-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Polymer Science
p-ISSN: 2163-1344 e-ISSN: 2163-1352
2012; 2(5): 102-108
doi: 10.5923/j.ajps.20120205.04
Enhancement of Polyolefins Compatibility with Natural Fibers through Chemical Modification
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-Text HTML
Full-Text HTMLMagdy Y. Abdelaal 1, Elsayed H. Elmossalamy 2, Saleh O. S. Bahaffi 3
1Chemistry Department, Faculty of Science, Mansoura University, Mansoura, ET-35516, Egypt
2Chemistry Department, Faculty of Science, Benha University, Benha, Egypt
3Chemistry Department, Faculty of Science, king Abdulaziz University, PO Box 80203, Jeddah 21589, Saudi Arabia
Correspondence to: Elsayed H. Elmossalamy , Chemistry Department, Faculty of Science, Benha University, Benha, Egypt.
| Email: |  |
Copyright © 2012 Scientific & Academic Publishing. All Rights Reserved.
In the current study, polyethylene (PE) was used as representative example of polyolefins and has been chemically modify through grafting with maleic anhydride. Conditions of the chemical modification process have been adjusted to obtain higher grafting yield with maleic anhydride and the obtained product has been characterized with conventional techniques such as FT-IR spectroscopy as well as with some chemical tests. A suitable amount of saw dust as representative example of natural fibers has been collected and prepared in the normal way to be suitable for casting with PE to attain Wood Plastic Composite (WPC). The obtained materials have been tested regarding their some mechanical, physical and chemical characteristics.
Keywords: Modification, Natural Fiber, Grafting, Polyolefins, Wood, Tensile Strength
Article Outline
1. Introduction
- Composites are materials consisting of two or more identifiable constituents but not mixed to an atomic scale[1] and are controlled by the properties of their individual compositions and their interaction. The major constituents of wood - plastic composites (WPC) are the fillers either wood or generally natural fibers and the matrix which can be thermosetting or thermoplastics resins in addition to other chemical additives.The use of fillers in thermoplastic industry is a common way to increase stiffness and strength to plastics. Inorganic fillers are of the greatest in demand especially calcium carbonate, glass fiber, clay, talc and mica. The supposed environmentally friendly nature of organic fillers has attracted the industry and has led to a major shift in choosing filler types. The growth of WPCs has shown a jump during the last two decades in the plastic industry and the acceptance of WPC which are currently used in various applications such as decking, roof tiles, siding, window and door frames attracted the attention of industry to the organic fillers[2].Numerous studies over the past decades on wood fiber plastic composites indicated that composites can be readily formed using compounding and compression molding are normally made by mixing wood fiber with polymer, or by adding wood fiber as filler in a polymer matrix and pressing or molding it under high pressure and temperature. Although different compounding techniques can be applied to produce WPCs, twin screw extruder is still the standard in the industry resulting in production of composites having a high modulus and a low rate of water absorption although there is no much investigation to understand the effect of process variables of a twin screw extrusion on characteristics of WPCs[4].WPC covers a wide range of composite materials using plastics such as polypropylene (PP), polyvinylchloride (PVC) and polyethylene (PE) and binders/fillers such as wood flour, flax fibers and other natural fibers[5]. The first generation of WPC was a combination of recycled wood flour or chips and binders. Unfortunately, such composites products were ideal for relatively less demanding applications. Recently, there has been an increased interest in the production of WPCs in order to find a viable alternate use for residual plant fiber material and thermoplastics[6-12].The new generations of WPCs exhibits superior mechanical properties, high dimensional stability help to produce complex shapes. They are tough, stable and can be extruded to high dimensional tolerances[13]. The new WPC materials are high-end technology products for demanding engineered applications[2]. Mixing wood flour with plastic produces the most common type of the WPCs. The advantage of WPCs is their processing ability just like a plastic with the best features of wood and plastics. Next are the main advantages of WPCs:• They are true hybrid materials which combine the best properties of wood and plastics.