-
Paper Information
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Polymer Science
p-ISSN: 2163-1344 e-ISSN: 2163-1352
2014; 4(3): 88-93
doi:10.5923/j.ajps.20140403.03
Fabrication and Properties of Polyamide and Graphene Oxide Coated Carbon Fiber Reinforced Epoxy Composites
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLAyesha Kausar
Nanosciences and Catalysis Division, National Centre For Physics, Quaid-i-Azam University Campus, Islamabad, Pakistan
Correspondence to: Ayesha Kausar , Nanosciences and Catalysis Division, National Centre For Physics, Quaid-i-Azam University Campus, Islamabad, Pakistan.
| Email: |  |
Copyright © 2014 Scientific & Academic Publishing. All Rights Reserved.
Some newly coated carbon fibers were prepared and used as reinforcement in epoxy matrix for the fabrication of unidirectional composites. The carbon fibers were coated with polyamide-6 through in-situ polymerization. During the process different content of graphene oxide (1-10 wt. %) were added (PA6-GO-CFs). Later the affect of the inclusion of graphene oxide on the polymerization and molecular weight of polyamide-6 was studied via GPC. The weight average molecular weight of polyamide was decreased from 65×103 gmol-1 to 51×103 gmol-1 when the polymerization was carried out in the presence of GO. The morphology of epoxy/carbon materials was examined by scanning electron microscopy. Electron microscopic observation of PA6-GO-CFs exposed consistent coverage of carbon fibers with polymer and graphene. DSC results revealed that the Epoxy/PA6-GO-CFs loaded with higher GO content had higher melting temperature and crystallinity. Presence of GO, therefore, strongly influenced the fiber properties thereby affect the resultant properties of the composites made of these surface modified carbon fibers. Epoxy/PA6-GO-CFs composites made from PA6-GO-CFs coated with higher graphene content (10 wt. %) showed higher tensile strength of 1556 MPa as compared to composites made of carbon fiber with 1 wt. % graphene oxide (1120 MPa) and polyamide (1055 MPa). Modulus of Epoxy/PA6-GO-CFs 10 was found to be 1011 MPa, which was 78% higher than the neat polyamide (220 MPa).
Keywords: Epoxy, Modified carbon fibers, Graphene oxide, Polyamide-6, in-situ polymerization
Cite this paper: Ayesha Kausar , Fabrication and Properties of Polyamide and Graphene Oxide Coated Carbon Fiber Reinforced Epoxy Composites, American Journal of Polymer Science, Vol. 4 No. 3, 2014, pp. 88-93. doi: 10.5923/j.ajps.20140403.03.
Article Outline
1. Introduction
- The rapid development in current industrial technology depends in many customs on the progress of new engineering resources capable of performing their functions under severe conditions. Carbon fibers are successful candidates for the many demands due to their superior properties and are rapidly in progress and use [1, 2]. Various raw materials can be utilized in the synthesis of carbon fibers such as gas (methane, ethane and benzene), polymer (cellulose (rayon), polyacrylonitrile (PAN), polyvinylchloride, phenol resin), and pitch (isotropic and mesophase pitch). Commercial production of carbon fibers can be achieved mainly from three kinds of precursors such as rayon, PAN and pitch [3-6]. Conventional carbon fibers have a typical diameter of 5-10 mm [7]. Compared to ceramics and metal based traditional engineering materials, carbon fibers in terms of their high strength and higher stiffness exhibit lower density and superior mechanical characteristics [8]. There are several thermal advantages of carbon fibers make them a candidate for high temperature applications include thermal stability, low thermal expansion, high thermal conductivity, ablation resistance and thermal shock resistance. Due to above mentioned astonishing properties, carbon fibers are extensively used as a reinforcement material for the production of primary and secondary structural composites, in the manufacturing of military and civilian aeroplanes, in the construction projects, in wind turbines for the production of clean and renewable energy, pressure tanks in automotive industry, medical and sporting goods, and off-shore tethers for the deep-sea oil platforms etc. [9, 10]. Polymeric materials are currently increasing demand for high technology applications