-
Paper Information
- Next Paper
- Previous Paper
- Paper Submission
-
Journal Information
- About This Journal
- Editorial Board
- Current Issue
- Archive
- Author Guidelines
- Contact Us
American Journal of Materials Science
p-ISSN: 2162-9382 e-ISSN: 2162-8424
2015; 5(3C): 133-139
doi:10.5923/c.materials.201502.27
Mechanical Characterization and Water Absorption Studies on Jute/Hemp Reinforced Hybrid Composites
 Abstract
Abstract Reference
Reference Full-Text PDF
Full-Text PDF Full-text HTML
Full-text HTMLPradip Sature , Ashok Mache
Mechanical Engineering Department, Vishwakarma Institute of Information Technology, Pune, India
Correspondence to: Pradip Sature , Mechanical Engineering Department, Vishwakarma Institute of Information Technology, Pune, India.
| Email: | pradip.sature@viit.ac.in |
Copyright © 2015 Scientific & Academic Publishing. All Rights Reserved.
The focus of current research work is to investigate the mechanical characteristic and performance of blended jute/hemp epoxy composites as compared to pure jute and hemp fibre reinforced composites. The major drawback of the natural fibre based composite is that they are hydrophilic in nature that’s why they tends to absorb the moisture. In order to protect the natural fibre based composites from this drawback, the layer of woven glass mat was placed as the outer covering one on each side of the hybrid laminate of jute-hemp. Mechanical properties such as tensile, compression, shear and flexural strength were obtained along with the water immersion test. From the experimental result, it was observed that the hybridization of glass fibre as the skin protection shows the better properties than the other composites followed by the hemp-epoxy composite. The blend of jute-hemp-epoxy composite was found to be performing better than the pure jute-epoxy composite. Test results indicates that the hybridization reinforcement of jute with the hemp and jute-hemp with the glass enhance the properties and can be considered as the potential replacement to glass fibre reinforced polymer composite in the secondary application.
Keywords: Natural fibres, Hybrid composites, Mechanical properties
Cite this paper: Pradip Sature , Ashok Mache , Mechanical Characterization and Water Absorption Studies on Jute/Hemp Reinforced Hybrid Composites, American Journal of Materials Science, Vol. 5 No. 3C, 2015, pp. 133-139. doi: 10.5923/c.materials.201502.27.
Article Outline
1. Introduction
- The use of plant derived natural fibres as filler or reinforcement in polymer composites for making sustainable and low cost engineering materials has captured the great attentions of researchers in recent years. Because of environmental growth of awareness, norms and regulations as well as consumer demands has forced to manufacturing industries such as (automotive, construction and packaging) to come out with the new biobased materials that can be used as substitute for conventional non-renewable reinforcing materials such as glass fibre [1]. The natural fibres like jute, sisal, hemp, kenaf, banana and coir etc. are renewable, non-abrasive and environmental friendly so widely used as the filler material for the bio-composites [2, 3]. The natural fibre based composites exhibit the excellent properties such as low density, high specific strength, stiffness, impact strength and high degree of flexibility during processing [1, 4]. However natural fibre based composites have many advantages over the synthetic fibres such as low weight, low cost, recyclable, environmental friendly and causes no skin itching problem like the synthetic fibres [5, 6]. It also suffer from some limitations like low modulus, hydrophilic character of the natural fibre that leads to moisture absorption, lower mechanical properties as compared to synthetic fibre and fibre strength depends on geographical origin and climatic growth condition [7, 8]. In order to enhance their properties researchers turns their attentions towards the hybridization of natural fibre with synthetic one. The possible combination of hybrid composites of the natural fibres includes natural-natural and natural-synthetic types [9]. Few studies regarding hybridization of different natural fibre based composites are presented below. Ramesh et al. [10] have observed that the jute and sisal fibres are more attractive due to their light weight, high specific strength and biodegradability. Mixing of the glass fibre with the natural improves the properties of natural fibre based composites. In their study sisal-jute-glass fibre reinforced hybrid composites are developed. The result shows that mechanical properties such as tensile strength, flexural strength and impact strength improved significantly and incorporation of the sisal jute with glass-fibre reinforced polymer (GFRPs) used as a