPa) and bending strength (29.4 MPa and 28) were obtained in the panels made with Pinus and Eucalyptus fibers with 12% polyurethane adhesive.Brady et al.[8] studied the influence of a mixture of vegetable oil (EFB), matrix polyurethane (PU) in proportions (by weight) of 25:75, 30:70 and 35:65 to verify the mechanical strength of wood fiber panels. The 35:65 ratio gave the best values of bending strength, and also observed that this ratio provided better coating the fibers and consequently greater compliance.Silva[9] studied the characterization of the composite fiber long and short sisal and coconut with PU resin derived from castor oil, found in general that the tensile, bending strength, impact, fracture toughness and water absorption were lower in composites made from coconut fibers. The best results were obtained for composites with long fibers of sisal in tensile strength and fracture toughness. The composites made with short fibers coconut exhibited a percentage of water absorption equal to 17%.Silva and Lahr[10] evaluated the production of particleboard with homogeneous particles of wood from the Amazon (Erisma uncinatum, Nectranda lanceolata, Erisma sp). The boards were made with nominal thickness of 10 mm, nominal density of 0.75 g/cm3, using 10% bicomponent polyurethane resin derived from castor oil and particles having lengths of from 0.02 mm to 6 mm, under conditions of hot pressing at a temperature of 90oC, 40 MPa and a time of 10 min. In the assessments performed according to ABNT NBR14810 standard, panels of wood particles Nectranda lanceolata showed higher strength values, which are above the limit set by the normative standard.Dias et al.[11] evaluated the mechanical properties of plywood panels made of polyurethane resin-based on castor oil. The results obtained for the bending modulus of elasticity not reached the minimum value of 18 MPa, is substantiated by the poor distribution of adhesive during the panel forming process.Fiorelli et al.[12] developed particle boards bonded with bagasse and polyurethane resin derived from castor oil investigating the response variables: density, swelling, absorption and bending modulus and bending strength. The results indicated the material as being manufactured from high density, suitable for industrial use, demonstrating the efficiency of the polyurethane resin-based adhesive such as castor oil.Paes et al.[13] evaluated the effect of the combination of pressure (2.0, 3.0, 3.5 MPa) and temperature (50, 60, 90oC) in panels of wood waste particles with Pinus elliottii and polyurethane resin derived from castor oil in response variables: density, swelling and water absorption (0-2h, 2-24h; 0-24h) and bending strength, screw pullout and internal adhesion, concluding that combinations: 3.0 MPa and 90°C and 3.5 MPa and 60°C showed the best results, proving to be the pressing temperature as the most significant variable quality (finish) in the prepared panels.Sartori et al.[14] evaluated the mechanical performance of wood panels and reforestation particles boards made with sugar cane bagasse and bicomponent polyurethane resin derived from castor oil as an alternative to the system of lateral closing of the trunk collective management center for beef cattle. The physical and mechanical properties obtained have proved the efficiency of the structural model proposed for use in management center.Considering the positive aspects of the current production of particle boards in Brazil and the need for studies that enable the use of new adhesives, this study aims to evaluate, with the support of the European normative standard EMB/IS-2[15], the mechanical properties: modulus of rupture (MOR), tensile strength in perpendicular direction (TP) and tensile strength in surface directions (TS) in the panels made from fibers of Pinus elliottii wood and monocomponent polyurethane resin derived from castor oil (PU -Castor).
