-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2012; 2(3): 37-43
doi: 10.5923/j.cmaterials.20120203.04
Electrical Resistivity and Mechanical Properties of Tungsten Carbide Reinforced Copper Alloy Composites
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-Text HTML
Full-Text HTMLB. M. Girish 1, Basawaraj 1, B. M. Satish 1, D. R. Somashekar 2
1R&D Center, Department of Mechanical Engineering, East Point College of Engineering and Technology, Bangalore-560095, Karnataka, India
2Department of Mechanical Engineering, Rungta College of Engineering and Technology,Nandanvan, Raipur-492019, Chattisgarh, India
Correspondence to: B. M. Girish , R&D Center, Department of Mechanical Engineering, East Point College of Engineering and Technology, Bangalore-560095, Karnataka, India.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
In the present study, the electrical, mechanical and physical properties of Cu-WC composites are presented. The composites of copper alloy containing 0–8 weight % WC were prepared using liquid metallurgy route by stirring molten alloy to obtain vortex using a steel stirrer coated with alumina and rotated at 500 rpm. The experimental results showed that the density of the composites increase with increased WC content and agrees with the values obtained through the rule of mixtures. The hardness and ultimate tensile strength of Cu–WC composites were found to increase with increased WC content in the matrix at the cost of ductility. Model analysis of composites was carried out for ultimate tensile strength and hardness and it was found that the approximate mechanics of materials prediction Paul model is consistent with experimental results. The theoretical results of electrical resistivity of composites calculated using P.G Klemens model were consistent with the experimental values.
Keywords: Electrical Resistivity, Mechanical Properties, Tungsten Carbide,Composites
Article Outline
1. Introduction
- Metal matrix composites (MMCs) are materials which consist of metal alloys reinforced with continuous fibers, whiskers or particulates. They are designed to combine the desirable attributes of metals and ceramics. Their properties are an intermediate between matrix alloy and ceramic reinforcement[1]. MMCs have many advantages which include high mechanical strength, toughness at elevated temperature, low density and higher stiffness in comparison with the matrix alloys. Furthermore, the ability to withstand higher tensile and compressive stresses by transferring and distributing the applied load from the ductile matrix to the reinforcement material, has enabled MMCs to compete for a wide range of industrial sector applications[1,3] suchasaerospace struts, antennae, automobile piston crowns, engine block, electrical superconductors, contacts, filaments, electrodes etc.Copper is widely used as a material for electrical contacts on account of its high electrical and thermal conductivities, low cost and ease of fabrication[2,]. There are generally two ways to improve the mechanical properties and wear resistance of copper; either by an age hardening mechanism or by incorporation of a hard second phase[4-8]. The age -hardenable alloys show lack of strength above 500℃ due to the structural instability associated with the coarsening of the precipitate phase[9,10]. On the other hand, it is more appropriate to incorporate hard phase particles such as carbides, oxides, nitrides, or borides into copper i.e. by developing copper base metal matrix composites. With proper adjustments of the constituent composition, these composites can match the thermal expansion coefficient of many ceramic substrates and can, therefore, be used as heat sinks[11]. Researchers are of the opinion that hardness and strength of the composite can be increased with increase in TiC Content and alloying elements in the matrix phase[12].The use of tungsten as a reinforcing phase for copper has been studied by several researchers[13-16]. Tungsten, being a refractory metal provides some degree of wear and arcing resistance when used with copper as an electrical contact material however, higher hardness and lower density of reinforcing phase can extend the areas of application for copper based MMC’s. Tungsten carbide (WC) in place of tungsten(W) has been used as the reinforcement for silver based composites for electrical contact applications[17]. There are number of merits in using WC as reinforcement in copper based composites. It has a lower density(15.63g/cc) as compared to tungsten(19.3g/cc) .WC retains its room temperature hardness up to 1400℃ and its wear resistance is better than the tool steel. WC does not undergo phase changes during heating and cooling and is stable indefinitely. These advantages were the driving force behind the development of Cu-WC composites.