replacement for glass reinforced polymer composite. From the test result it is observed that glass-jute fibre composite gives maximum tensile strength. The jute-sisal fibre based composite is capable of having maximum flexural strength and maximum impact strength is obtained from the sisal fibre based composite. Boopalan et al. [3] have investigated and compared the mechanical and thermal properties of the jute and banana natural fibre based hybrid composites. The aim is to improve the mechanical properties, so jute fibre is hybridized with banana fibre. The jute and banana (jute/banana) based hybrid composite were prepared with various weight ratio as (100/0, 75/25, 50/50, 25/75, and 0/100). Different test such as tensile, flexural impact, thermal and water absorption were carried out for hybrid composite sample. From the achieved result it is observed that addition of banana fibre in jute epoxy composite up to 50% by weight yields increasing the mechanical and thermal properties and decreases the water absorption properties. The development of damage and fracture of the sample were observed under scanning electron microscope. The 50/50 weight ratio of jute and banana natural fibre based composite shows good tensile strength, thermal property and less water absorption as compared to the other weight to strength ratio of jute banana hybrid composites. Addition of the jute in the composites results in the 17% increase in the tensile strength, 4.3% increase in flexural strength and 35.5% increase in impact strength. Ramnath et al. [11] have studied the characterization of abaca jute fibre based composites for tensile, flexural, impact and shear strength. The stacking sequence of the composite is such that jute fibre is lies at the centre and on both sides of jute fibre abaca fibre is placed, glass fibre is used as outer layer for better finish and to improve the strength. The composite is prepared with the help of hand layup technique and volume fraction of the fibre is maintained approximately 0.40 by weight. From the result it is found that the hybrid composite of jute and abaca fibre based composite gives the better tensile and shear strength as compared to the pure abaca fibre based composites. However the abaca fibre based composites has the good flexural and impact strength than that of hybrid composite of jute and abaca. Petrucci et al. [12] have studied the manufacturing of hybrid composite by vacuum infusion method and comparison of characterization of different hybrid composite laminate based on basalt as the inner core material. In all case of the hybrid composite the volume fraction is maintained in between 21-23% in an epoxy resin. Laminates haven been subjected to the various tests such as tensile, flexural and inter laminar shear strength. From the mechanical testing it is observed that mechanical performance of all the hybrid laminates appears superior to that of pure hemp and flax fibre reinforced laminates. Out of the three different combinations the glass-basalt-flax hybrid shows the best performance. Venkateswaran et al. [13] studied the effect of hybridization on mechanical properties such as tensile strength, flexural strength, impact strength and moisture absorption characteristic of Banana-Sisal fibre based hybrid composites. They have observed that addition of sisal fibre in composite, results in 16% increase in tensile strength, 4% increase in flexural strength and 35% increase in impact strength. In moisture absorption study of banana-sisal fibre based hybrid composite at 50/50 weight percentage of both fibres in the laminate shows the minimum up take of moisture.Hybridization has profound effect on the water absorption characteristic of natural fibre. In order to improve water absorption resistance characteristic of natural fibre based composites glass fibre reinforcement is prominently used in the hybridization of natural fibre based composite composites [14]. In the present study the mechanical properties of jute fibre; hemp fibre, jute-hemp fibre and jute-hemp- glass fibre based pure and hybrid composites are studied. The hybrid composites are manufactured by simple hand lay-up technique under same laboratory condition at room temperature. The properties such as tensile, flexural and in plane shear are studied and presented in great details. The addition of the glass fibre as an outer covering to the natural fibre based composite gives the better surface finish and increases moisture resistance enhancing the mechanical properties.
2. Materials
- In the present study, for fabricating the composite laminates jute, hemp and glass fibres are used. The raw woven mats of jute and hemp are obtained from Faridabad, Hariyana, India. The epoxy resin and hardener are provided by M/s K.S industries Ltd., Pune, Maharashtra, India.
