-
Paper Information
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
International Journal of Composite Materials
p-ISSN: 2166-479X e-ISSN: 2166-4919
2012; 2(2): 11-16
doi: 10.5923/j.cmaterials.20120202.03
Analysis of Spandex/Cotton Elastomeric Properties: Spinning and Applications
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-Text HTML
Full-Text HTMLKunal Singha
Department of Textile Technology, Panipat Institute of Engineering & Technology, Harayana, India
Correspondence to: Kunal Singha , Department of Textile Technology, Panipat Institute of Engineering & Technology, Harayana, India.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
The spandex or lycra (chemically polyuthrene) is become a very popular and emerges as the only choice for the case of the elastomeric behaviour and can be easily blended with different other fiber like cotton, wool, silk or also can be mixed with other manmade polymer like nylon, polyester etc. The elastomeric behaviour of this type of elastomeric properties comes due to the soft and hard segmental attachment inside the spandex fiber. The ratio of the soft and the hard segment is very important to determine the elastomeric or mechanical properties (elongation, relaxation) of the spandex fiber blend with natural material like cotton fiber (spandex/cotton blend).
Keywords: Spandex (Lycra), Polyuthrene, Elastomeric Properties, Ratio of Soft and Hard Segment, Elongation, Relaxation, Spandex/Cotton Blend
Article Outline
1. Introduction
- Spadex (Lycra, named by Dupont) better known as elastane fiber is better known as elastane (polyurethane or PU) is very frequently use in the women’s and men’s innerwear, outerwear, and active wear. DuPont scientist Joseph C. Shivers invented DuPont's spandex fiber in 1959 after a decade of research[1-3]. Always blended with other natural and man-made fibers such as cotton, wool, silk, and linen, spandex is lighter in weight than rubber thread. And unlike rubber thread, spandex does not break down with exposure to body oils, perspiration, lotions, or detergents. Spandex is frequently covered with another non elastic fiber for use in woven fabrics, knitted fabric (for example, Heslep), leather shoes lining (lycra), mattress and bed sheets. The blend of spandex with cotton yarn is being most popular choice among the textile and knitting industries and the elastomeric properties of spandex and cotton blend are very important to determine the end-used of the elastic product[4-5].
2. Raw Materials
- A variety of raw materials are used to produce stretchable spandex fibers. This includes pre-polymers which produce the backbone of the fiber, stabilizers which protect the integrity of the polymer, and colorants.Two types of pre-polymers are reacted to produce the spandex fiber polymer back-bone. One is a flexible macro glycol while the other is a stiff di-isocyanate (Figure 1). The macro-glycol can be polyester, polyether, polycarbonate, polycaprolactone or some combination of these. These are long chain polymers, which have hydroxyl groups (-OH) on both ends (Figure 1). The important feature of these molecules is that they are long and flexible[1, 6]. This part of the spandex fiber is responsible for its stretching characteristic. The other pre-polymer used to produce spandex is a polymeric di-isocyanate. This is a shorter chain polymer, which has an isocyanate (-NCO) group on both ends. The principal characteristic of this molecule is its rigidity. In the fiber, this molecule provides strength. Polyurethane, spandex is a long-chain synthetic polymeric fiber. Soft and rubbery segments of polyester or polyether polyols allow the fiber to stretch up to 600% and then recover to its original shape. Hard segments, usually urethanes or urethane-ureas, provide rigidity and so impart tensile strength and limit plastic flow[7].
 | Figure 1. Soft and hard segment in the spandex fiber |
3. Manufacturing Methods
- Spandex fibers are produced in four different ways such as melt extrusion, reaction spinning, solution dry spinning, and solution wet spinning. All of these methods include the initial step of reacting monomers to produce a pre-polymer. Once the pre-polymer is formed, it is reacted further in various ways and drawn out to make the fibers. The solution dry spinning method is used to produce over 94.5% of the world's spandex fibers[2].
3.1. Dry-spinning Process
- When the two types of pre-polymers are mixed together, they interact to form the spandex fibers. In this reaction, the hydroxyl groups (-OH) on the macroglycols react with the isocyanates. Each molecule gets added on to the end of another molecule, and a long chain polymer is formed. This is known as a step-growth or addition polymerization. To initiate this reaction, a catalyst such as di-azobicyclo-octane must be used. Other low molecular weight amines are added to control the molecular weight of the fibers[8-10]. Spandex fibers are vulnerable to damage from a variety of sources including heat, light atmospheric contaminants, and chlorine. For this reason, stabilizers are added to protect the fibers. Antioxidants are one type of stabilizer. Various antioxidants are added to the fibers, including monomeric and polymeric hindered phenols. To protect against light degradation, ultraviolet (UV) screeners such as hydroxybenzotriazoles are added. Compounds which inhibit fiber discoloration caused by atmospheric pollutants are another type of stabilizer added (Figure 2). These are typically compounds with tertiary amine functionality, which can interact with the oxides of nitrogen in air pollution. Since spandex is often used for swimwear, ant mildew, additives must also be added. All of the stabilizers that are added to the spandex fibers are designed to be resistant to solvent exposure since this could have a damaging effect on the fiber (figure 2).
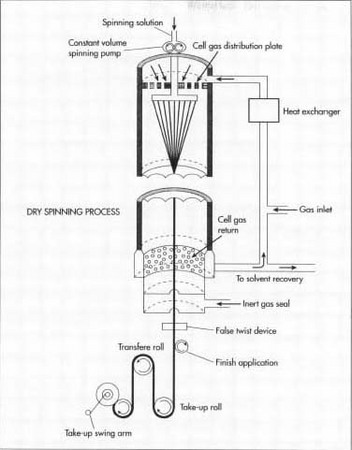 | Figure 2. Dry-spinning process of manufacturing of spandex fiber[8] |
3.2. Wet-spinning Process: Steps of Polymer Reactions
- ● The first step in the production of spandex is the production of the pre-polymer. This is done by mixing a macroglycol with a di-isocyanate monomer. The compounds are mixed in a reaction vessel and under the right conditions they react to form a pre-polymer. Since the ratio of the component materials produces fibers with varying characteristics, it is strictly controlled. A typical ratio of glycol to di-isocyanate may be 1:2[11].● In dry spinning fiber production, the pre-polymer is further reacted with an equal amount of diamine. This is known as a chain extension reaction. The resulting solution is diluted with a solvent to produce the spinning solution. The solvent helps make the solution thinner and more easily handled. It can then be pumped into the fiber production cell[11-12].● The spinning solution is pumped into a cylindrical spinning cell where it is cured and converted into fibers. In this cell, the polymer solution is forced through a metal plate, called a spinneret, which has small holes throughout. This causes the solution to be aligned in strands of liquid polymer. As the strands pass through the cell, they are heated in the presence of a nitrogen and solvent gas. These conditions cause the liquid polymer to chemically react and form solid strands.● As the fibers exit the cell, a specific amount of the solid strands are bundled together to produce the desired thickness. This is done with a compressed air device that twists the fibers together. In reality, each fiber of spandex is made up of many smaller individual fibers that adhere to one another due to the natural stickiness of their surface.● The fibers are then treated with a finishing agent. This may be magnesium stearate or another polymer such as poly(dimethyl-siloxane). These finishing materials prevent the fibers from sticking together and aid in textile manufacture. After this treatment, the fibers are transferred through a series of rollers onto a spool. The windup speed of the entire process can be anywhere from 300-500 mi (482.7-804.5 km) per minute depending on the thickness of the fibers (Figure 3).● When the spools are filled with fiber, they are put into final packaging and shipped to textile manufacturers and other customers. Here, the fibers may be woven with other fibers such as cotton or nylon to produce the fabric that is used in clothing[11-14].
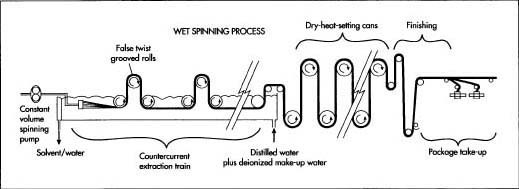 | Figure 3. Wet-spinning process of manufacturing of spandex fiber[11] |
4. Quality Control
- To ensure the quality of the spandex fibers, manufacturers monitor the product during each phase of production. Inspections begin with the evaluation of the incoming raw materials. Various chemical and physical characteristics are tested. For example, the pH, specific gravity, and viscosity of the diisocyanate may be checked. Additionally, appearance, color, and odor can also be evaluated[15-18]. Only by having strict quality control checks on the starting materials can the manufacturer be sure that they will produce a consistent end product. After production, the spandex fibers are also tested. These tests may include those that evaluate fiber elasticity, resilience and absorbency.
5. Mechanical Properties of Spandex/Cotton Blend Yarn (90:10): SS Curves of Blended Yarn of Cotton and Elastomeric Fibers
- SS-curve of cotton-elastomeric blended yarn is intermediate of cotton and elastomeric. In elastomeric fibre soft and hard segments are in series combination as they are fringe micellar model. Cotton is fringe fibrillar model. Stress-strain of cotton, elastomeric-cotton, and blended yarn is as follows;
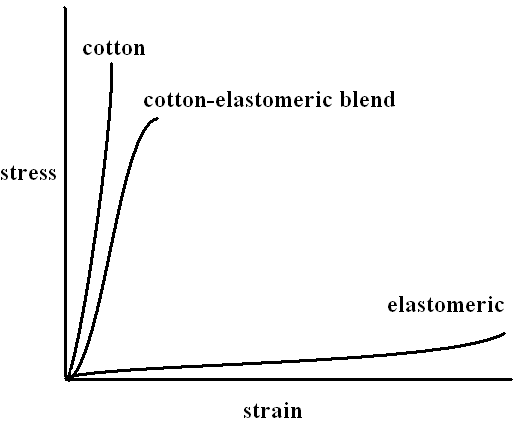 | Figure 4. Stress-stain curves for spandex, cotton and spandex/cotton (cotton-elastomeric blend) yarn[17] |
 | (1) |
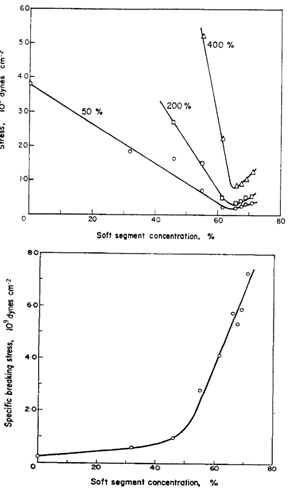 | Figure 5. Effects of soft segment present in spandex/cotton blend fiber at 50%, 200% and 400% elongation[19] |
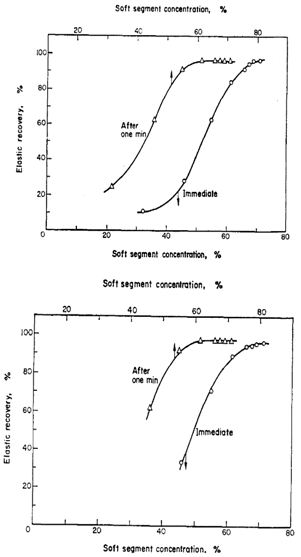
5.1. Elastic Recovery
- The instantaneous recovery and recovery after one minute of the fibres from 100, 200 per cent extension are shown in Figure 6 respectively. Both are extremely structure sensitive. Immediate elastic recovery fell as soon as soft segment concentration decreased from the maximum of 70"8 per cent. In all the curves the rate of fall in recovery reached a maximum in the region or 50 per cent soft segment[20]. It is worth noting that sample appeared to show very high delayed elastic recovery suggesting that it may have a physical structure more akin to an elastomer than a hard fibre (Figure 6). Nevertheless the phenomenon of delayed elastic recovery is well known in such fibres as nylon 66 which are, of course, largely crystalline.
 | Figure 6. Influence of soft segment in spandex/cotton blend yarn at 100% and 200% elastic recovery[20] |
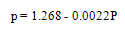
5.2. Stress Relaxation
- Stress relaxation data derived from the empirical equation (2);
 | (2) |
 | Figure 7. Comparison of rate of stress relaxation at 50% and 200% elongation[21] |
6. Dyeing of Spandex
- Spandex, also known as elastane, and often sold under the brand name of Lycra®, is elastomeric polyurethane. Even in very small proportions, it enables fabrics containing it to stretch. Fabrics that contain spandex can be easily damaged by heat. Typical washing instructions for spandex call for avoiding all temperatures about 105°F[19-21]. Far higher temperatures, up to 140°F (60°C), are used in industrial dyeing of spandex, but are not recommended for home use.
6.1. Dyeing Cotton/Spandex Blends
- Cotton/spandex blends dye very nicely with cold water fiber reactive dyes, such as Procion MX dyes. The fiber reactive dyes do not actually dye the spandex, but this is not a problem. If a blend consists predominantly of cotton, with only 3 to 12% spandex, there is rarely any need to attempt to dye the spandex itself, as the spandex is usually covered by the cotton. The advantage of the cool water dye is that there is no need to use boiling hot temperatures to apply the dye. The cold water dye approach is much better than attempting to dye cotton/Lycra® blends with a hot water dye such as Rit® All-Purpose Dye, because the cool dyeing temperature allows for gentle treatment of the spandex. If you use similarly cool temperatures to preserve the shape of your spandex, the hot-water dye will be unable to make a good bond to the cotton[22].
6.2. Washing of Cotton and Spandex Blend Fabric
- Clothes manufactured from a blend of cotton and spandex provides the best of all worlds: breathable fabric, stretchy comfort and an affordable price. Used independently in clothing, cotton and spandex usually require different methods of washing and drying, sometimes even dry cleaning. Blended together, cotton and spandex make a fabric that is relatively low-maintenance, but to maintain the longevity of the fabric, certain washing and drying procedures should be followed.● Separate whites from colored clothes. Wash whites and colors separately to ensure color preservation.● Wash a load of either whites or colors in the washing machine on the delicate cycle using cold water. Use regular laundry detergent without bleach to wash the clothes.● Tumble dry the clothes on the delicate setting, unless the tags specifically direct you to line dry or lay the item flat to dry. If you are concerned about shrinkage, then tumble dry the items for a couple of minutes to get the wrinkles out, then hang them to finish drying[1-5].
7. Reinforced PU
- SEM observations of polyurethane containing cellulose fiber (40: l) indicated that the fibers were not well distributed; essentially, all of the reinforcing fibers segregated in bundles at the surface of the foamed matrix (Figure 8). Possibly because of their low density the cellular fibers are pushed to the surface during foaming. Thermal behaviour of PU was not affected by addition of small amounts of either glass or cellulose fiber reinforcement.
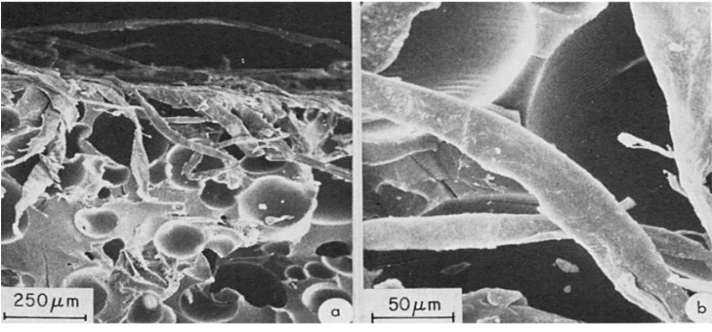 | Figure 8. PU reinforced with cellulose fibers (ratio of 40:1)[15] |
8. Major Spandex Fiber Uses
- Apparel and clothing articles where stretch is desired, generally for comfort and fit. Some of the application areas are following.● Athletic, aerobic, and exercise apparel: belts, bra straps and side panels, competitive swimwear, dance belts worn by male ballet dancers and others, gloves, hosiery, leggings, netball bodysuits, orthopedic brace, ski pants, skinny jeans, slacks, socks, swimsuits/bathing suits, underwear, wetsuits, zentai etc.● Compression garments: cycling shorts, foundation garments, motion capture suits, rowing unisuit.● Shaped garments: bra cups, support hose, surgical hose, superhero costume, women's volleyball shorts, wrestling singlet, home furnishings: Micro-bead pillows.For clothing, spandex is usually mixed with cotton or polyester, and accounts for a small percentage of the final fabric, which therefore retains most of the look and feel of the other fibers.[1-3].
9. Conclusions
- The quality of spandex fibers has continually improved since they were first developed. Various areas of research will help continue their improvement. For example, scientists have found that by changing the starting pre-polymers they can develop fibers which have even better stretching characteristics. Other characteristics can be improved by using different pre-polymer ratios, better catalysts, and various fillers[23-24]. In addition to spandex fiber improvements, it is likely that advanced fabrics will be produced which incorporate spandex fibers with conventional fibers. Currently, nylon/spandex fiber blends are available. Finally, improvements in manufacturing will also be discovered. These will focus on producing fibers faster and more efficiently.