2. Experimental Details
- The matrix material selected for the present study was copper alloy (Phosphor bronze) and was procured in the form of ingots. The chemical composition of copper alloy in weight % was: Sn-18%, Pb-0.25%, Fe-0.25%, P-1.0%, and Cu-remainder. The reinforcement material selected was tungsten carbide(WC) of size 25 micron. The fabrication of composites was carried out in liquid metallurgy route via stir casting technique, the details of which are available elsewhere[18,19]. Preheated WC powder of laboratory grade purity of particulate size 25µm was introduced into the vortex of the molten alloy after effective degassing. Mechanical stirring of the molten alloy was achieved by using alumina-coated steel impeller to obtain vortex in molten metal for homogeneous mixing of reinforcement in molten metal matrix. A speed of 500 rpm and a pouring temperature of 1089℃ were maintained. The molten composite was poured into the preheated moulds. The extent of incorporation of WC in the matrix alloy was varied from 0 to 8 wt% in the steps of 2. The composites in the form of round bars of 20 mm x 300 mm and Square bar of 20mmx300mm were obtained.The cast composites were machined to prepare the test specimens according to ASTM standards. The densities of the prepared samples were measured by Archimedes principle using the Mettler H54AR, suspension balance. The experimental density obtained is compared with theoretical density obtained by rule of mixtures.Microscopic analysis of the samples was done using an optical microscope NIKON – Japan, make, ECLIPSE 150 model. This high-resolution microscope with computer interface is equipped with high resolution Clemax CCD camera.Hardness test was conducted in accordance with ASTM-E384 standards. Hardness was measured with a Vickers Hardness tester at 300g and dwelling time was 15seconds. As many as three specimens were tested and indentation in each specimen was done at ten different spots. Hardness was measured using a Vickers hardness tester MH-5 Digital micro hardness tester which is fully computerised and automated.The tensile tests were conducted in accordance with ASTM E8-82 standards using the FIE Electronic Universal Testing Machine[UTES (SERVO)] having loading capacity of maximum 60 tons. As many as three specimens were tested for each percentage of WC and the average values are presented. The test specimens