• Wide range and low cost raw materials can be used in the production. Wastes of wood recycled plastics become resources by converting them into WPC instead of causing environmental concerns.• They are competitive even in price with conventional materials such as timber, medium density fiberboard (MDF) and PVC.• They can be produced and fabricated easier than using traditional wood processing techniques.• They are available in a broad range of finishes and appearances.Wood is a lignocellulosic material composed mainly of cellulose (50-65%), reasonable content of lignin (20-25%) in addition to some extractives and traces of ash (1-10%). The ratio of constituents differs based on species of wood[14].Application of lignocellulosics as fillers and reinforcements in thermoplastics found acceptance in commodity plastics applications in the past few years. There are several resources for the lignocellulosics used in the reinforcement of thermoplastics. They can be obtained from both forestry and agricultural resources. The physical form can vary from fine powders such as in wood flour to fibers including but not limited to kenaf, flax, sisal and other agro-based materials. The cost and performance of the final composite products dictates the type of lignocelluloses to be used in the plastics. Literature also cites the use of typical plastics such as polyethylene, polypropylene, polyvinyl chloride and also some elastomeric co-polymers for blending with the lignocelluloses. The manufacturing temperature and variety of applications in industry of blends are influenced by the thermal characteristics of the wood flour and the biodegradable polymer involved[8].Despite the advantages of WPC over wood and plastic, the interaction between wood and plastic at fiber-matrix interface does not necessarily yield strong bonds[15]. The major reason for weak bonds has been attributed to the polar nature of the wood (hydroxyl groups) while some plastics such as PE and PP are non-polar polymers [16].To develop composites with superior bonds at the interface, it is necessary to modify the wood fiber by chemical reaction with a suitable coupling agents or coating the fiber with appropriate resins/chemicals. Such surface modifications of the wood fiber would improve the interfacial bond strength, which is a critical factor for obtaining better mechanical properties of composites[17]. The other alternative is to modify the plastic component in the WPC either by using blends with different plastic types or by using coupling agent which may be compatible with the hydrophobic plastic components and the hydrophilic wood or natural fiber component. In such cases grafted polypropylene and/or polyethylene with maleic anhydride can be of benefits in this regard[18-19].
2. Experimental Part
2.1. Materials and Techniques
- All chemicals are purchased by Aldrich unless otherwise mentioned. Thermal and FT-IR Spectroscopic analyses used for characterization of PE-g-MAH were achieved in the department. Tensile testing has been also performed in the Faculty of Engineering, KAU at Saudi Arabia.
2.2. Grafting of maleic anhydride (MAH) onto PE
- A mixture of 70g of PE (2.5 mole), 49g of Maleic anhydride (0.5 mole) and 1.2g of benzoylperoxide (5 mmole) was added to 250 ml of benzene in 500 ml round bottom flask fitted with reflux condenser and magnetic stirrer. The mixture was stirred with star magnet while reflux for 2h and then left to cool while stirring until the temperature reduced to 60℃. The reaction mixture has been poured onto a large amount of ethanol while stirring. The obtained product has been collected by filtration, air dried at 50 ℃ under reduced pressure and prepared for characterization by using FT-IR spectroscopic analysis.
2.3. Sample Preparation
- Saw dust (SD) used as reinforcing material was a mixture of different wood species collected from public carpentries in Jeddah, Saudi Arabia. The particle sizes of the filler were 80–100 mesh. Commercial PE produced by the Saudi Basic Industrial Corp. (SABIC), Saudi Arabia was converted into small particles. A maleated PE (MAPE) used as the coupling agent in this study was prepared in the laboratory through grafting of maleic anhydride onto PE as mentioned above.