because of their improved physical characteristics. Further an efficient method to improve the tribological and mechanical performance of polymeric material is the addition of fillers as reinforcement into the polymeric matrix. Fibrous reinforcement plays vital role in maintenance of stiffness, strength, frictional characteristics and thermal stability of composite materials [11]. This second phase reinforcement filler material will dramatically influence the wear resistance of composite material. Literature highlights the influence of fibers and fillers as reinforcement on the wear resistance of polymeric composites [12, 13]. Main candidates as a fiber reinforcement includes carbon, aramid and glass fibers. An example of such materials as required for lightweight applications is carbon fibers incorporated polymer which render the composite high strength and high modulus and make them conducting [14-16]. Excluding a few one [17], there is generally observed an improvement in wear resistance even with low fiber content such as composites of short glass (GF) and carbon fiber (CF)-filled polyether nitrile (PEN), polyether ether ketone (PEEK), and polyamide [18, 19]. This can be attributed to reduced ability of ploughing, tearing and other non-adhesive components of wear by the fibers provide good interfacial adhesion among the matrix and the fiber reinforcement [20]. Carbon fibers reinforced polymeric materials have numerous application due its outstanding astonishing mechanical characteristics combined with low weight such as directed energy mirror structures, lightweight structural materials for aircraft radiators, satellites, aerospace structures and missiles and also as heat sinks for cooling of aircraft microelectronics (because of their thermal conductivity) which needs to be lightweight. In this effort, the carbon fibers were first coated with the polyamide using in-situ polymerization technique. During the coating process, 1-10 wt. % of graphene oxide was added to form homogeneous coating of polyamide/GO over the fiber surface (PA6-GO-CFs). Later, the modified fibers were used as reinforcement in the epoxy resin. The molecular weight of the polyamide was studied using GPC to perceive the effect of graphene oxide addition on the synthesized nylon 6. Fractographic, melting and tensile behavior of Epoxy/PA6-GO-CFs composites were also investigated.
2. Experimental Section
2.1. Materials
- Araldite® 506 epoxy resin (diglycidyl ether of bisphenol A), Araldite® M hardener 964, potassium persulfate (K2S2O8, 99 %), and phosphorus pentoxide (P2O5, 99 %) were obtained from Aldrich. T-300 carbon fibers were obtained from Toray co. containing 6000 filaments per tow. ε-Caprolactam, polyoxyethylene (POE) and N-acetylcaprolactam were purchased from Fisher Scientific.
2.2. Instrumentation
- The number average and weight-average molecular weight (Mw) was measured using Viscotek TDAmax. For phase morphological studies, samples were cryogenically fractured in liquid nitrogen and the morphology was investigated by FEI Nova 230 field emission scanning electron microscope (FE-SEM). Differential scanning calorimetry (DSC) was performed by a METTLER TOLEDO DSC 822 differential scanning calorimeter at a rate of 10C/min under nitrogen atmosphere. The mechanical properties were measured by universal testing machine H50KS (Hounsfield) using a load cell of 50 kN and cross head speed of 0.5 mm/min. The total length of the composites was 200 mm and the gauge length was 150 mm.
2.3. Preparation of Graphene Oxide (GO)
- 8 g of graphite powder was put into a solution of concentrated H2SO4 (30 mL), K2S2O8 (4 g), and P2O5 (4.2 g) and refluxed at 80°C for 2 h. After cooling down to room temperature, the mixture was diluted with 100 mL of distilled water, filtered, and washed until the pH became neutral. The product was dried at 60°C for 48 h [21].
2.4. Preparation of Nylon-6 and Graphene Oxide Coated Carbon Fiber (PA6-GO-CFs)
- The fiber tow was dipped into ε-caprolactam (500 g), polyoxyethylene (5 g), and N-acetylcaprolactam (10 mL drops). The mixture was then sonicated and heated slowly. 5g of NaH was added when temperature reached to 120°C. After that, 1-10 wt. % of graphene oxide was added and heating was continued for 0.5h until the mixture became viscous.