2. Materials and Methods
The studies for preparation and evaluation of MDF panels were performed at the Laboratory of Quality Control and Product Development of DURATEX Industry according to the experimental procedures proposed by EMB/IS-2[15] standard and according to the experimental design shown in Table 1.Table 1. Experimental design
 |
| |
|
The panels were prepared with fibers of Pinus elliottii wood, obtained by thermo-mechanical shredding, according to the following steps:First step: Setting the fiber mass, of nominal density and addition of 12% water (dry weight basis) using hand sprayer. The addition of water was performed using a balance with infrared heating system for controlling the moisture content of the fibers.Second step: Addition of PU-adhesive Castor to the fibers (6% dry weight basis) and fiber mat formation.The addition and mixing of adhesive fibers were made using a mix fiber and resin (Figure 1), equipped with a central axis in the longitudinal direction with mixing blades in the radial direction and pneumatic guns for distribution of adhesive to the fibers. Then the fibers were deposited with adhesive forming the mattress to define the volume of fibers (Figure 2). | Figure 1. Cylinder to mix fiber and resin |
 | Figure 2. Pattern to board formation |
Third Step: Pre-cold pressing of the mattress and pressing fibers with controlled temperature and pressure for the production of MDF panels.The mattress of fibers prepared above was subjected to cold pressing to the equipment of Figure 3, in order to adapt its dimensions to press with pressure and temperature control working (Figure 4). This has the press panels (upper and lower instead of inferred) provided with resistances which are heated and transfers instead of transfers heat to the mat of fibers. The heat reacts with the PU-Castor resin providing immediate cure. | Figure 3. Machine for pre-press the board |
 | Figure 4. Machine to press the board with control of pressure and temperature |
Fourth Step: Manufacture of the specimens.Were made three panels with dimensions 500× 500× 8mm and three other with dimensions of 500×500×15mm, resulting in 6 panels. These panels remained for approximately 72 hours to achieve thermal equilibrium.Were obtained six specimens of dimensions 500×50×(8 and 15) mm of each panel produced to determine the modulus of rupture (MOR). To determine the perpendicular tensile strength (TP) and surface tensile strength (TS), were prepared specimens with dimensions of 50×50×(8 and 15) mm, twelve specimens of each panel to TP and five specimens for TS.Fifth Step: Essays on characterization of the panels.The results (Table 2) of the strength tests were compared with the minimum values of the properties proposed by EMB/IS-2[15] standard.Table 2. Properties of the MDF, Standards, minimum values proposed by EuroMDFBoard/1995 and average values obtained from tests
 |
| |
|
The equipment tests to characterize the MDF are illustrated in Figures 5, 6 and 7. | Figure 5. Static bending test |
 | Figure 6. Perpendicular tensile test |
 | Figure 7. Superficial tensile test |
Sixth Step: To prove the significance of the test results, statistical analysis were performed with the "General Linear Model" proposed by Tukey, using the software Minitab ® 13. The analysis allowed the generation of graphs in which it is possible to evaluate if the test results satisfy the experimental model, namely if there random distribution of variance and normality of the data.
3. Results and Discussions
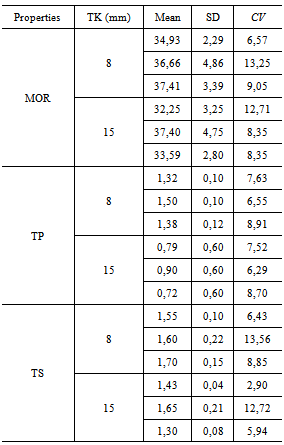
Table 3 shows the mean of the MOR, TP and TS and their respective standard deviations (SD) and coefficients of variation (CV) as a function of the thickness (TK) of the panels.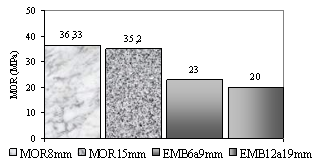 | Figure 8. Average values of MOR |