2.4. Compounding
- The saw dust was dried at 40C under reduced pressure for 24h to moisture content of about 2% and then stored in sealed polyethylene bags until needed. The laboratory size extruder was a twin-screw type which blends thermoplastic composites reinforced with saw dust through melt blending, extrusion and palletizing. The blending temperature required to prevent degradation of the saw dust was 120℃. The resulting pellets were dried at 80℃ for 24 h before being melt press molded into test specimens. All samples were melt press molded using a melt press of 10 kN/cm2.Saw dust ratio was up to 45% based on the total weight of saw dust and PE prior to compounding as shown in Table 1. Content of PE-g-MAH, which was used as a coupling agent, was 5.0% based on the total weight of PE and saw dust.
|
2.5. FT-IR Spectroscopic Analysis
- Samples of polyethylene (PE), maleic anhydride (MAH) and polyethylene grafted with maleic anhydride (PE-g-MAH) have been characterized by using FT-IR Spectroscopic analysis. The spectra of the above mentioned samples are shown in Figures 1-3.
2.6. Thermal Analysis
- Samples of polyethylene, saw dust and wood plastic composite (WPC) have been characterized by using thermo-gravimetric analysis (DTG) in air and with heating rate of 10℃/min. Results are represented in Figures 4-6.
2.7. Tensile Strength Measurements
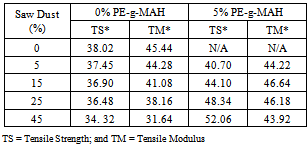
- Single tensile tests for PE-SD WPC were conducted to measure the tensile strengths with a Universal Testing Machine at the Faculty of Engineering, King Abdulaziz University, Saudi Arabia. Test specimens for the evaluation of tensile strength were molded in a mold suitable to produces samples with the dimensions of W= 19 mm, L= 115 mm and T= 3.5 mm. The tests were conducted on samples at a speed of 100 mm/min and were repeated 5 times for each condition to obtain more representative results shown in Table 2.
|
3. Results and Discussion
3.1. Grafting of Maleic Anhydride onto PE
- There are different ways for grafting of maleic anhydride (MAH) onto polyethylene including melt extrusion grafting in presence of a suitable initiator. This way has some drawbacks in the light of the processing ability of the grafting mixture during extrusion. In the current work, MAH has been grafted onto PE using benzene as a liquid phase to facilitate good distribution of MAH over the amount of PE to be grafted. Moreover, conducting the grafting process in presence of benzene keep the ambient temperature low and consequently the adverse effect of higher temperature during the extrusion will be minimized.
3.2. FT-IR Spectroscopy of PE-g-MAH
- FT-IR spectroscopy was used to prove the presence of MAH onto the PE chains and can help also to predict the relative percentage of MAH grafting in MA-grafted polyethylene. FTIR spectra were recorded from 400 to 5000 cm-1. The relative under-peak of the anhydride absorption band between 1860 and 1710 cm-1 to the CH stretching peak at 720 cm-1 was taken as an approximate indicator of the extent of MA grafting.The samples were prepared hot press of 10 kN force at 200℃ to form thin films. Figure 1-3 show the FTIR spectra of PE and PE-g-MAH in addition to that of MAH for comparison. It is obvious from these figures the presence of new peaks at 1720 cm-1 and at 1787 cm-1 when MAH is grafted successfully onto PE. The band at 1787 cm-1 is due to the asymmetric stretching modes of carbonyl (C=O) group of saturated maleic anhydride, units while the band at 1720 cm-1 belongs to the symmetric stretching of carbonyl (C=O) of maleic acid grafted onto PE[20-22].