2.5. Synthesis of Epoxy/PA6-GO-CFs Composites
- For the preparation of the composites, the modified fiber tow was dipped into the molten resin maintained at 80ºC and drawn through a wire drawing die of 1 mm diameter. The fiber tows were stretched between two ends using weights to avoid bulging of filaments. The matrix was allowed to cure at 80°C for 12 h using the hardener. After that, the weights were removed and the samples were post cured at 120ºC for 8 h [22].
3. Results and Discussion
3.1. Influence of Graphene Oxide Addition on Molecular Weight of Polyamide
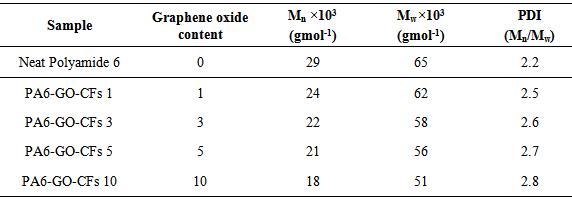
- Influence of graphene oxide loading on the molecular weight of the polyamide was studied using gel-permeation chromatography technique (Table 1). Polyamide-6 was in-situ polymerized to form a coating layer over the surface of carbon fiber. During this process, graphene oxide was added to yield a composite layer of PA6-GO on CFs. To understand the effect of graphene oxide on the molecular weight of the synthesized polymer, dilute samples were prepared. Because of the presence of filler, the polyamide was expected to show lower molecular weight. In actual practice, PA6-GO-CFs 1 with 1 wt. % GO loading has higher Mn of 24×103 gmol-1. With the increasing filler content, the number average molecular weight was somewhat decreased and reached the value of 18×103 gmol-1 in PA6-GO-CFs 10 with 10 wt. % GO. However, the value was considerably higher to represent a reasonable molecular weight. Similar decreasing trend with increasing loading was observed in the case of the weight average molecular weight. PA6-GO-CFs 1, PA6-GO-CFs 3, PA6-GO-CFs 5 and PA6-GO-CFs 10 had Mw of 62×103, 58×103, 56×103 and 51×103 gmol-1. On the other hand, the neat polyamide sample had higher molecular weight of Mn = 29×103 and Mw = 65×103 gmol-1 as shown in Table 1. Therefore it was concluded that the addition of graphene oxide has slightly effected the polymerization of polyamide during in-situ process.
|
3.2. Fractographic Study
- The fracture surfaces of PA6-GO-CFs and Epoxy/ PA6-GO-CFs composite specimens were examined using SEM to study their fracture behavior. An interesting observation is found in Fig. 1A, where the graphene and polyamide modified carbon nanofibers have delicate coating of PA6-GO in the form of strings. On the other hand, Fig. 1 B-F showed Epoxy/PA6-GO-CFs 1-10 composite morphology at various resolutions. The fiber pullout was observed in case of all types of composites. Fig. 1B, where the graphene oxide content was only 1 wt. % in the CFs, shows the greater fiber pullout and matrix debonding at the interface indicating poor interfacial bonding.In Fig. 1C, some pullout along with interface debonding was observed in case of Epoxy/PA6-GO-CFs 3. However, the pullout was less than Epoxy/PA6-GO-CFs 1 composite. For the samples containing more graphene content, the pullout decreased obviously due to better interface bonding and interaction with epoxy. Due to the presence of GO at the fiber surface the overall interfacial area also increased. This improvement in the interface bonding arises due to the presence of GO at the carbon fiber surface as the only difference between composites. This clearly indicates stronger interfacial bonding in case of Epoxy/PA6-GO-CFs 5 composite (Fig. 1D) as compared to Epoxy/PA6-GO-CFs 1 composite. Due to the addition of GO during in-situ reaction, graphene is firmly attached to the fiber and act as an integral part of it. Morphology of Epoxy/PA6-GO-CFs 10 (Fig. 1 E&F) with greater GO content has shown least fiber pull out. However, the fiber surface seemed not that smooth due to the increased nano-filler and polymer coating over the surface. This increased fiber surface roughness resulted in stronger bonding due to mechanical anchoring of fibers with the polymer matrix. The surface modification of carbon fibers by way of incorporating GO during polymerization is found to have strong effect on the fiber-matrix interaction and surface morphology of the carbon fibers. Consequently, the graphene developed on carbon fibers before incorporating into the polymer matrix proved to have profound effect in enhancing the mechanical properties of composites by interface strengthening [23].
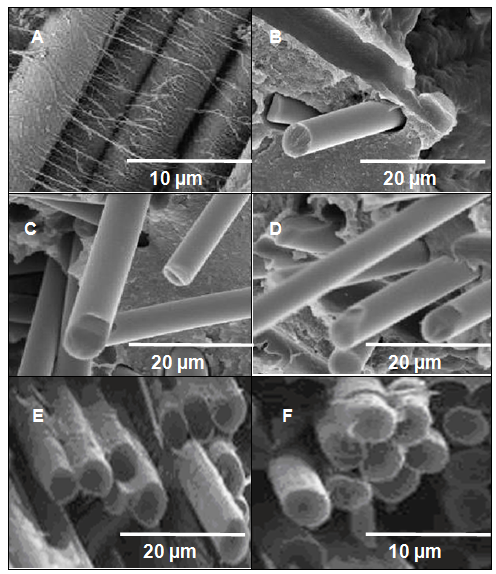 | Figure 1. Fractographic images of (A) PA6-GO-CFs at 10 µm; (B) Epoxy/PA6-GO-CFs 1 at 20 µm; (C) Epoxy/PA6-GO-CFs 3 at 20 µm; (D) Epoxy/PA6-GO-CFs 5 at 20 µm; and (E) Epoxy/PA6-GO-CFs 10 at 20 µm; (F) Epoxy/PA6-GO-CFs 10 at 10 µm |
3.3. DSC Analysis
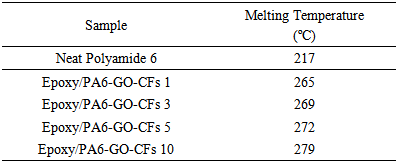
- Fig. 2 shows the DSC melting curves of Epoxy/PA6-GO-CFs composites. The results showed that there was noteworthy affect of the graphene oxide addition on the melting temperature of the composites (Table 2). The neat polyamide 6 had melting temperature of 217ºC. All the composites showed higher crystallinity than neat polymer. Epoxy/PA6-GO-CFs 1, Epoxy/PA6-GO-CFs 3, Epoxy/PA6-GO-CFs 5, and Epoxy/PA6-GO-CFs 10 had melting curves around 265, 269, 272 and 279ºC respectively. It was also important to note that Epoxy/PA6-GO-CFs 1 showed a narrow melting peak, whereas composites with higher graphene oxide content showed relatively broad melting peak. The broad peak and higher melting suggested the presence of smaller and defective crystals in the composite samples. Graphene oxide actually tends to endorse nucleation and formation of large number of small crystals. There was 18% increase in crystallinity of Epoxy/PA6-GO-CFs 1 composite and 22% increase in crystallinity of Epoxy/PA6-GO-CFs 10 composite relative to neat polymer.