2.1. Natural Fibres
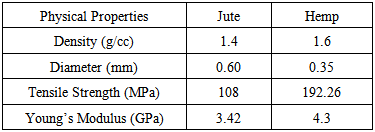
- The physical properties of hemp and jute used in the current study are shown in the Table 1.
|
2.2. Jute Fibre
- Jute fibre plants takes near about 3-4 months to grow a height of 12-15 feet in the field during the season then it is cut in to the bundles and kept immersed in the water for “retting” process. Retting is the process of extracting the fibre from long lasting life stem or bast of the fibre plant. When the jute stalk is well retted, the stalk is clustered in bundles and hit with a long wooden hammer to make the fibre loose from the jute hurd or core. After losing the fibre, the fibre is washed with water and squeezed for dehydration. The extracted fibres is further washed with fresh water and allowed to dry. Finally, they are tied into small bundles to be sends in to the industry for further processing to form a jute fibre mates and other forms. With the help of jute fibre we can produce various lifestyle products. Out of all the natural fibre reinforcing material jute appears to be promising material because of its good reasonable properties, inexpensiveness and commercially availability in the required form and in abundance quantity.
2.3. Hemp Fibre
- Hemp fibre plant is normally ready to harvest in 2-3 month after seeding. That grows to height anywhere from 4-15 feet and (3-4cm) in diameter. After complete growth of plant, plants are cut at 2-3cm above the soil and left on the ground to dry. The cut hemp is laid in swatches to dry up to 4 days and this was traditionally followed by retting. With the help of the retting we can separate the bark of the plant that contains long tough bast fibre from core that is called as hurd or shives (short fibres) and these are used for building materials. In the modern times hemp is used for industrial purposes including paper, textile, and bio based plastics composites, clothing and construction. Now a day’s hemp frequently used in the automobile industries because of its good tensile and flexural properties.
2.4. Glass Fibre
- Glass fibre is a material that contains very fine fibres of glass. It shows good properties such as light in weight, extremely strong, and robust. It is formed when thin strands of silica glass are extruded into many fibres with small diameters. Its weight properties are also very favourable when compared to metals, and it can be easily formed in to different shapes using moulding processes. Such individual filaments are now clustered together to form a bundle of fibre. They are then woven in a machine to produce woven mat in general, such mates or other forms of glass fibre is used as a reinforcing material for composites to form a very strong and light weight fibre reinforced polymer (FRP) composite material.
3. Fabrication of Composite Laminate
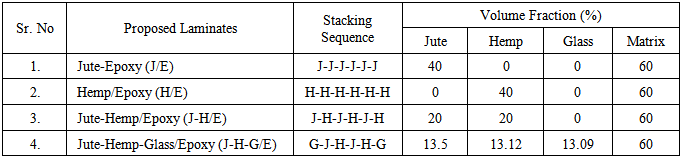
- In this study, four different types of laminates of jute, hemp and glass fibre reinforcement were proposed with the help of hand lay-up technique in a closed of dimension 0.3m x 0.3m at the room temperature using the Epoxy resin-520 and Epoxy hardener-PAM and they were mixed in the ratio of 10:1 by weight as suggested. Epoxy resin and hardener mixture was stirred thoroughly before fibre mats were introduced in the matrix material. Each laminate was cured under pressure near about 24hr in the mould and further cured at room temperature at least 12 hr before it come to use. The proposed laminates are labelled as jute-epoxy laminate (J/E), hemp-epoxy laminate (H/E), jute-hemp-epoxy laminate (J-H/E) and jute-hemp-glass-epoxy laminate (J-H-G/E). Each laminate consist of 6 layers of woven fibres mats of respective fibre. The proposed laminates are shown in the Fig.1. Their stacking sequence and volume fraction is given in the Table 2.
 | Figure 1. (a) J/E (b) H/E (c) J-H/E (d) J-H-G/E |
|
4. Material Characterization
4.1. Tensile Test
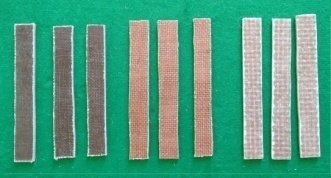
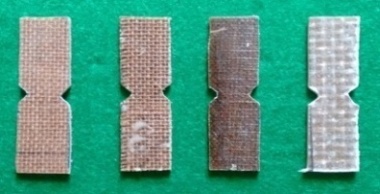
- Tensile test were performed following the ASTM D3039 standard using the universal testing machine (Model No-STS248) with an accuracy of ± 1%. The cross head speed is maintained as 10mm/min. Test process involves placing test specimen in the universal testing machine (UTM) and applying tensile force on specimen unless it breaks. During the application of the tensile load elongation of the gauge section is recorded against the applied load. The same procedure is carried out for the different type of composites. This experiment is repeated for several numbers of specimens of each laminate to get more accurate result and to minimize the error. The tensile test specimen of different types of composites and experimental setup for tensile test is given in Fig.2 and Fig.3 respectively.