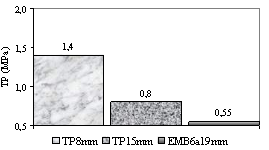 | Figure 9. Average values of TP |
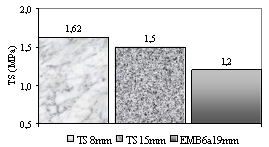 | Figure 10. Average values of TS |
Table 3. Average properties of strength and stiffnes
 |
| |
|
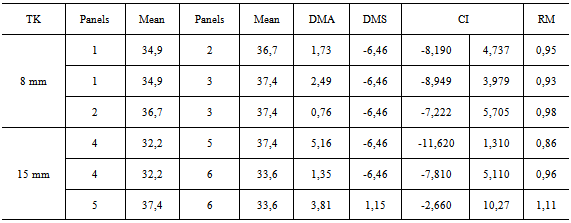
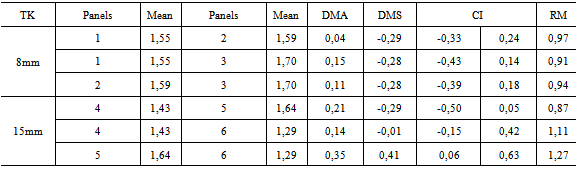
Figures 8, 9 and 10 illustrate graphs of the strength properties obtained with the characterization tests of MDF panels with 8 and 15 mm thickness, compared with the minimum strength value proposed by EMB/IS-2[15] standard.As shown in Figures 8, 9 and 10, in all cases, considering the two thicknesses measured values obtained with the assays for the characterization of MDF were higher than the minimum values proposed by EMB/IS-2[15] standard.Regarding the density, average values were determined equal to 0.75 and 0.80 g/cm3 respectively, within the range recommended by EMB/IS-2[15] standard, as presented previously in Table 2.To verify the efficiency of the manufacture process and the homogeneity of the panels, statistical analyses were performed in the values of the MOR, TP and TS. The verification of the significance of these values was performed considering the simultaneous analysis of two thicknesses, 8 and 15 mm. Then relations were established between residues with calculated values and the scores of normal strength values determined for the MOR, TP and TS.Figure 11 shows the verification of the random distribution of variance values of MOR, which shows the relation of the residual with the estimated values, it is possible to verify that there was random distribution of variance with two events highlighted, showing high values of residues. These events correspond to specimens with 8 and 15mm of thickness obtained by the edge regions of MDF, which showed MOR with values equal to 29.89 MPa and 28.14 MPa, above the minimal values (23 and 20 MPa) proposed by EMB/IS-2: 1995 standard. Figure 12 shows the verification of the hypothesis of normality between the values of MOR, that although the events highlighted with high amounts of residual, it is observed that the events are linearly distributed with a determination coefficient (R2) equal to 0.9286.In checking the homogeneity of the MDF by comparing the MOR, Table 4 shows the multiple analysis of variance which evaluated the averages of these values between the MDF with same thickness (TK), ie, 8 mm (1 and 2); (1 and 3); (2 and 3) and with 15 mm (4 and 5); (4 and 6), (5 and6), which verifies that the confidence intervals (CI) were determined with opposite signs values (- and +). These results, as the analysis model proposed indicate that panels are similar (equivalent) and are characterized by being identical repetitions.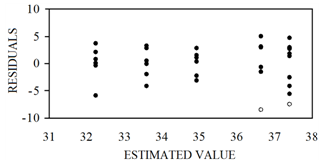 | Figure 11. Residual distribution – MOR |
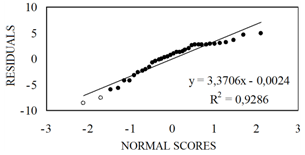 | Figure 12. Residual Plot – MOR |
Figure 13 shows the random distribution of variance values of TP, revealing that there were no events with high values of residual and are presented randomly. Figure 14 presents the hypothesis of normality between the values of TP, revealing that the events are distributed linearly, with determination coefficient equals to 0.9847.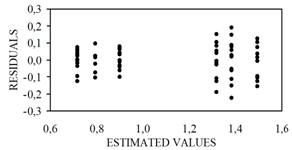 | Figure 13. Residual distribution – TP |
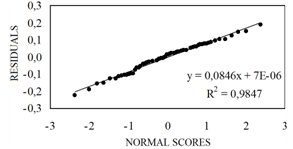 | Figure 14. Residual Plot – TP |