were subjected to homogeneous and uniaxial tensile stresses in a fully computerized universal testing machine.Electrical resistivity was found using Micro Ohm Meter of Motwane make (Model LR-2045). The Motwane LR 2045 is a 4 ½ digital micro ohm meter capable of measuring low resistance with 1 micro ohm resolution. It employs the proven 4 wire measurement technique. Cast composites were cut into the size of 300mm length and 3mm thickness using diamond saw and tested. As many as three samples of same wt. % WC were tested.
3. Results and Discussions
3.1. Microstructure Analysis
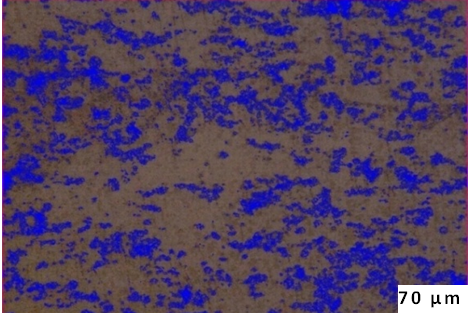
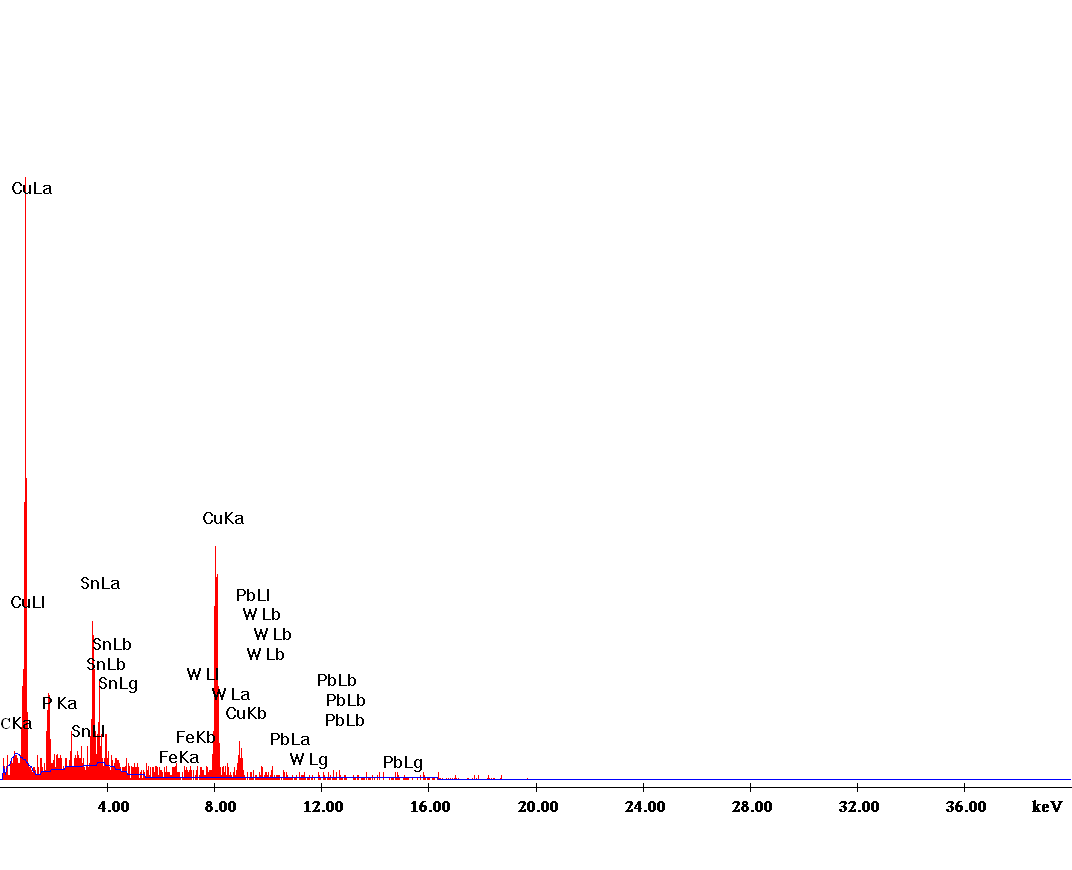
- Fig. 1 shows the optical micrographs of 8%WC reinforced Cu-WC composites. Micrographs reveal that there is a uniform distribution of WC particulates throughout the copper alloy. It is also observed that very less percentage of porosity exists. Further, it can be seen from the optical micrographs, that there is good dispersion of reinforcement in the matrix and the reinforcement particulates resulting in better load transfer from the matrix to reinforcement material. The presence of tin, tungsten carbide particles, phosphor, lead and iron in copper is confirmed by carrying out EDAX analysis which is presented in fig.2
 | Figure 1. Optical micrographs of 8%WC reinforced Cu-WC composites |
 | Figure 2. EDAX of 8% WC reinforced Cu-WC composites |
|
|
3.2. Density
- The experimental density values of the composites containing various reinforcement percentages are presented in fig.3. It can be seen that the experimental and theoretical density values are closer to each other for the respective composites. Also it was observed that the density of Cu-WC composites is higher than that of the base matrix. Further, the density increases with increased percentage of reinforcement content in the composites. This increase in density of the Cu-WC composites is mainly attributed to the higher density of WC than that of the Copper alloy (Phosphor bronze). The density of the Cu-WC composite increased by about 3.59% as the WC content increased from 0 to 8 wt% WC. The theoretical density of composite were obtained by ROM was given by,
 | (1) |
 ,
, and
and  are density of composite, matrix and particles.
are density of composite, matrix and particles.  and
and are the Volume fraction of particles and matrix respectively.
are the Volume fraction of particles and matrix respectively.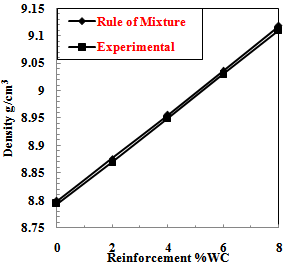 | Figure 3. Graph of density plotted against %WC |
3.3. Hardness
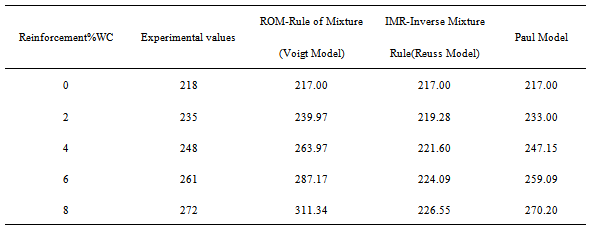
- Hardness was measured with a Vickers hardness tester. As many as three specimens were tested, with ten different spots identified for indentation in each specimen and the results are presented in Table 1. An increase in hardness by about 24.77%% can be observed as the tungsten carbide reinforcement content is increased from 0 to 8%WC.As is known, hardness measures the resistance of a material to indentation where in there will be a localized plastic deformation under standardized conditions. The increase in hardness is quite obvious and expected since tungsten carbide particles being hard dispersions contribute positively to the hardness of the composites. The increased hardness is attributed to the hard tungsten carbide particles which act as barriers to the movement of dislocations within the matrix. This dispersion-strengthening effect is expected to be retained even at evaluated temperatures and for extended periods of time because the particles are not reactive with the matrix phase.The theoretical values for hardness were obtained using the rule-of-mixtures model. The equal strain treatment described as a “Voigt model” (Eq.2) and the equal stress treatment described as a “Reuss model “(Eq.3) were also used to determine the values of hardness[20,21]
 | (2) |
 | (3) |
 | (4) |
 ,
, and
and  are the hardness number of composite, matrix and particles respectively, and
are the hardness number of composite, matrix and particles respectively, and  are the volume fraction of matrix and particles.Table 1 shows results of different model analysis values with experimental values of hardness for 0-8%WC, it was observed that obtained experimental values are very near with Paul model, when compared with other two models.
are the volume fraction of matrix and particles.Table 1 shows results of different model analysis values with experimental values of hardness for 0-8%WC, it was observed that obtained experimental values are very near with Paul model, when compared with other two models.3.4. Tensile Strength
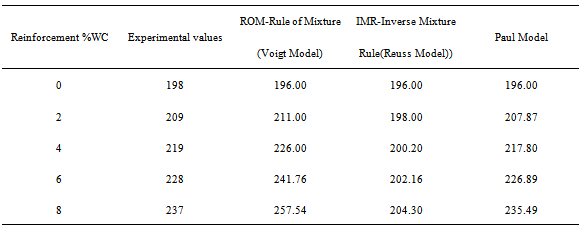
- The tensile test was conducted in accordance with ASTM E8-82 standards. It follows from the Table 2that the Cu-WC composites shows an increase in UTS by about 19.67%as the content of the tungsten carbide is increased from 0 to 8% by weight. The increase in UTS of the composite specimens is obviously due to the presence of hard tungsten carbide particles which impart adequate strength to the matrix there by increasing the resistance of the composite to the applied tensile stresses.The structure and properties of the reinforcements control the mechanical properties of the composites that are reasoned to the strong interface that transfers and distributes the load from the matrix to the reinforcement exhibiting increased elastic modulus and strength[23]. The strength of ceramic particulate reinforced copper-composites is found to increase by increased volume fraction of ceramic phase and by decreasing the size of the reinforcement in the composite[24].The theoretical values for ultimate tensile strength were obtained using the same models as used for hardness by replacing ultimate tensile strength in place of hardness[20-22].
 | (5) |
 | (6) |
 | (7) |
 and
and are ultimate tensile strength of composites, matrix and particles respectively.
are ultimate tensile strength of composites, matrix and particles respectively.  and
and are the volume fraction of matrix and particles.The ultimate tensile strength calculated using equations (5), (6) and (7) along with the experimental values are shown in Table 2. In comparison with the experimental values, the results of approximate mechanics of materials prediction Paul model was closer to the experimental results, which lies between Voigt and Ruess model.Fig.4 showing the variation of tensile strength (stress) and strain for different %WC.
are the volume fraction of matrix and particles.The ultimate tensile strength calculated using equations (5), (6) and (7) along with the experimental values are shown in Table 2. In comparison with the experimental values, the results of approximate mechanics of materials prediction Paul model was closer to the experimental results, which lies between Voigt and Ruess model.Fig.4 showing the variation of tensile strength (stress) and strain for different %WC.3.5. Ductility
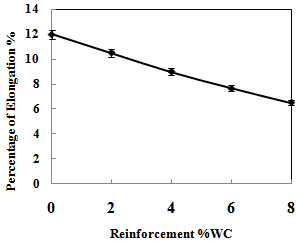 | Figure 5. Graph of ductility plotted against %WC |
3.6. Electrical Resistivity
- Table 3 shows the variation of electrical resistivity v/s reinforcement. As many as three samples of same weight %WC were tested. It was observed that the average electrical resistivity of the composites increase about 1.6%. This shows that the addition of non- conducting carbide particles in good conducting matrix phase does not severely affect the electrical resistivity. Therefore this result shows continuous surrounding of copper alloy around homogenously dispersed WC in the composites. Variation in electrical resistivity is effected by porosity in the composite, but in the present study the liquid metallurgy technique of casting using permanent molds was used which yields composites of nearly the same density as that of the theoretical density obtained by ROM and hence porosity in the composite was negligible.
|
 | (8) |
 ,
,  and
and  are electrical resistivity of composite, matrix and particles respectively.Vp is the volume fraction of particles.P.G Klemens model:
are electrical resistivity of composite, matrix and particles respectively.Vp is the volume fraction of particles.P.G Klemens model: | (9) |
 ,
,  and
and are electrical resistivity of composite, matrix and particles respectively.
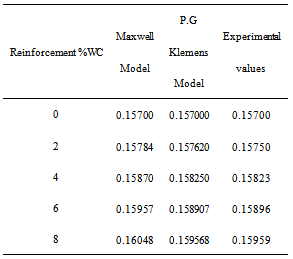
are electrical resistivity of composite, matrix and particles respectively.  is the volume fraction of particles.Xiu ZA, et al[29], who have worked on Si/Al composite for electronic packaging application have stated that straight and clean interfaces without any reaction products and dissolved particles are beneficial to the electrical conductivity. Such a clean interface was found in the present case too. Since matrix/reinforcement provides little contribution to the conductivity metal matrix composites, the value of resistance at interface can be considered infinite[27].The electrical resistivity calculated with equations (8) and (9) and the experimental values are shown in Table 3 for various values of %WC content. For the two models electrical resistivity was increased slightly as %WC content was increased. The electrical resistivity calculated with Maxwell model were not near with the experimental values, while P.G Klemens model values were quite agreeable with the experimental values.
is the volume fraction of particles.Xiu ZA, et al[29], who have worked on Si/Al composite for electronic packaging application have stated that straight and clean interfaces without any reaction products and dissolved particles are beneficial to the electrical conductivity. Such a clean interface was found in the present case too. Since matrix/reinforcement provides little contribution to the conductivity metal matrix composites, the value of resistance at interface can be considered infinite[27].The electrical resistivity calculated with equations (8) and (9) and the experimental values are shown in Table 3 for various values of %WC content. For the two models electrical resistivity was increased slightly as %WC content was increased. The electrical resistivity calculated with Maxwell model were not near with the experimental values, while P.G Klemens model values were quite agreeable with the experimental values.4.Conclusions
- The study shows that the addition of non- conducting carbide particles in good conducting matrix phase does not severely affect the electrical resistivity. It was observed that the average electrical resistivity of the composites increase about 1.6%. The UTS of the composites increased by about 19.67%as the content of the tungsten carbide was increased from 0 to 8% by weight. The increase in UTS of the composite specimens is obviously due to the presence of hard tungsten carbide particles which impart adequate strength to the matrix there by increasing the resistance of the composite to the applied tensile stresses. The density of the composites was found to be higher than the matrix which increased with the increase in content of the reinforcement. Similarly the hardness of the composites was found to increase with increased reinforcement content. The increase in hardness was by about 24.77%% the tungsten carbide reinforcement content is increased from 0 to 8%WC.The results obtained from the Paul model are in agreement with the experimental data both for hardness as well as ultimate tensile strength. The electrical resistivity results obtained from P.G Klemens model are in good agreement with the experimental results.