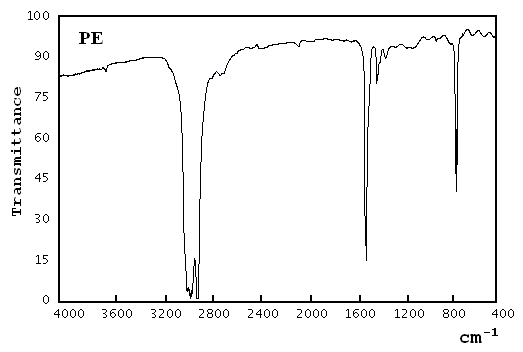 | Figure 1. FT-IR Spectrum of PE |
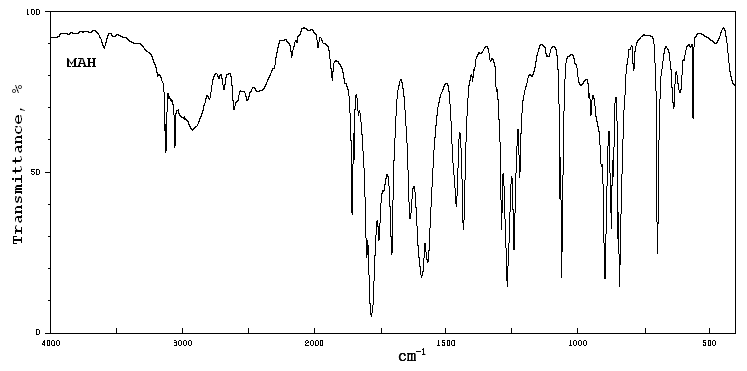 | Figure 2. FT-IR Spectrum of MAH |
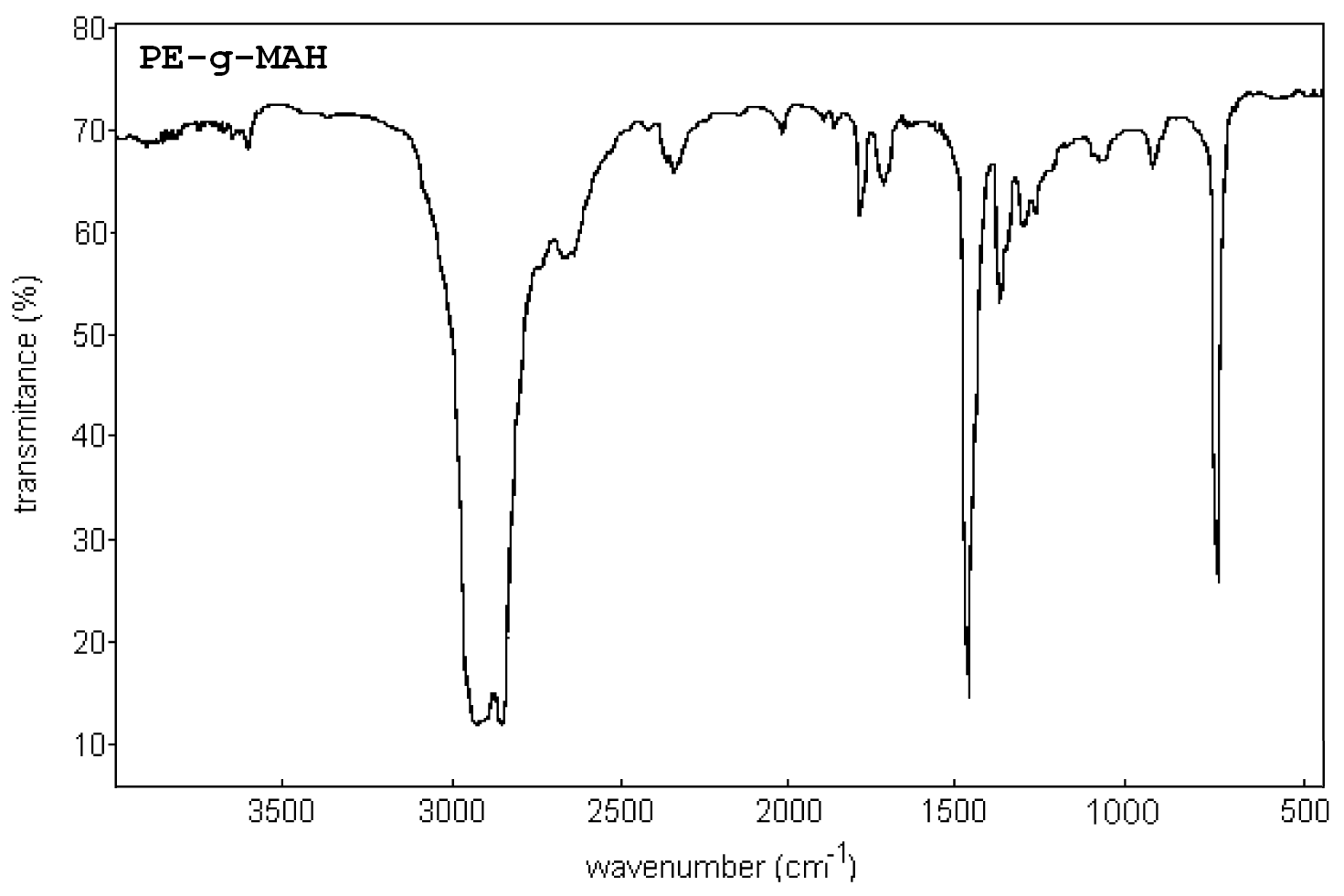 | Figure 3. FT-IR Spectrum of PE-g-MAH |
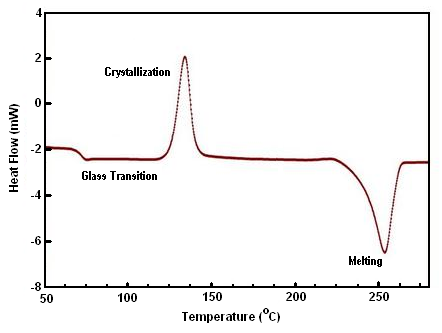 | Figure 4. Differential Scanning Calorimetric (DSC) analysis of PE |
3.3. Thermal Analysis
- It is know from the literature that the glass transition temperature (Tg) of PE is about 20℃ and the melting temperature (Tm) 130℃. Also the ash ignition temperature is 340℃ while the self-ignition temperature is 350℃ in air. In the current study, PE sample was heated in air. The plot in Figure 4 shows endothermic peaks occur around 138℃.Thermal analysis data corresponds to saw dust in air is shown in Figure 5. There is an endothermic peak around 355℃ representing thermal degradation. There are also two exothermic peaks observed around 328℃ and 445℃ resulting from combustion.
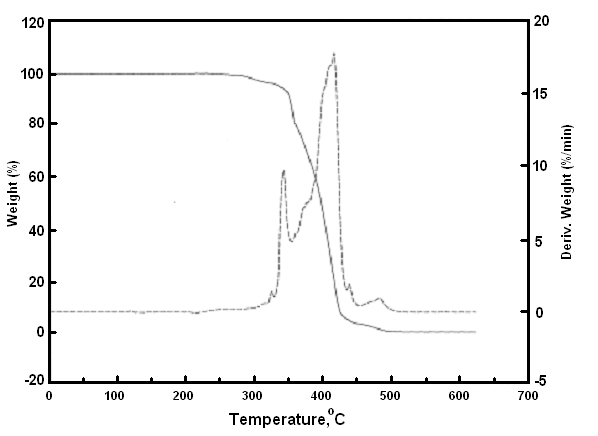 | Figure 5. TG-DTG plot of PE in air at heating rate of 10℃/min |
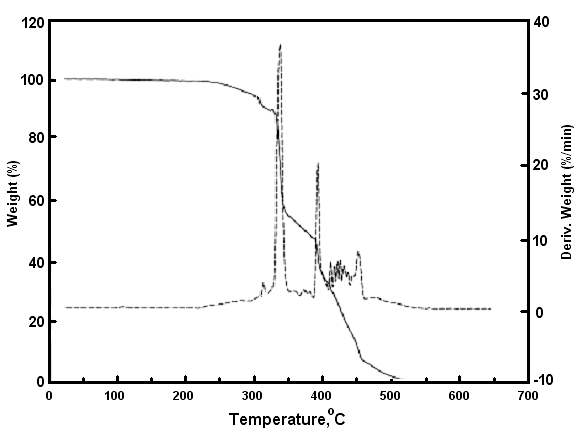 | Figure 6. TG-DTG of WPC sample in air at heating rate of 10℃/min |
3.4. Tensile Strength
- Samples of WPC used for tensile testing measurements were of the dimensions W= 19 mm, L= 115 mm and T= 3.5 mm as shown in Figure 7 Tests were conducted on samples at a speed of 100 mm/min were repeated 5 times for each condition to obtain more representative results.The tensile strength