The verification of consistency between the MDF from the comparison of the values of TP can be observed in multiple analyses of variance shown in Table 5, where there is a comparison between MDF (1 and 3), (4 and 5) and (4 and 6) showed that ranges of values with different signs (+ and -), indicating that these panels are similar and allowing inferring that the process of manufacture of these panels was similar, however the MDF (1 and 2), (2 and 3) and (5 and 6) showed ranges of values with equal signs (+ and +) and (- e -), indicating that these panels are different, possibly due to process manual distribution of the fibers. However, it is noteworthy that there was no reduction in the average value of TP, which were higher than the minimum value (0.55 MPa) proposed by EMB/IS-2[15] standard.Table 4. Comparison of MOR average values using multiple variance analysis
 |
| |
|
Table 5. Comparison of average TP values using Multiple Variance analysis
 |
| |
|
In Figure 15 there is a random distribution of variance values of TS performed by using the relationship between residual and estimated values. In the graph are identified two events with high values of residues that correspond to the MDF with 8 and 15mm of thickness obtained in the region of the edges of the panels, with TS equal to 1.60 MPa and 1.43 MPa, which although having high residues are superior to minimum values (1.2 MPa) proposed by EMB/IS-2[15].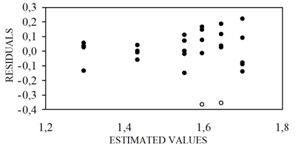 | Figure 15. Residual distribution – TS |
Figure 16 shows the hypothesis of normality values of TS by means of the ratio between residual and normal scores. This relationship determines a region on the graph with a straight events distributed with determination coefficient R2 = 0.9067. This graph also observe the events that showed high levels of residual.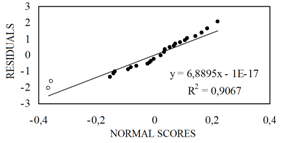 | Figure 16. Residual Plot – TS |
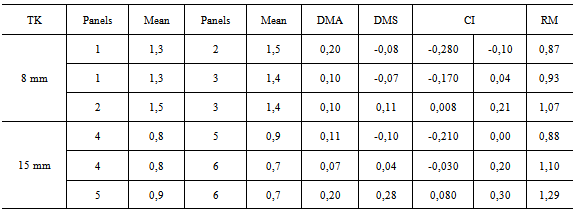
The verification of consistency between MDF from the values of TS can be seen in Table 6 (multiple ANOVA), where there is only a comparison between the MDF 5 and 6 presented value range with equal signs (+ and +), considering that the values of TS are determined above the minimum required value (1.2 MPa) by EMB/IS-2[15]. It is emphasized that the problems in the process of making the MDF did not influence the final TS.Table 6. Comparison of average of TS values using multiple variance analysis
 |
| |
|
4. Conclusions
According to the test results it can be concluded that the adhesive PU-Castor Oil in the ratio of 6% gave the MDF made with fiber of Pinus elliottii wood present mechanical properties compatible with the requirements of the standard EMB/IS-2: 1995 for both thicknesses.Statistical analyzes showed that the homogeneity problems arising from the procedures of making the MDF in the laboratory were not significant.
References
| [1] | Associação Brasileira das Indústrias de Painéis de Madeira (ABIPA) - Produtos e Tecnologias. “Sobre consumo mundial de aglomerado em 2004/2005”, www.abipa.org.br, São Paulo (SP). 2006. |
| [2] | Rozman, H. D.; Tay, G. S.; Kumar, R. N.; Abusamah, A.; Ismail, Z. A. M. “Polypropylene - oil palm empty fruit bunch - glass fiber hybrid composites: a preliminary study on the flexural and tensile properties”. Source: European Polymer Journal 37 (6), p. 1283 -1291. Publisher: Pergmon - Elsevier Science LTD, The Boulevard, Langford Lane, Kidlington, Oxford OX5 1GB, England. Jun., 2001. |
| [3] | Gouveia, F. N.; Vital, B. R.; Santana, M. A. E. “Avaliação de três tipos de estruturas de colchão e três níveis de resina fenólica na produção de chapa de partícula orientada - OSB”. Revista Árvore, v. 27, n. 3, p. 365 - 370. Viçosa - MG, 2003. |
| [4] | Maciel, A.S.; Vital, B.R.; Lucia, R.M.D.; Pimenta, A. S. “Painéis de partículas aglomeradas de madeira de Pinus elliiottii Engelm Poliestireno (PS) e Polietileno tereftalato (PET)”. Revista Árvore, v.28, n.2, p. 257 - 266. Viçosa - MG, 2004. |