 | Figure 2. Tensile Test Specimens |
 | Figure 3. Experimental Setup for Tensile Test |
4.2. Compression Test
- Compression test was carried out following the ASTM D790 standard using the universal testing machine. During the test the cross head speed is maintained as 5mm/min. The test procedure involves placing of test specimen in universal testing machine (UTM) and applying compressive load until it going to breaks. Compression test specimens for different type of laminates are shown in Fig.4.
 | Figure 4. Compression Test Specimens |
4.3. Flexural Test
- Flexural test was carried out using the universal testing machine (Model No-STS248) with an accuracy of ± 1% according to the ASTM D790. The specimen dimensions are given as 13mm x 80mm x 3mm and the overhang length of 50mm at both the support. The crosshead speed for flexural test was set at 5mm/min. Minimum three specimens from each laminate was tested to obtain a satisfactory result. The experimental setup for flexural test given in Fig.5.
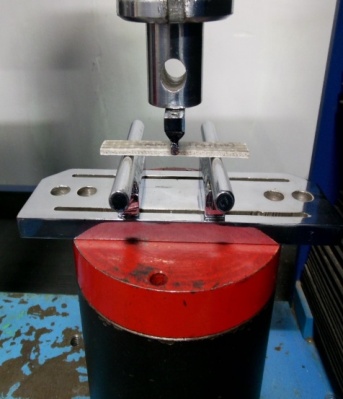 | Figure 5. Experimental Setup for Flexural Test |
4.4. In Plane Shear Test
- The in plane shear test was performed on the same universal testing machine as per the ASTM D5379. Normally shear stress is less when compared to the bending stress in loading condition. But sometimes, the shear stress becomes very important in certain design calculations. The shear test specimens and experimental setup is shown in the Fig.6 and Fig.7.
 | Figure 6. Shear Test Specimen |
 | Figure 7. Experimental Setup for Shear Test |
4.5. Water Absorption Test
- The water absorption tests were performed following ASTM D570. Two specimens of each laminate oven dried at 50°C for 2hr to remove complete moisture from the specimens. Such specimens were immersed in distilled water as shown in fig 8. To calculate the weight gain by the specimens, specimens were taken out and dried with absorbent paper and reweighed. The percentage increase in weight (W) during the immersion was calculated from the following formula.

 Where, Mo and Mt are weight of specimens at initial and after time t.
Where, Mo and Mt are weight of specimens at initial and after time t. | Figure 8. Specimens Immersed in Distilled Water |
5. Results and Discussion
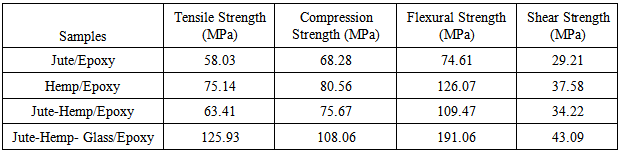
- Experimental results for tensile, compression, flexural and in plane shear test of proposed composite laminates are presented in the Table 3.
|
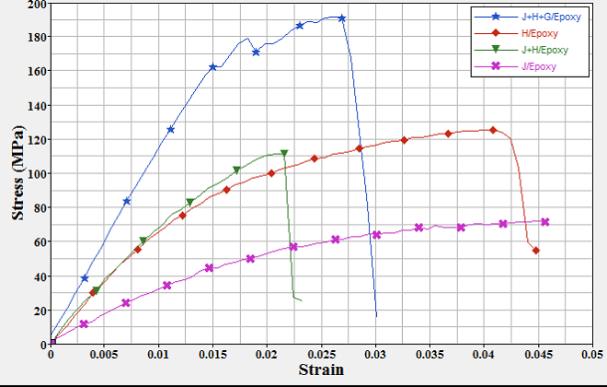
5.1. Tensile Strength Analysis
- From tensile test data the stress-strain plot is generated to determine the ultimate tensile strength and elastic modulus of different composite material. The stress-strain curve for different pure and hybrid composite specimen is shown in Fig.9. The result shows that Jute-Hemp-Glass/Epoxy composite specimen gives better tensile strength than the other three types of composite and it is followed by the Hemp/Epoxy composite. The Jute-Hemp/Epoxy composite specimen shows the properties in between Jute/Epoxy composite and Hemp/Epoxy composites.
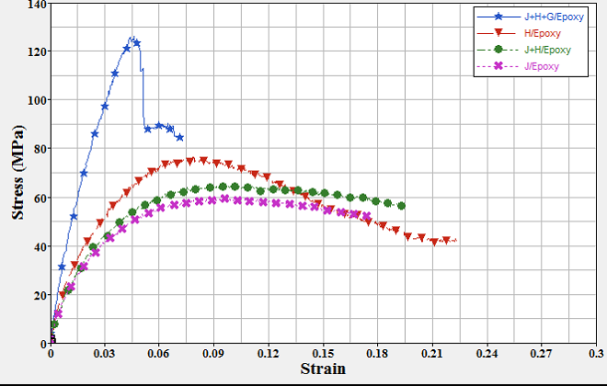 | Figure 9. Stress-Strain Curve for Tensile Test |
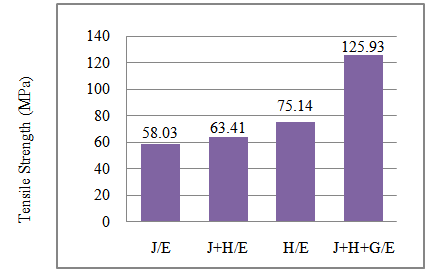 | Figure 10. Tensile Strength Comparison of Different Composites |
5.2. Compression Strength Analysis
- From the compression test data the stress-strain plot is generated to determine the compression strength and compressive modulus of different composite material and it shown in Fig.11 and test results are tabulated in Table 3. From the stress-strain plot, it is clear that Jute-Hemp-Glass/Epoxy composite shows highest compression strength than the other three composite and that is followed by the Hemp/Epoxy composite. The Jute-Hemp/Epoxy hybrid composite shows intermediate compression strength when compared to pure Jute/Epoxy and Hemp/Epoxy composite. Comparative study of compressive strength for different type of composite is shown in Fig.12.
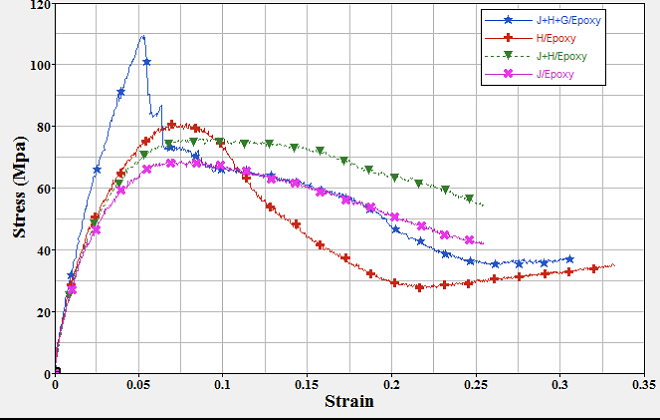 | Figure 11. Stress Strain Curve for Compression Test |
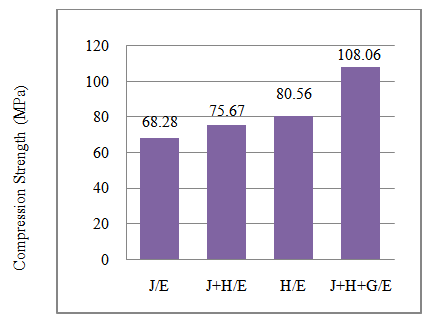 | Figure 12. Compression Strength Comparison of Different composites |
5.3. Flexural Strength Analysis
- From the flexural test data the stress-strain plot is generated to determine the flexural strength and flexural modulus of different composite material and it shown in Fig.13 and test results are tabulated in Table 3. From the stress-strain plot, it is clear that Jute-Hemp-Glass/Epoxy composite shows highest flexural strength than the other three composite and that is followed by the Hemp/Epoxy composite. The Jute-Hemp/Epoxy hybrid composite shows intermediate flexural strength when compared to pure Jute/Epoxy and Hemp/Epoxy composite. Comparative study of flexural strength for different type of composite is shown in Fig.14.