of WPC samples were measured by using of a universal tensile testing machine. Figure 8 shows the relationship between the tensile characteristics and the saw dust content (wt %) in presence of 5% of PE-g-MAH as coupling agent. WPC samples without PE-g-MAH have been also measured to prove the effect of PE-g-MAH on the tensile properties of the WPC samples. The maximum tensile strength of the WPC specimens without PE-g-MAH was 38.02 N/mm2 and decreased with increasing the saw dust content of the sample up to 45 wt% leading to decrease of the tensile strength to 34.32 N/mm2. This means that the addition of saw dust up to 45 wt% lead to reduction in the tensile strength of 9.7% in comparison with pure PE. This can be attributed to the incompatibility between the hydrophobic PE and saw dust which contain hydrophilic functionalities. This has been reflected as a decrease in the bonding strength between PE and saw dust. Also, samples with PE-g-MAH as coupling agent showed tensile strength up to 52.06 N/mm2 at 45 wt % of saw dust as shown in Table 2 and represented in Figure 8. It is obvious from that the addition of PE-g-MAH significantly increased the tensile strength almost in linear manner. This can be attributed to stronger bonding between PE and saw dust in presence of PE-g-MAH as coupling agent which contains both hydrophobic and hydrophilic natures represented by PE chains and maleic anhydride functionality added through grafting.
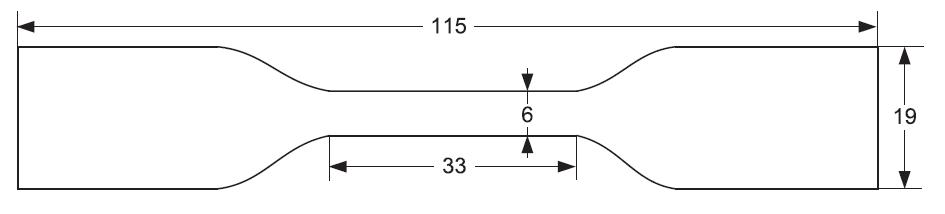 | Figure 7. Dimension in mm of WPC test specimens for tensile strength test. Sample thickness for mechanical tests = 3.5 mm |
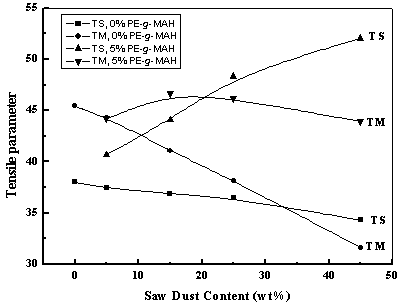 | Figure 8. Tensile strength and Tensile Modulus of WPC samples |
3.5. Effect of Saw Dust Content
- Figure 8 shows also that the content of saw dust in WPC samples has remarkable effect decreasing the tensile strength of the samples without PE-g-MAH while the tensile strength increased with the content of saw dust in presence of PE-g-MAH which showed a great impact on the tensile properties of the WPC made of polyethylene and saw dust.
4. Conclusions and Recommendations
- From the current study, it can be concluded that the chemical modification of PE with Maleic anhydride can lead to promising materials derived from the different polyolefins available in the market. Such modified polyolefins are of better compatibility with natural fibers in the light of their application directions. The tensile strength decreased with increasing saw dust due to the weak bonding with PE. Utilization of PE-g-MAH increased the tensile strength in comparison with pure PE
ACKNOWLEDGEMENTS
- This project was funded by the Saudi Basic International Corporation (SABIC) through the collaboration with the Deanship of Scientific Research (DSR) at King Abdulaziz University, Jeddah, under Grant # SP-276/12. The authors, therefore, acknowledge with thank both SABIC and DSR technical and financial support.