| [5] | O’donnell, A.; Dweib, M.A.; Woll, R. P. “Natural fiber composites with plant oil-based resin”. Source: Composites Science and technology 64 (9): p. 1135 - 1145. Publisher: Elsevier SCI LDT, The Boulevard, Langford Lane, Kidlingtin, Oxford OX5 1GB, England. Jul.; 2004. |
| [6] | Rozman, H. D.; Ahmadhilmi, K. R. “Polyurethane (PU) - oil palm empty fruit bunch (EFB) composites: the effect of EFBG reinforcement in mat form and isosyanate treatment on the mechanical properties”. Source: Polymer Testing 23 (5): p. 559 - 565. Publisher: Elsevier Science LTD, The Boulevard, Langford Lane, Kidlington, Oxford OX5 1GB, England. Aug., 2004. |
| [7] | Campos, C. I.; Lahr, F. A. R. “Propriedades físico-mecânicas de MDF a partir de fibras de madeira de reflorestamento e adesivos alternativos”. Tese de doutorado apresentada no curso de pós-graduação Ciência e Engenharia de Materiais, Programa Interunidades, EESC/IFSC/IQSC - USP; p. 113; São Carlos – SP, 2005. |
| [8] | Bradi, K. H.; Amim, K.A.M.; Othman, Z.; Manaf, H.A.; Khalid, N. K. “Effect of filler-to-matrix blending ratio on the mechanical strength of palm-based”. Source: Polymer International 55 (2): p. 190 - 195. Publisher: John Wiley & Sons LDT, The Atrium, Southern Gate, Chichester PO19 8SQ, 2006. |
| [9] | Silva, R. V. Da; Spinelli, D. “Compósito de resina poliuretano derivada de óleo de mamona e fibras vegetais”. Tese de doutorado apresentada no curso de pós-graduação Ciência e Engenharia de Materiais, Programa Interunidades, EESC/IFSC/IQSC - USP. P. 157. São Carlos - SP. 2003. |
| [10] | Silva, S.; Rocco Lahr, F. A. “Chapas de partículas confeccionadas com resíduos de madeiras tropicais de baixa densidade”. Livro: Reciclagem de resíduos para a construção civil. Editora da Universidade FUMEC. Capítulo 14, p. 343-365. Belo Horizonte (MG), 2007. |
| [11] | Dias, F. M. “Aplicação de resina poliuretana à base de mamona na fabricação de painéis de madeira aglomerada”. Capítulo de Livro: LAHR, F. A. R. Produtos derivados da madeira. São Carlos: EESC/USP, p. 37-160, 2008. |
| [12] | Fiorelli, J.; Rocco Lahr, F. A.; Nascimento, M F.; Savastano Jr., H.; Rossignolo, J. A. “Painéis de partículas à base de bagaço de cana e resina de mamona – produção e propriedades”. Acta Scientiarum Technology, Maringá, v. 33, n. 4, p. 401-406, 2011. |
| [13] | Paes, J. B.; Nunes, S. T; Rocco Lahr, F. A.; Nascimento, M. F.; Lacerda, R. M. A. “Qualidade de chapas de partículas de pinus elliottii coladas com resina poliuretana sob diferentes combinações de pressão e temperatura”. Ciência Florestal, Santa Maria, v. 21, n. 3, p. 551-558, 2011. |
| [14] | Sartori, D. L.; Cravo, J. C. M.; Barrero, N. G.; Fiorelli, J.; Savastano Jr., H. “Painel em madeira de reflorestamento e chapas de partículas para instalações rurais”. Floresta e Ambiente, 19(2), p. 171-178, 2012. |
| [15] | EuroMDFboard. MDF - Medium density fiberboard definition. Test Methods and Requirements. “Industry Standard. Part I: Generalities and Part II: Requirements for General Purpose Boards”, EMB/IS – 1:1995. |
| [16] | European Committee for Standardization. European Standard EN 319 – Particleboard and Fiberboards – “Determination of modulus of elasticity in bending and of bending strength.” Bruxelas, 1993. |
| [17] | European Committee for Standardization. European Standard EN 319 – Particleboard and Fiberboard – “Determination of tensile strength perpendicular to the plane of the board”. Bruxelas, 1993. |
| [18] | European Committee for Standardization. European Standard EN 319 – Particleboard and Fiberboard – “Determination of swelling in thickness after immersion in water”. Bruxelas, 1993. |
| [19] | European Committee for Standardization. European Standard EN 319 – Particleboard and Fiberboard – “Determination of density”. Bruxelas, 1993. |
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTML