-
Paper Information
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Systems Science
2012; 1(1): 7-16
doi: 10.5923/j.ajss.20120101.02
Recent Developments in Rapier Weaving Machines in Textiles
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-Text HTML
Full-Text HTMLSubhankar Maity 1, Kunal Singha 1, Mrinal Singha 2
1Department of Textile Technology, Panipat Institute of Engineering & Technology, Harayana, India
2Department of Pharmaceutical Chemistry, CU Shah College of Pharmacy & Research, Gujarat, India
Correspondence to: Kunal Singha , Department of Textile Technology, Panipat Institute of Engineering & Technology, Harayana, India.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
This paper reviews the recent developments in rapier weaving and addresses the challenges that face the weaving industry. The paper sheds the light on how the weaving machine manufacturers and woven fabric producers might strengthen the weaving industry by further advanced the rapier technology with the help of electro-mechanics, electronics, microprocessors, information technology and their application to the production of woven fabrics.
Keywords: Rapier, Electro-Mechanics, Electronics, Microprocessors, Information Technology, Woven Technology
Article Outline
1. Introduction
- Rapier weaving today exists in diversified forms. During the last two decades the developments in rapier weaving have been carried out in a rapid continuous way. Rapier weaving machine produces top- quality fabrics from spun yarns such as cotton-wool, camel hair, silk, synthetic fibers and fancy yarns. Today’s rapier weaving machine has become fast and exceptionally flexible. It offers a choice of various reed widths, shedding motions, selvedges and filling insertion colors.This makes it suitable for weaving an extended range of articles: fashion fabrics, shirting, denim, suiting, industrial or furnishing fabrics, in one to eight or twelve filling colors or yarns, with a maximum weight of 500 g/m2. Today’s rapier weaving machine is designed with modern electronics, with total automation of weaving and central microprocessor control system, also ensuring maximum reliability, amazing user-friendliness, ease-of operation, shorter style changing time, excellent fabric quality, low energy consumption, and optimized insertion cycle for unequalled industrial speed[1-4].
2. History of Rapier
- In the past 150 years weaving machinery has gone through the most radical changes. Although the invention of the fly shuttle by John Kay-which doubled the production of hand loom - came in 1733, the development of shuttleless loom, starting with the rapier loom, goes back to 1844, when John Smith of Salford was granted a patent to eliminate the shuttle. Subsequent patents were taken out by Phillippe and Maurice in 1855, W.S. Laycock in 1869, W.Glover in 1874[7]. Rigid rapiers were invented in 1870 and perfected by O. Hallensleben in 1899. The main breakthrough came in 1922 when John Gabler invented principle of loop transfer in the middle of the shed [8-10]. Flexible rapiers of the type used today were proposed in 1925 by R.G.Moya of Barcelona, based on a Spanish patent applied for in 1924. In 1939, another inventor, R.Dewas, introduced the novel idea of grasping the weft at its tip by the giver or a carrier rapier, and then transferring it to the taker or a receiver, in the middle of the shed. In the period up to the beginning of the World War 2 many patents were applied for, but it was only in the 50s and 60s that rapier weaving finally become commercialized and since then has made highly significant progress in achieving the present weft insertion rate of 1,500 m/min plus[11].
3. History of Development of Rapier Technology
- Rapier looms vary greatly in both the general strategies of their design, such as the choice of method used to transfer the weft between the rapiers and the types of rapier used- rigid, flexible or telescopic- and in details of mechanism used. These machines find preferential use in the production of with fashion-appeal compared to other methods of weft insertion which are mainly suitable for weaving staple items with limited fashion-appeal. Ease of multicolor weft insertion is fully exploited by rapier looms - many can insert up to 12 colors in any pick-at-will patterning sequence, including their ability to deal with a wide range of yarns and fabric types. The positive rapier drives enables heavy or otherwise difficult yarns to be inserted. The rigid rapier system of weft insertion has the advantage of positive thread transfer in the centre of the shed without any need for guiding the rigid rapiers through the shed and without making contact with the warp thread. However this is at the cost of occupying more floor space, which causes reed width of the rigid rapier to be limited. The flexible rapier system of weft insertion has the reputation of being most adaptable and most applicable. The outstanding feature of flexible rapier machine is its significant increase in weft insertion rate, greater reed width (460cm), versatility and adaptability. In the last 15 years or so the design of the rapier machine has been revolutionized by new innovations, engineering walkthroughs, automation in processes, introduction of computer technology, electronics and CAD-CAM systems. The weaving industry on the whole has entered a new era of electronics, microprocessors, information technology and their application to the production of woven fabrics. Incorporation of electronic devices and system to weaving machines has become almost inseparable part of the machine. Developments, particularly of microprocessors, have revolutionized the design of the rapier weaving machines, including the weft propulsion technology. The weft insertion elements have been made smaller and lighter in weight[2,4,26-28].
4. Development in Filling Insertion
- In the area of filling insertion there are a lot of developments and implementation has been done since few years. These are discussed following.
4.1. Versatility in Colour Insertion by Electronic Insertion
- The weft color selectors of today’s rapier weaving machine are microprocessor controlled, compact sized ones and can be available in 16, 12, 8, 4 or 2 colors. Picanol developed the Quick Step filling presenter, operates with independent module, each consisting of an electronically controlled stepper motor with presenter needle. The color and weave pattern are microprocessor or jacquard controlled. After the left gripper has taken the presented yarns, the Quick Step needle returns to an intermediary position, so the course of the filling yarn is straight and the tension of the yarn is low and remains constant. The Quick Step filling presenter has several advantages. It is monitored by the machine microprocessor, so the timing for the presentation of the filling yarn is perfectly synchronized with the machine speed and the weave pattern. The filling presenter also provides the ideal position for rethreading. The modules of the Quick Step are interchangeable and there are no mechanical drives, so no maintenance or lubrication is required[6,7]. Dornier offers the Electronic Color Selector (ECS), and the electronic filling tension device with integrated filling stop motion (EFC), are based on state-of-the-art stepping motor technology and are controlled by an external CAN-BUS[6,7,31].Advantages of the system are;● It is monitored by weaving machine microprocessor so timing for presenting for filling yarn is perfectly synchronized with machine speed and weave pattern.● The course of filling yarn is low and remains constant.● The filling presenter also provides ideal position for re threading.● The modules of quickstep are interchangeable.
4.2. Picking Speed
- In jacquard weaving upto 12 weft colors give a wide variety of patterning option. The G6500 offers a machine speed of upto 700 rpm and a maximum weft insertion rate of 1620 m/min[6,8].
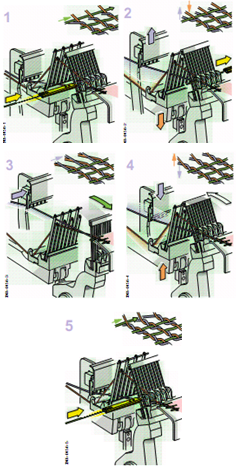
4.3. Secure Filling Transfer
- During centre transfer from the left-hand to the right-hand rapier, the filling is positively controlled and thus securely transferred. The filling is released after the rapier has exited the shed in the open shed position and under absolutely control conditions. In Dornier rapier weaving machine, the highest peak yarn tension is extremely low due to the low rapier speed and positive control. Soft thread clamps with hard metal inserts and precision controlled transfer enable even coarse filament yarns of 2200 dtex with 450 filaments to be securely clamped and inserted[6,7].
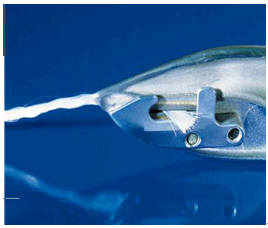 | Figure 1. Secure filling transfer[7] |
 | Figure 2. Versatile rapier [7] |
4.4. Versatility of Rapier Gripper
- A new generation rapiers capable of handling even the most difficult of yarns, typical of the latest trends in fashion fabrics. The rapiers are lightweight and compact and mounted at the centre of gravity on the ribbons to reduce wear to the minimum and guarantee maximum accuracy in movement. It facilitates the processing of the widest range of yarn types and counts – from fine silk yarns through glass rovings to the coarsest effect yarns. The count range lies between 0.77 tex and 3333 tex. The weft exchange also takes place in slow speed, thus making life far easier for those involved in adjusting the machine setting and at machine start-up[6,7].
4.5. Free Flight Rapier
- Free Flight means that hooks no longer guide the rapier tape, so the hooks can no longer damage the yarns by diving into the warp. Picanol developed Free Flight Rapier in their GamMax rapier-weaving machine, which has been specially developed for weaving delicate fabric. The machine has a covered race board for gentle treatment of the warp yarns during beat-up. The Free Flight version of GamMax is especially useful for production of lining, voile, curtains, upholstery fabrics, industrial fabrics, high- twist crepe, air-bags, computer ribbon, spinnaker (soil cloth), glass and Kevlar[5,6].
4.6. Light and Small Rapier Head
- The new lightweight guided gripper version enables higher speeds, and since the easier presentation into the gripper clamp requires less filling tension, the number of filling stops is reduced. The light gripper is also smaller, which results in a smoother entrance of the gripper in the shed, ensures less friction on the warp yarns. This reduces the warp breaks[6].
4.7. Versatile and Synchronized Weft Cutter
- A perfectly efficient weft cutter mechanism is required for use of a wide range of yarn in rapier weaving machine. Leonardo has the weft cutter having direct gear drive, ensuring constancy and precision and reducing yarn wastage. The rapier head inserts any kind of weft. With the "RotoCut" in G6500, electronically controlled weft cutter, the timing of weft cutting is optimized. The "RotoCut" always cuts the weft at the best possible moment, irrespective of yarn type and material[6,8].
4.8. Electronic Filling Tension Controller
- It controls the filling brake ensures a current yarn tensions at any time during insertion cycle. It can be installed for each channel between the pre-winder and entry of fixed main nozzle. It has been designed to slow down the filling at the end of insertion. It thus significantly reduces the peak tension of the pick at the end of the insertion and decrease the tendency of pick to bounce back in the shed. As a result of which the filling tip is stretched correctly with the following features;● Lower peak tension in filling yarn.● Reduced tendency of filling to bounce back.● Inserted pick can be stretched more easily.● Adjustments are done by means of machine keyboard and display.● The settings can be adopted for each filling yarn.● Fewer filling breaks.● Fewer machine stops.● Better fabric quality.● Higher productivity of machine and staff.● Weaker filling yarn can be used.● Correct setting of filling waste length and consequently less waste.In Picanol GamMax rapier weaving machine, each prewinder is equipped with Programmable Filling Tensioner (PFT). This PFT is microprocessor controlled and ensures optimum yarn tension during the complete insertion cycle. Reducing the basic tension is an important advantage when piecing up weak yarn, while adding tension is an advantage at transfer of the yarns and avoids the formation of loops. This ensures weaving of strong or weak yarns at even higher speeds and also drastically reduces the amount of filling stops and reduces the waste length[3,5,6].
4.9. Prewinder Switch-off Monitoring
- A piezo-electric filling detector stops the machine in case of a filling break at prewinder. Picanol offers PSO (Prewinder Switch off) system. The machine continues weaving even in case of a filling break occur on the packages or the prewinder. The prewinder signals the filling breaks and simply switches to the single channel operation instead of two channels[6,8].
4.10. Filling Detection at the End of Insertion
- When weaving lively yarns, FDEI (Filling Detector End of Insertion) checks the presence of filling at the end of insertion. This system detects short pick or rebounding fillings and prevents faults in the fabrics at the right hand side. Picanol developed this system[6].
4.11. Pick Finding
- At the filling breaks the machine stops and only the harnesses are moved automatically to free the broken pick for removal by the weaver. The requirements that pick finding position is reached with a minimum of reed movements through the beat-up line. In GamMax, the pick finding is simply done by the Sumo motor at slow speed[1,5,7].
4.12. Rapier Cleaning Device
- A special air blow system with solenoid valve control to the rapier cleaning devices that ensures cleaning of the rapier when the left hand rapier passes this every time. It produces a modulated blast of air to guarantee better cleaning and thus improve weaving performance. Leonardo offers this Rapier cleaning device[6].
5. Developments in Shedding Mechanism
- There are several development has been taking place in the recent time in the rapier loom like;
5.1. Versatility
- Today rapier weaving machine can be equipped with a tappet motion with upto 10 healds; positive cams, maximum 8 harness frames, 12 mm pitch; electronic rotary dobby for 12,20 or 24 frames, 12 mm pitch; or an electronically controlled jacquard machine having upto 20,000 hooks[2,3].
5.2. Controllable Shed Geometry
- Modern rapier weaving machine offers shed opening free from setting and optimization of the shed geometry. The shed opening is easily adjusted to suit the style in production. The symmetrical shed geometry and very small shed offer lower stress on both the warp threads and filling. Automatic shed leveling on dobby and jacquard prevents starting mark due to yarn stretch caused by a stop at open shed. In GamMax, the shed opening offers optimum geometry combined with a wide range of backrest position. Small or large shed opening can be easily set to suit the article being woven[6,9, 29-30].
5.3. Electronic Setting of Shed Crossing
- A unique Picanol feature using AKM allows the weaver to control the aspect and hand of the fabric without even touching the drive chain. A few simple keystrokes on the display are all it takes to let GamMax reset its crossing points. The fabric quality can be checked and the setting copied to another machine within a short time[6,9].
5.4. Variable Shed Geometry
- The variable shed opening angles and setting options result in unprecedented precision of the shed geometry in rapier G6500 machine. The shed closure timing is easily set at the touch-screen terminals[8].
5.5. Shortest Drive Path
- Picanol offers direct driven of the main shaft and the shedding motion through the main motor. This results in reduced noise levels and consumes less energy[9].
6. Development in Let-off Mechanism
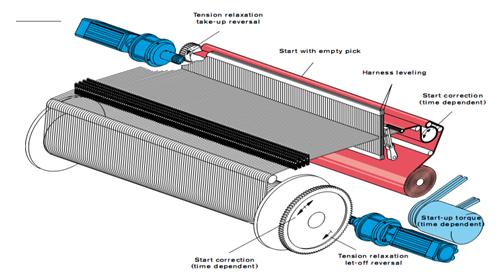
- The electronic motor driven let-off supplies the loom with necessary wrap yarn, maintaining the yarn tension constant from full beam to empty beam. Let-off speed is automatically calculated in context with loom speed, weft density, wrap beam diameter & close loop tension control. Accurate synchronization with main motor in forward & reverse direction in addition with remarkable latest features supports to minimize the beginning & ending marks thus, enhancing the grade & quality of the fabric. Besides this, it enables cramming/density design possible[10]. The let-off & take up is synchronized rigidly with main motor in forward as well as reverse direction. With the take up electronic system the weft density variation doesn’t need any more mechanical interruptions on the loom, it just need setting parameters on the fly of the key.
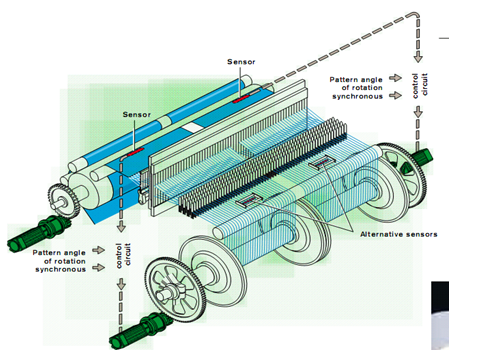 | Figure 3. Synchronized Electronic Let-off and Take-up mechanism[7] |
7. Developments in Take-Up Mechanism
- The take-up motion is also electronically controlled and synchronized with let-off motion. Inside the machine the cloth is wound on to a 600 mm diameter cloth beam. External cloth beam on to batching motion upto 1800 mm cloth roll diameter is also available. The required pick density can be programmed on the microprocessor keyboard or the jacquard control unit. The accuracy of the setting ensures easy to adjust of the pick density of the fabric for optimum fabric weight and minimum yarn consumption. The electronic take-up also makes it possible to weave fabric with variable pick densities[2,6].
8. Drive to the Reed and Rapier
- The rapier drive system is derived from positive cams, manufactured from a single piece of steel, which also incorporates the cams for the sley drive. High speeds are possible due to the special profile of the cams governing the movement laws of the rapier[16]. The profile is designed to transmit the lowest possible acceleration to the filling yarns. In Dornier rapier weaving machine, type PS, the rapier and reed are driven through gearboxes with complementary cam assemblies with exceptionally precise control. Two high- precision synchronized gearboxes, one at each side of the machine, provide the drive for the filling system and reed beat-up. The compact construction and massive drive dimensioned components create little vibration and a high degree of functionality, thus achieving a secure centre transfer of the filling. A continuous lubrication system provides for increased performance, low maintenance, and high longevity of the new gearbox generation[1,7]. Picanol has developed the oscillating rotational motion of the rapier wheel generated by a simple, robust, three-dimensional crank system, ensuring reliability, and requiring no maintenance or adjustment. The sley is driven by a set of complementary cams with cam followers on both sides of the machine. They run in an ion bath connected to the central lubrication system. The sley with the reed holder is perfectly balanced and provides a powerful beat-up over the whole weaving and ensuring less vibration. When weaving heavy and densely beaten fabrics, the machines sley system has a strategic role[5, 6, 9]. For this reason, Leonardo developed several sley drive units (two for narrow loom and three for double-width machine) fixed on the main cross bar and coupled to the connecting shafts. The optimized geometry of the kinematics, strengthening of the camshafts in the balancer and cam-reading shaft, centralized lubrication for the drive units all these help to guarantee big advantages in terms of stability, lower noise levels and low maintenance requirement.
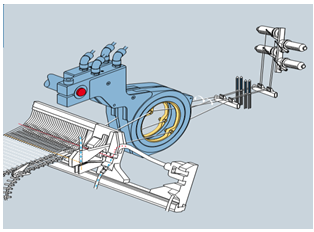
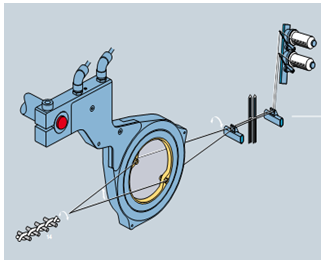 | Figure 4. Moto Leno[7] |
9. Selvedge
- There is more than one technology available for producing selvedge in modern high speed rapier looms. These are Moto leno, ELSY, disco leno, power leno has been used by different machinery manufacturer. Dornier offers revolutionary selvedge formation device with decisive advantages. The, 2end full-turn leno type Moto Leno, controlled in direct relation with weave requirements, variations in pick density and fabric construction, is freely programmable. Warp end breaks in the selvedge area are significantly reduced. The inexpensive alternative to tucked selvedge is the 2-end full turn leno type Moto Leno with synchronous motor drive.
 | Figure 5. Disco leno[7] |
 | Figure 6. power Leno[10] |
10. Quick Style Change
- The quick style change system, developed by several rapier weaving machine manufacturers in their own versions ensures quick style change (less than 30 min). With quick style change just one person can carry out a style change in less than 30min. This is achieved by swapping the whole back part of split frame, with the warp beam, the back rest and the supports, the warp stop motion the harness and the reed. This ultimately increases the productivity of the loom shed. The quick style change system is not just a machine set-up but also an integrated system that allows the movement of the preparation room of some operations normally done on the weaving machine. The knotting operations and the drawing-in of the warp can be done in the preparation department, thus improving the workload and avoiding longer machine downtime.Leonardo is integrated with the "VQSC" Quick Style Change System, which ensures reduced machine downtime and the extra time needed to unload the machine, to adjust the setting and to load the new style as far as possible. Also the warp stop motion, frame, reed, and beam unloading/loading operation have been made far easier with the introduction of rational and reliable technical solution.Picanol developed QSC, Quick Style Change System in which the style change is achieved by swapping the whole back part of the split frame, with the warp beam, the back rest and the supporting warp stop motion, the harnesses, and the reed. Additionally this unique system makes it possible to carry out the entire article related setting on the warp side, outside the weaving shed before the style change. This ultimately reduces the labor requirement and thus increases the loom efficiency[1, 6, 7, 9, 12, 33] with the following benefits and advantages;.● Reduce machine down time.● Interference losses due to simultaneous stops are practically non-existent.● Fewer personal required for warp and article changes in weave room.● Warp changes can be replaced by style changes, enabling the load on the tying and drawing in equipment to be balanced instead of having two bottlenecks.
 | Figure 7. Automatric start mark prevention[7] |
11. Automatic Start Mark Prevention
- Automatic Start-mark Prevention (ASP) prevents starts mark at the source. The simple functionality of automatic start-mark prevention saves time and significantly contributes toward quality improvement. All the functions outlined in the illustration can be simply called up on the machine display and change as required.
12. Electronic Control Technology
- The electronics of modern rapier weaving machine are based on multiprocessor architecture with 32-bit technology. Data transfer between the various sub units of the machine is via a CAN- BUS[17], permitting fast and reliable exchange of data both internally and externally. The terminal has a graphic display in which various functions of the warp let-off, cloth take-up, weft feeder, etc, can be programmed easily and. clearly. The modern electronics give the following advantages: ● Ease of operation.● High fabric quality irrespective of speed.● Pick density alterable while the machine is in operation.● Immediate help trouble-shooting problem.● Self-adjusting stop position of the machine.● Microprocessor controlled central forced lubrication system.● Storage and monitoring of all the production data, efficiently.● Machine function control, pattern weave, warps tension, pick density.● Pick finding control and the elimination of stop marks by means of pro-set programs.● Control and report of style change timing.● Quick control of the electronic functions (self diagnostics and auto check up) and monitoring of the machinery functions for protection[18-20].● Bi-directional communication between the weaving machine and the central production computer.● Speed set-up.● Electronic weaving speed variation depending on the characteristic of the yarn being used.● Control of warp let-off and fabric take-up.● Electronic control of the filling tension.● Transfer of setting and production parameters of a fabric style, to other machine with the help of memory cards.In Picanol GamMax, most of the machine functions are digitally controlled. All the machine settings can be digitally stored and transferred. The electronic terminal on GamMax monitors and controls all machine functions. Its LCD screen has self explanatory menus and enables the weaver to set the weaving parameters in a very user-friendly way. GamMax is also Internet- enabled. The GamMax terminal features wireless communication through a USB memory stick or key tag, permitting robust, flexible, handy and reliable operation. Suizer G6500 offers "Smart Weave" - intelligent pattern data programming. "Smart Weave" offers fabric designer intelligent support in the preparation of weaves design and picks repeats. The G6500 control interface is a user-friendly, Internet-ready touch screen terminals. The logical structuring with self-explanatory Pictogram guides the operators to the desired function simply and with a minimum of keying. In Leonardo, the computer system is based on the CAN-BUS system. This drives and controls all the main textile and mechanical function. With the CAN-BUS in mind, a new controller has been developed, called the FULLTRONIC. This co-ordinate all loom functions instant by instant, from the operating conditions of the various mechanisms to each individual response: heald movement, color to be selected, warp tension, density of the weft in the fabric, plus the messages describing the status of the lubrication circuit. Monitoring takes place at a frequency of more than 700 messages/sec.The Dornier rapier-weaving machine, type PS, has control cabinet with integrated CANBUS and various modules for start, stop, warp let-off and fabric take-up as well as start mark prevention. The Dornier Customer Service Department can directly access machine displays - trouble shooting online. The DoNet Global Communication Network offers quick location and transportation of setting instructions, remote diagnostics[1,2,6,7,9,25].
13. Machine Main Drive
- The Dornier rapier-weaving machine is driven with a continuously running motor over a magnetic brake-clutch unit. Intelligent electronics monitor the acceleration time and control the exceptionally short brakes time. This guarantees the full dynamics of reed beat-up on the first pick, thus eliminating start mark. Picanol has developed the Sumo main motor. It drives the weaving machine directly, without belt transmission or clutch and brake. The machine speed is controlled electronically, which considerably reduces the setting time. With the Sumo motor it is possible to continuously adapt the machine speed pick-by-pick to match the strength of the filling yarn. With the help of this system, it is no longer necessary to keep the machine speed continuously low if there is one weaker filling yarn in multi-channel weaving. With the Sumo motor it is possible to continuously adapt the machine speed pick-by-pick to match the strength of the filling yarn. With the help of this system, it is no longer necessary to keep the machine speed continuously low if there is one weaker filling yarn in multi-channel weaving. The advantages of Sumo motor are -● Saving on energy consumption of more than 10% in comparison with conventional clutch and brake configuration.● Machine speed setting is done accurately and completely, electronically via the keyboard of microprocessor. This reduces the setting time to zero.● Speed setting is easy to copy to other machine either with electronic set card or with production computer with bi-directional communication.● Automatic pick finding becomes faster, which significantly reduces the down times for repairing filling and warp breakages.● The machine can always work at optimum weaving speed in function of quality of the yarn, the number of frames, and fabric construction[5-7,9,11,24].
14. Conclusions
- Today’s rapier weaving machine has become fast and exceptionally flexible. It offers a choice of various reed widths, shedding motions, selvedges and filling insertion colors etc. The weft color selectors of today’s rapier weaving machine are microprocessor controlled, compact sized ones and can be available in up to 16 colors[21]. The maximum weft insertion rate achieved is 1620 m/min. The versatile rapier head van handle a count range lies between 0.77 tex and 3333 tex. Rapier head has become smaller, lighter and able to free-flight. Filling insertion system is microprocessor controlled and synchronized with other mechanisms. Shedding mechanism has become more versatile. Let-off and take-up mechanism is synchronized with other mechanisms so that minimum start-up marks produced in fabric in large diameter of take-up roll[22-23]. Drive mechanism to reed and rapier provides minimum acceleration to the filling so that minimum filling breaks occur. Fully programmable high speed selvedge formation devices such as Moto leno, Disco leno, Power leno and ELSY are developed to cope up with high speed rapier machines.