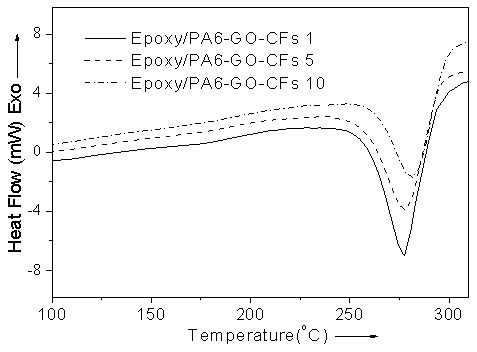 | Figure 2. DSC melting curves of Epoxy/PA6-GO-CFs composites |
|
3.4. Tensile Testing
- The mechanical properties of neat polyamide and composites are tabulated in Table 3 and Fig. 3. The tensile strength and modulus increased significantly when moving from polyamide to modified CFs-based composites. Neat polymer had strength of 1055 MPa, while 1 wt. % PA6-GO-CFs loaded composite had strength of 1120 MPa. The strength was further enhanced with the addition of 3, 5 and 10 wt. % fibers in matrix to 1218, 1356, and 1556 MPa respectively. This enhancement was attributed to the structure of the graphene oxide modified carbon fibers. Moreover, this was ascribed to the orientation of fibers along the fiber axis when samples were stretched. Less improvement was observed in case of Epoxy/PA6-GO-CFs 1 due to the lower graphene oxide content. Inclusion of graphene oxide also increased the tensile modulus of the composites significantly. Neat polymer had modulus of 220 MPa, while Epoxy/PA6-GO-CFs 1, Epoxy/PA6-GO-CFs 3, Epoxy/PA6-GO-CFs 5, and Epoxy/PA6-GO-CFs 10 had values of 345, 456, 642 and 1011 MPa respectively. The maximum increase of 32% and 78% in strength and modulus and respectively was observed in the case of composite fibers with 10 wt. % GO. The data also showed the percentage decrease in the strain of the composite with GO addition. Neat polymer had the elongation at break of 30 %, while it gradually decreased in the composites due to structural rigidity of the material with GO. Epoxy/PA6-GO-CFs 1, Epoxy/PA6-GO-CFs 3, Epoxy/PA6-GO-CFs 5, and Epoxy/PA6-GO-CFs 10 had values of 27, 24, 21 and 15% respectively [24, 25].
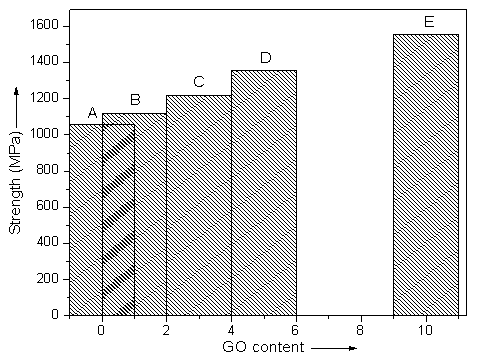 | Figure 3. Tensile strength of composite specimens having carbon fibers with different GO content (A) Polyamide; (B) Epoxy/PA6-GO-CFs 1; (C) Epoxy/PA6-GO-CFs 3; (D) Epoxy/PA6-GO-CFs 5; and (E) Epoxy/ PA6-GO-CFs 10 |
 | Table 3. Average mechanical properties of Epoxy/PA6-GO-CFs composites |
4. Conclusions
- The graphene and polyamide coated carbon fibers were successfully used in the fabrication of multi-scale composites. In these composites, modified carbon fibers were used as primary reinforcement, while GO in various content may be considered as secondary reinforcement. The introduction of GO during the in-situ polymerization of polyamide was found to be a very effective technique to coat nanofiller over CFs surface with out any further chemical treatment. The molecular weight of the in-situ polymerized PA6 was slightly decreased with the addition of GO. Significant increase in mechanical properties was observed. DSC studied indicated increase in the melting temperature of the Epoxy/PA6-GO-CFs due to increased crystallization rate indicating the presence of strong interactions between modified CFs and epoxy. The fractographic study of the composite specimens showed enhanced interfacial bonding as revealed by less fiber pullout. The tensile strength of the composites increased by 32% compared with the polyamide. This increase was attributed to the graphene oxide present on the carbon fiber surface. The graphene indeed were found to improve the mechanical properties at low loadings due to the high aspect ratios and excellent mechanical properties.