 | Figure 13. Stress-Strain Curve for Flexural Test |
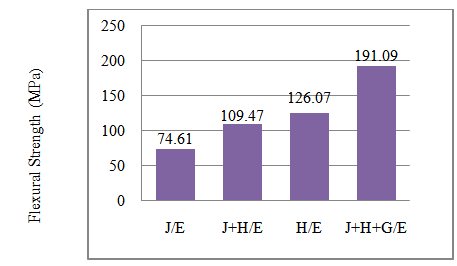 | Figure 14. Flexural Strength Comparison of Different composites |
5.4. In Plane Shear Strength Analysis
- Shear properties of the pure and hybrid composite samples are tested and with the help of experimental data stress-strain curve is generated to determine the shear strength and shear modulus. The results are summarized in the Table 3. The comparative study of different hybrid composite is shown in the Fig.15. From the comparative study it is asserted that Jute-Hemp-Glass/Epoxy specimens show the better properties than other three composites. Jute-Hemp/Epoxy Composite specimens have intermediate shear properties when compared to Jute/Epoxy composite and Hemp/Epoxy composite.
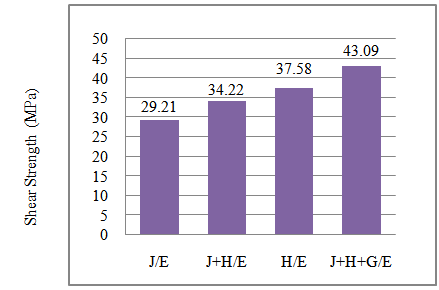 | Figure 15. Shear Strength Comparison of Different Composite |
5.5. Water Absorption Analysis
- Water absorption characteristic of all four types of laminate specimens was analysed in terms of weight gain for the composite specimen immersed in distilled water for 30 days as per ASTM D 570. The weight gains in percentage were compared in the Fig 16. From the result it was observed that Jute/Epoxy composite specimens shows more moisture gain as compared to other three types of composite at the same time addition of glass fibre as the skin protection drastically reduces the water absorption of Jute-Hemp-Glass/ Epoxy composite specimens. Hybridization of the hemp fibres with the jute fibre also reduces the water absorption characteristic of the jute fibre based composites.
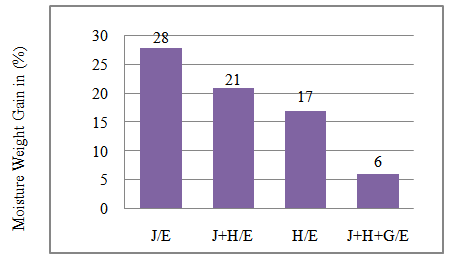 | Figure 16. Moisture Gain Comparison for Different composites |
6. Conclusions
- The Jute fibre, Hemp fibre, Jute-Hemp fibre, and Jute-Hemp-Glass fibre reinforced pure and hybrid composites are fabricated by the simple hand lay-up technique under the same laboratory condition. The proposed composites are subjected to the mechanical characterization, such as tensile strength, compression strength, flexural strength, and shear as well as water absorption characteristic. The following conclusions have been driven out from the experimental results. 1. The Jute-Hemp-Glass fibre reinforced hybrid composites have more tensile strength than the other composites and it is having tensile strength up to 125.93MPa. It is followed by Hemp fibre reinforced composite which is having tensile strength up to 75.67MPa. 2. The Jute-Hemp-Glass fibre based composites have more compressive strength when compared to other three composites and it having the compressive strength up to 108.09MPa. It is followed by Hemp fibre reinforced composites having compressive strength up to 80.56MPa.3. The Jute-Hemp-Glass fibre reinforced composite having more flexural load carrying capacity and withstand with strength up to 191.06MPa which is followed by the Hemp fibre reinforced composite having flexural strength up 126.07Mpa.4. The Jute-Hemp-Glass fibre reinforced composite shows more shear strength when it compared to other three reinforcement and having the shear strength value of 43.09MPa followed by Hemp fibre reinforcement which having shear strength up to 37.58Mpa.5. Water absorption test result shows that reinforcement of glass fibre as the skin protection in natural fibre shows drastic reduction in moisture absorption of natural fibre based composites. Hybridization of the natural-natural fibre (Jute-Hemp/Epoxy) reinforcement also shows the reduction in water absorption characteristic of natural fibre based composites.6. Results indicates that the hybridization of jute with hemp and jute-hemp with the glass fibre improves the properties and can be considered as potential replacement to glass fibre reinforced polymer composite in the secondary application.